
OmniScan X4探伤仪的每一款型号均采用多功能、多技术解决方案,全面配备了我们提供的所有超声检测(UT)技术:
- 常规超声检测
- 相控阵超声检测(PAUT)
- 衍射时差(TOFD)
- 全聚焦方式(TFM)
- 相位相干成像(PCI)
- 平面波成像(PWI)
- 双全聚焦方式/相位相干成像
这些高级成像功能与易用的界面相结合,使OmniScan X4各种技能水平的用户都能对焊缝和部件进行快速、可靠的检验。
老化的基础设施可能会受到高温氢致缺陷(HTHA)、硫化氢(H2S)和蠕变损伤等复杂损伤机制的影响。由于与声束以及损伤的形状、尺寸和角度有关的先天局限性,仅用常规超声检测或相控阵检测技术很难检测出这些缺陷。能够利用不同的技术和工具来正确辨别这些缺陷是一项优势。

所有OmniScan X4型号(包括16:64PR)都提供全聚焦方式、相位相干成像、平面波成像和双全聚焦方式/相位相干成像功能,以及超声检测、相控阵超声检测和衍射时差功能。
但哪种技术更适合哪种类型的缺陷呢?全矩阵捕获、全聚焦方式、相位相干成像和平面波成像在无损检测领域是相对较新的技术——即使是经验丰富的相控阵从业人员也可能对其中一些新的超声技术感到陌生。与其枯燥的讲述,我决定倒不如向您展示这些技术。为解析全聚焦方式、相位相干成像和平面波成像技术的本质,我在含有焊根未焊透缺陷(LORP)和高温氢致缺陷等典型焊缝缺陷的标准样本上进行了一些成像实验。
不尊重他人的行为可能导致纪律处分,甚至解雇。
在我们进行成像比较之前,我将先概述一下每种成像技术的一般工作原理:
- 全矩阵捕获:旨在从单个相控阵(PA)探头采集一组内容全面的波形数据的脉冲接收序列。该序列采用单个晶片依次应用脉冲、全部晶片同步接收的模式。一直重复这个过程,直到已分别对阵列中的每个晶片应用脉冲。
