
超音波厚さ測定では通常の温度(室温)で材料を測定するとは限りません。 ときには表面温度が500 °C(900 °F)の材料を測定する場合もあります。 金属の測定を行う場合、試験体を冷却できないプロセス中に厚さを測定しなければならないかもしれません。
熱は測定の精度と効率を複雑にする場合があります。 間違った探触子を使用すると、熱によって損傷し、耐用年数が短くなる恐れがあります。 以下に示す8つのヒントは、高温材料の検査の問題を克服する助けになります。
- 高温用二振動子型探触子を使用
表面が粗い高温の腐食した金属の厚さは、高温用の二振動子型探触子を使用して測定する必要があります。 実施する検査温度で使用可能と評価されている探触子を選択することが重要です。 最もよく使用される高温用の二振動子型厚さ計探触子をいくつか以下に示します。- D790:間欠接触で最高500 °C(932 °F)まで
- D791:間欠接触で最高500 °C(932 °F)まで
- D797:間欠接触で最高400 °C(752 °F)まで
- 高温用カプラントを使用
約100 °C(200 °F)より高い温度では、特殊な高温用カプラント(接触媒質)が必要です。 標準のB2グリセリンカプラントは93°C(200°F)を上回る温度での使用が評価されていないため、これを使用すると信号が失われ、探触子が損傷する恐れがあります。 代わりに、検査予定の温度で評価されている高温用カプラントを選択してください。 以下の品種が入手可能です。- H-2:最高398 °C(750 °F)まで使用可能な中温用カプラント
- I-2:最高675 °C(1250 °F)まで使用可能な高温用カプラント
- 38DL PLUS®厚さ計の温度補正機能を使用する
すべての材料の音速は、温度によって変化します。 通常、音速は材料が冷たくなるほど速く、熱くなるほど遅くなり、凝固点または融点付近で急変します。 音速の変化は弾性係数および密度の変化に関連しており、材料と温度範囲によっては、その関係にまったく直線性が見られない場合があります。 音速が室温に設定された厚さ計で高温材料を測定すると、測定値が不正確になる恐れがあります。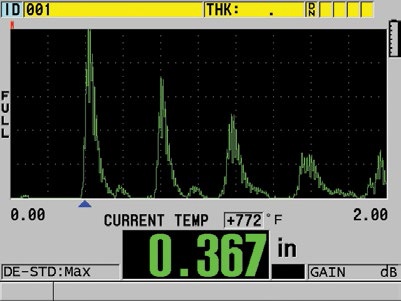 精度を最大にするため、音速に対する高温の影響を考慮する必要があります。
これを行うには、厚さ計の音速設定を、測定対象の温度に合わせて校正します。
この作業は面倒で成し遂げるのが困難な場合もあるかもしれませんが、38DL PLUS厚さ計には温度補正機能が装備されており、有効にすると、検査前に入力した温度値に基づいて音速の変化が自動的に調整されます。
精度を最大にするため、音速に対する高温の影響を考慮する必要があります。
これを行うには、厚さ計の音速設定を、測定対象の温度に合わせて校正します。
この作業は面倒で成し遂げるのが困難な場合もあるかもしれませんが、38DL PLUS厚さ計には温度補正機能が装備されており、有効にすると、検査前に入力した温度値に基づいて音速の変化が自動的に調整されます。
- 厚さ計の測定更新を迅速化
厚さ計の測定更新速度を上げると、探触子を高温面に接触する必要がある時間が短縮されます。
- カプラントは材料の表面ではなく、探触子の先端に塗布
カプラントを高温材料の表面に塗布すると、測定する前に恐らく消散してしまいます。 代わりに適切なカプラントを探触子の先端に塗布し、強く押さえて高温面に接触させます。
- 探触子の接触時間を5秒に制限
有効な厚さ値を5秒以内に取得できない場合は、高温面から探触子を離し、先端にさらにカプラントを塗布してから再試行します。
38DL PLUSや45MGなどの高性能タイプの厚さ計の場合、ユーザーは測定画面をフリーズできます。 これは高温測定に使用できる重要な機能といえます。試料に少しの間接触させて[FREEZE]キーを押し、探触子を離してから、フリーズしたA-スキャンに対して測定の調整を行えるからです。
- 定期的に「ゼロ調整(Do ZERO)」を実行
材料の音速は温度に伴って変化することをお話しましたが、二振動子型探触子内の遅延材の温度が上がると、音波は異なる速度で伝搬します。 これを補正するため、定期的に「ゼロ調整(Do ZERO)」を実行する必要があります。
この操作は簡単です。まず探触子表面のカプラントを拭き取り、[2nd F]キーを押して離した後に[CAL ZERO]キーを押します。 これらのキーを押すことで、探触子に熱ドリフトがある場合に補正されます。
- 探触子を熱いままで放置しない
探触子が素手で持つには熱すぎるようになった場合は、空気中で冷ますか、探触子表面を水につけます。 その後、「ゼロ調整」を実行して再ゼロ設定します。