Application Solid laminate aircraft composites can be internally damaged by impacts in a way that is not visible on the outer surface. The Model 35RDC Ramp Damage Checker is a simple hand-held ultrasonic instrument designed for preliminary screening of aircraft composites to identify areas of possible subsurface impact damage. It is normally used with a 5 MHz broadband contact transducer, part number V109-RB. The range of composite thickness that can be tested is 0.025 in. to 0.900 in. (0.635 mm to 22.8 mm).
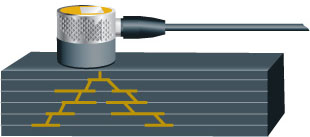
Theory of operation Ultrasonic sound waves travel through materials in a predictable way. When a high frequency sound pulse generated by an ultrasonic transducer is coupled into a piece of solid laminate composite, it will travel through the material until it encounters an air boundary, at which point it will reflect back as an echo that can be detected by a gage. In the case of structurally solid composite, that reflection will come from the backwall or the inside surface of the laminate. If, however, there is a delamination or subsurface cracking parallel to the surface, then the reflection will come instead from the damaged area and arrive earlier in time. The difference in the echo patterns from good versus damaged material can be used to identify areas of internal damage that are not visible from the surface. Procedure The Model 35RDC gage is not intended to scan large areas. Rather, it is used to screen areas of suspected damage. 1. Solid laminate - echo from back wall is detected
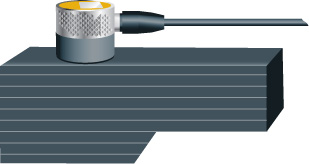
The ultrasonic pulse reflects from the far side of the laminate, creating a echo at a specific point in time. The gage used this echo as a reference. 2. Delaminations - echo from fractures is detected
The ultrasonic pulse reflects from the fracture, creating a echo that arrives earlier than the calibration point. The gage identifies this as a delamination. 3. Material is beyond calibrated thickness - echo occurs outside measurement window
If the material thickness changes, the pulse from the back wall is shifted in time. If the new material is thicker than the calibration standard, the gage identifies this as a "beyond calibration thickness" condition. |
资源库
应用说明
返回到资源库

Aircraft Composite Inspection with 35RDC Ramp Damage Checker
应用所使用的产品
Grubościomierz 35RDC to grubościomierz ultradźwiękowy udostępniający prostą informację „dopuszczalny/niedopuszczalny”, zaprojektowany do wykrywania uszkodzeń uderzeniowych pod powierzchnią struktur kompozytowych samolotów.
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.