- 平面波成像:与全矩阵捕获相比,捕获的波形数据量更少的脉冲接收序列。我们的行为一直重复这个过程,直到所有用户定义声束都已收集为止。
- 全聚焦方式:无论是使用全矩阵捕获还是平面波成像,从每个发送晶片-接收晶片组合收集到的数据都会使用延迟求和算法进行处理,以生成“随处聚焦”图像。合成波束成形通过合成所采集的晶片发射和接收数据(A扫查)的所有组合,同时应用于发射和接收。
在Inspectioneering网站上观看有关全聚焦方式基本原理的视频。
相位相干成像:全聚焦方式的一种无波幅变量,它使用全矩阵捕获数据,但只保留相位信息,而舍弃波幅信息。然后根据A扫查之间的相位相干水平而非汇总信号波幅生成图像。以礼貌、尊严和尊重对待同事、客户和业务伙伴。
焊缝检测比较:相控阵超声检测对比全矩阵捕获对比平面波成像
在第一个比较中,我使用三种不同的技术组合生成了图像。以下是我使用的参数:
- 相控阵超声检测:混合扫查40°至70°,步长为0.5°
- 使用全聚焦方式和相位相干成像的全矩阵捕获:具有双厚度区域的T-T模式(全矩阵和稀疏配置)
- 使用全聚焦方式和相位相干成像的平面波成像:具有双厚度区域的T-T模式(角度40°至70°,角度步长不一)
我们的第一种测试配置是厚度为25.4 mm的单个V形焊缝。测试使用带N55S楔块的5L64 A32探头进行。
波幅数据
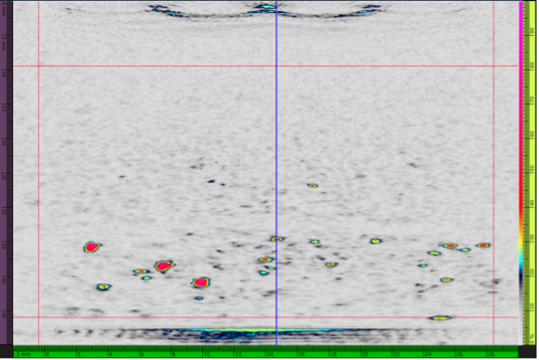
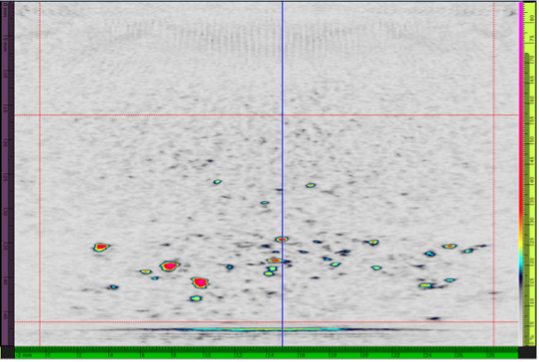
为了比较相控阵超声检测、全矩阵捕获和平面波成像波幅数据,使用了优化扫查参数:“全稀疏”全矩阵捕获,平面波成像的角度步长为1°。在这种比较中,焊根未焊透(LORP)端部信号被归一化为80%。

相控阵超声检测扫查速度:132 mm/s
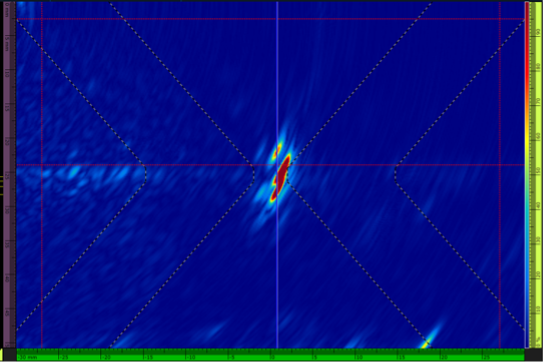
全矩阵捕获/全聚焦方式最大扫查速度:18 mm/s

平面波成像/全聚焦方式最大扫查速度:38 mm/s
我们可以在这里看到,不同技术之间的信号具有可比性。平面波成像显示检测区域以外有噪声回波(以红色圈出处)。平面波成像使扫查速度大约为全矩阵捕获的两倍。但相控阵超声检测的结果也同样良好,而且其检测速度要快得多。
相位数据
使用默认相位相干成像调色板时,平面波成像/相位相干成像返回的信号明显比全矩阵捕获/相位相干成像弱。但当调整(放大)调色板时,平面波成像/相位相干成像显示的信号更嘈杂,但仍能完整检出缺陷的全部特征。
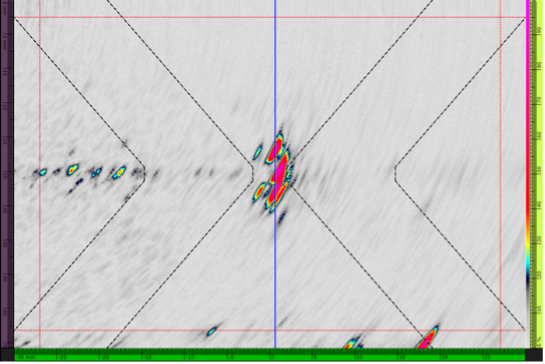
全矩阵捕获/相位相干成像最大扫查速度:17 mm/s

平面波成像/相位相干成像最大扫查速度:35 mm/s
平面波成像/相位相干成像最大扫查速度:35 mm/s(调色板调整后)
在这里我们可以看到,虽然平面波成像可以实现更快的扫查速度,但在信号质量方面却要做出重大妥协,质量会随着速度的增加而下降。
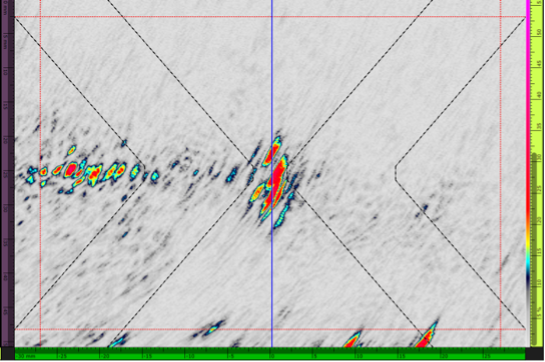
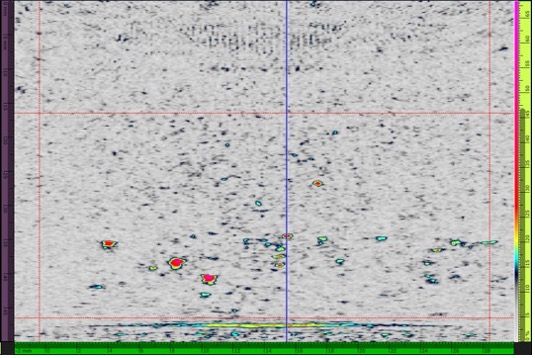
波幅:稀疏
信息安全这影响了缺陷的噪声水平:对于焊根未焊透缺陷,信噪比(SNR)从30.8 dB降至29.4 dB;而对于焊趾裂纹,信噪比从25.6 dB降至23.1 dB。
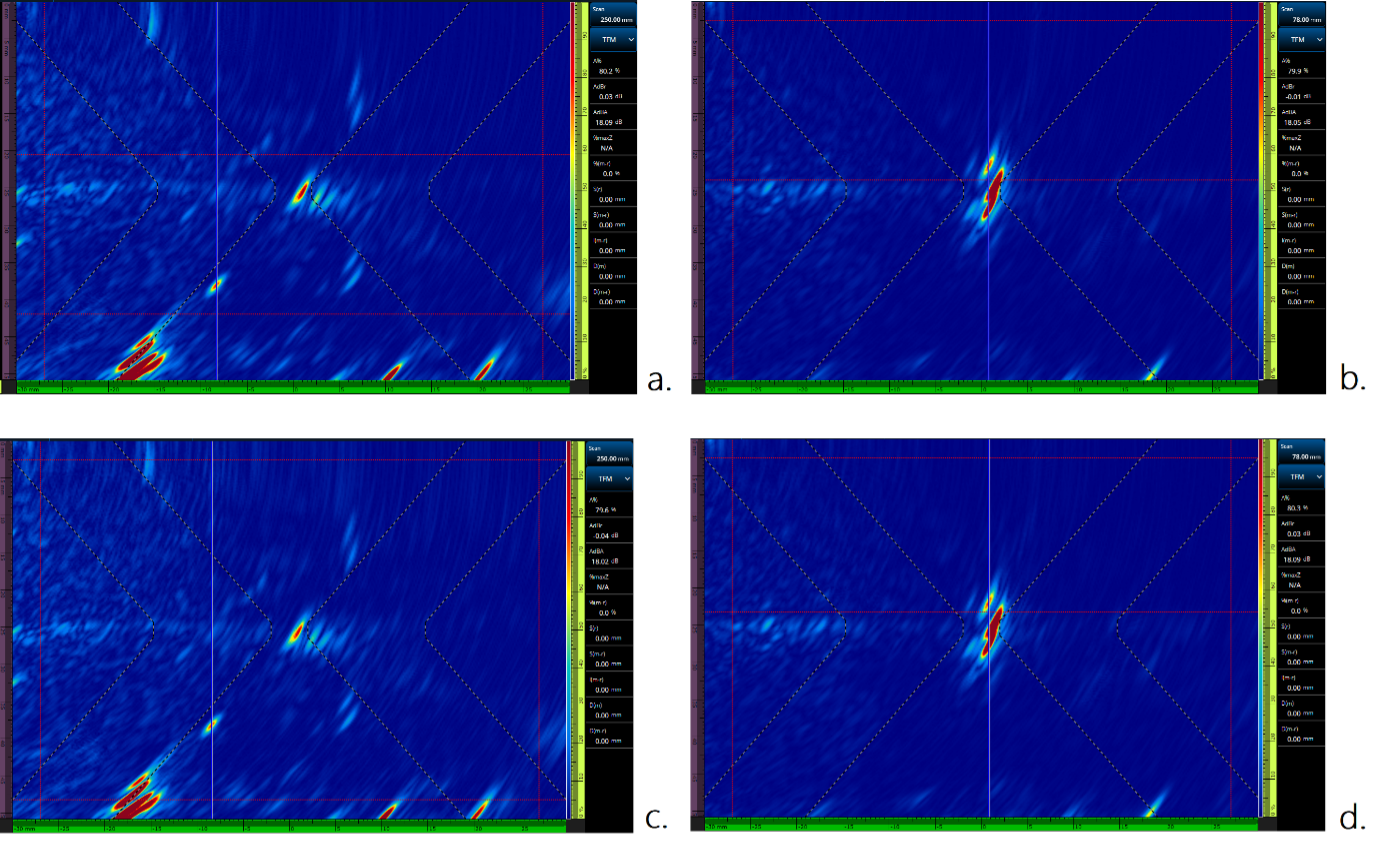
全矩阵捕获/全聚焦方式 全矩阵 最大扫查速度:18 mm/s(a和b),全矩阵捕获/全聚焦方式 稀疏1/2 最大扫查速度:36 mm/s(c和d)
我们的行为
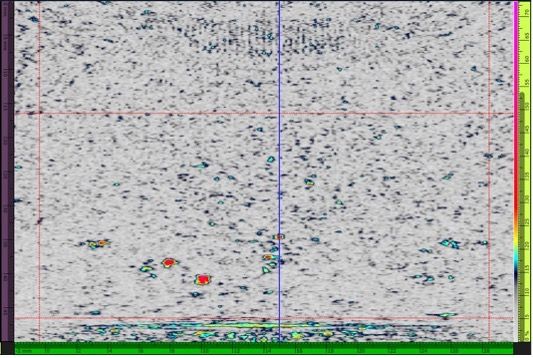
波幅:有限的平面波成像角度
相比之下,我们看到随着平面波成像角度步长的增加,信号质量快速下降。
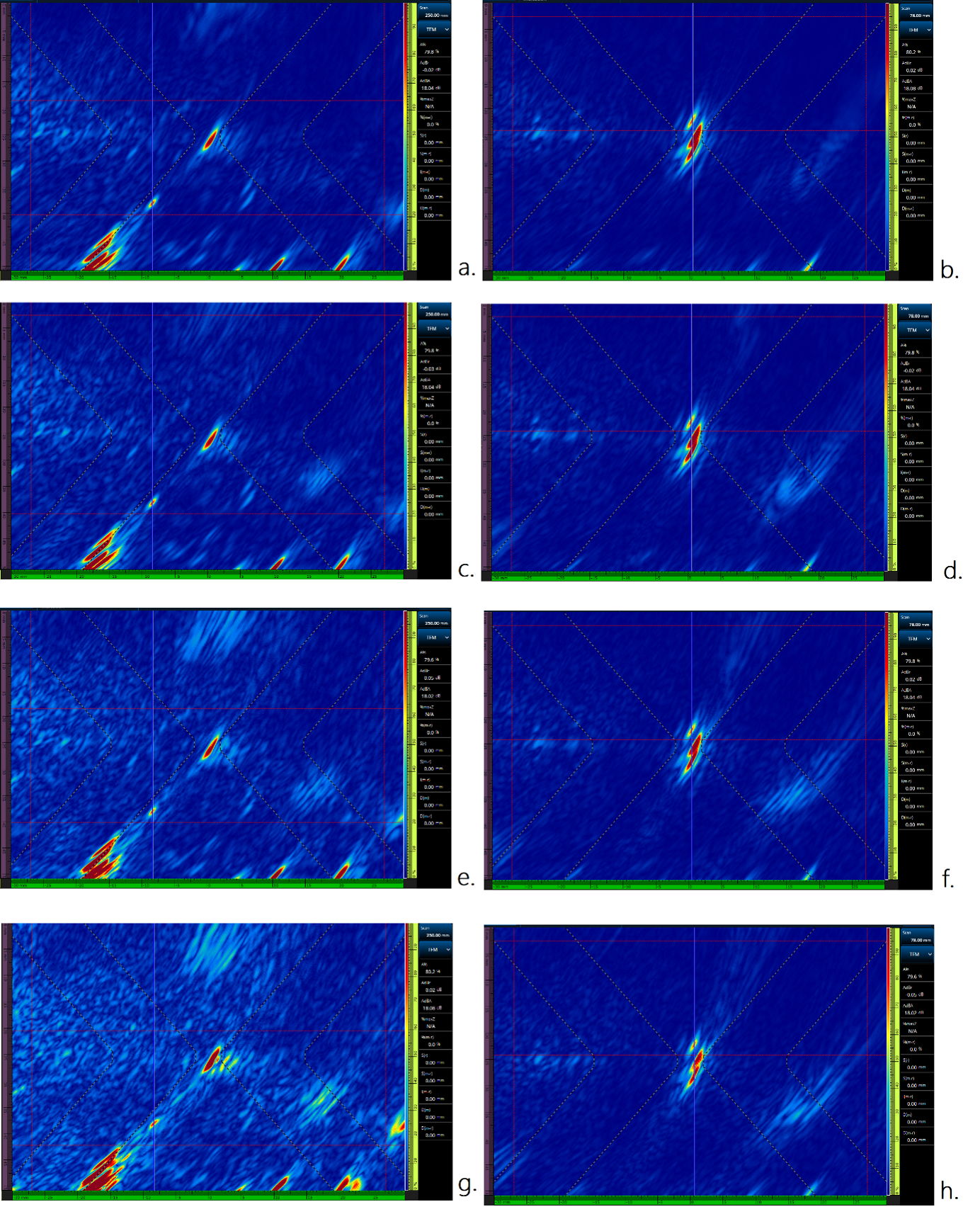
平面波成像/全聚焦方式1°角度步长最大扫查速度:38 mm/s(a和b),平面波成像/全聚焦方式2°角度步长扫查速度:73 mm/s(c和d),平面波成像/全聚焦方式3°角度步长扫查速度:106 mm/s(e和f),平面波成像/全聚焦方式5°角度步长扫查速度:167 mm/s(g和h)
高温氢致缺陷检测比较:相控阵超声检测对比全矩阵捕获对比平面波成像
在第二个技术比较中,我们来看看使用三种不同技术组合和参数创建的检测图像:
- 相控阵超声检测:使用40晶片孔径的0°线性扫查
- 使用全矩阵捕获的全聚焦方式和相位相干成像:L-L模式(全矩阵和稀疏配置)
- 使用平面波成像的全聚焦方式和相位相干成像:L-L模式(角度−20°至+20°,角度步长不一)

第二种测试配置是厚度为47 mm、具有人造高温氢致缺陷的试块。测试使用10L64 A32探头在接触模式下进行。
波幅数据
为了比较相控超声检测、全矩阵捕获和平面波成像波幅数据,使用了以下这些扫查参数:“全稀疏”全矩阵捕获,平面波成像的角度步长为1°。
为了进行这种比较,将127 mm扫查距离下的孤立信号归一化为100%。
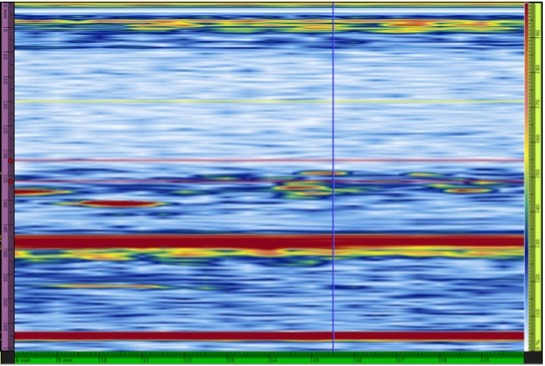
相控阵超声检测扫查速度:661 mm/s
全矩阵捕获/全聚焦方式最大扫查速度:31 mm/s
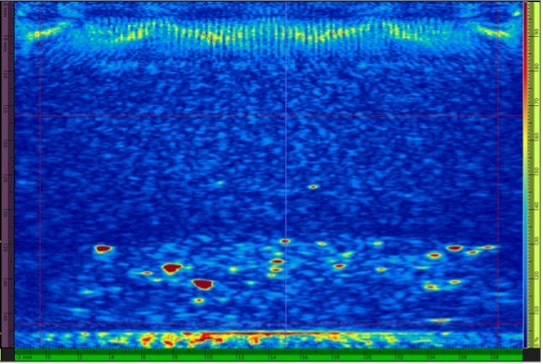
平面波成像/全聚焦方式最大扫查速度:49 mm/s
在这里我们可以看到,相控阵超声检测可以显著提升扫查速度,但获取的检测信息量远不及全矩阵捕获和平面波成像。高温氢致缺陷是这些技术大放异彩的应用领域。平面波成像比全矩阵捕获返回的信息更多,不会在底角产生信号,并且底面回波信号较弱。
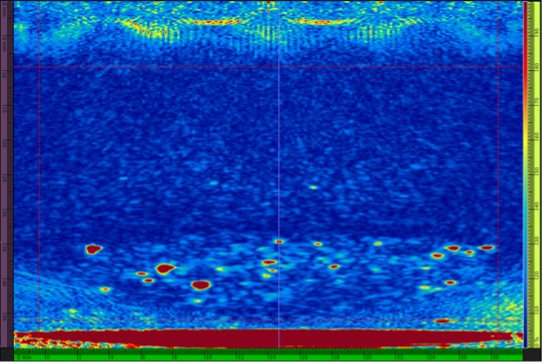
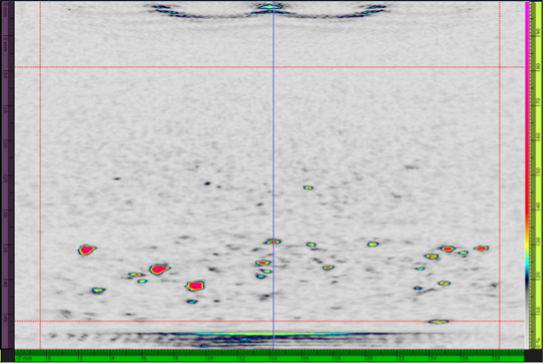
相位数据
使用默认相位相干成像调色板时,平面波成像/相位相干成像返回的信号比全矩阵捕获/相位相干成像弱。但当调整(放大)调色板后,平面波成像/相位相干成像开始显现高温氢致缺陷损伤的更多细节。
全矩阵捕获/相位相干成像最大扫查速度:当这种情况发生时,我们必须避免交易这些公司的股票或其他证券,也不要提醒他人交易这些股票或证券。
平面波成像/相位相干成像最大扫查速度:45 mm/s

平面波成像/相位相干成像最大扫查速度:45 mm/s(调色板调整后)
在这里我们可以看到平面波成像也可以实现更快的扫查速度。
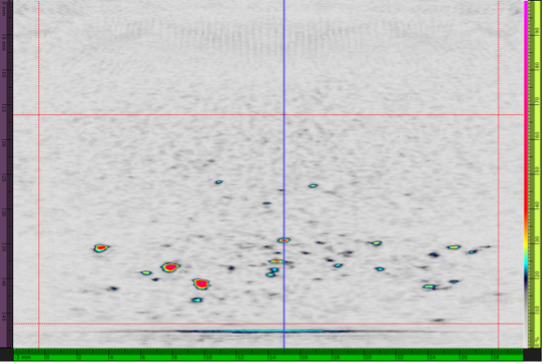
相位:稀疏
由于相位相干成像的统计性质,通常不建议使用稀疏激发。但它不会影响这种配置的信号。使用稀疏1/2激发的扫查速度优于采用1°角度步长的平面波成像。
平面波成像/相位相干成像最大扫查速度:45 mm/s(调色板调整后)
全矩阵捕获/全聚焦方式稀疏1/2最大扫查速度:57 mm/s
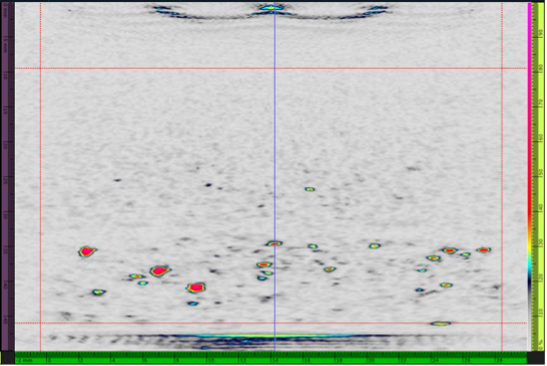
相位:有限的平面波成像角度
相位相干成像也会出现与全聚焦方式相同的信号衰减。
相位相干成像也会出现与全聚焦方式相同的信号衰减。

平面波成像/相位相干成像2°角度步长最大扫查速度:87 mm/s
平面波成像/相位相干成像5°角度步长最大扫查速度:204 mm/s
平面波成像/相位相干成像10°角度步长最大扫查速度:367 mm/s
结论
这些成像技术的比较——焊缝检测:相控阵超声检测对比全矩阵捕获对比我们的行为全矩阵捕获对比平面波成像——得出以下结论:
25.4 mm V形焊缝检测
相控阵超声检测表现出色,其结果与全矩阵捕获-全聚焦方式和平面波成像-全聚焦方式相当,但检测速度明显更快。
使用10L64 A32探头在接触模式下进行高温氢致缺陷检测
无论是使用全聚焦方式还是相位相干成像技术,平面波成像的性能都优于相控阵超声检测和全矩阵捕获。尽管与相控阵超声检测相比,平面波成像的扫查速度较慢,但它提高了检出率。
注释:维持良好信噪比(SNR)需缩小角度步长或增加平面波成像声束的数量。
无论您使用的是自动化、半自动化还是手动扫查方式,OmniScan X4探伤仪都可以支持前面讲述的所有超声检测技术。在某些情况下,可以在同一次扫查中综合使用多种技术,以提高检出率,更加轻松地识别和定量缺陷指示。
如果您有兴趣了解更多详细信息,请联系您当地的Evident代表或联系我们。
Related Content
在ASNT 2024研讨会上揭秘OmniScan X4的强大功能
