搅拌摩擦焊缝检测系统
概述
Friction Stir Weld (FSW) Inspection SystemIn the past decade, there has been a significant increase in rocket launches. Fuel tanks used to propel rockets into space are built from large cylindrical components that are welded together using friction stir welding (FSW). FSW is a solid-state joining process that uses a rotating cylindrical tool to heat and mix two pieces of light metal in the jointed area. To prevent safety issues, the weld needs to be inspected in multiple directions for a variety of flaws, including lack of penetration, kissing bonds, wormholes, voids, and root and toe defects. Olympus has developed a unique robotic inspection system to inspect friction stir welds. |
Types of Defects in FSWFSW has multiple advantages over traditional welding methods; FSW avoids the defect types that tend to arise with liquid phase cooling in other welding methods. Additional defect types occur mostly as a result of insufficient temperatures or welding conditions; these defects must be correctly identified and sized. | |
Natural DefectsDifferent types of defects can occur in friction-stirred welds, such as incomplete continuity of the bond between the material from each side of the weld (referred to as a “kissing-bond”), long tunnel-like defects, and lack-of-penetration. Also, due to the friction-stir welding process, defects can be randomly oriented inside the weld. |
Schematic view of the FSW manufacturing process. |
Calibration DefectsLongitudinal, transverse, and oblique notches located on the OD and ID are used as references for the calibration process. Side-drilled holes are also employed to build the time-corrected gain (TCG) curve, which will account for signal attenuation inside the material. |
Random-oriented defects generated during the manufacturing process. |


Flexible Inspection SolutionThe FSW inspection system’s phased array probes inspect the weld area for multiple defect orientations. The fully automated system detects the typical defects found in large cylindrical fuel tanks.
|   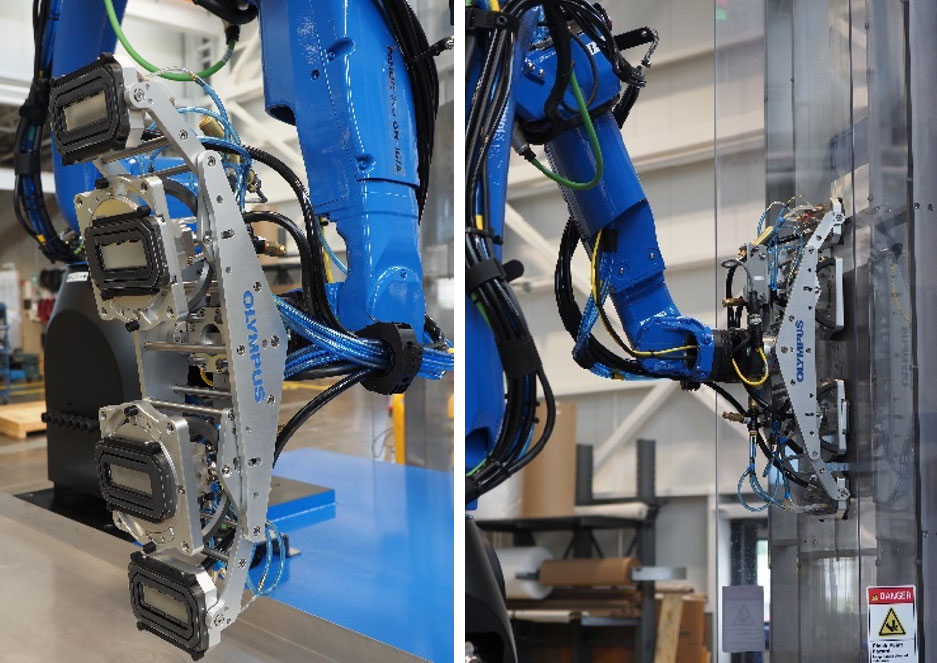 |
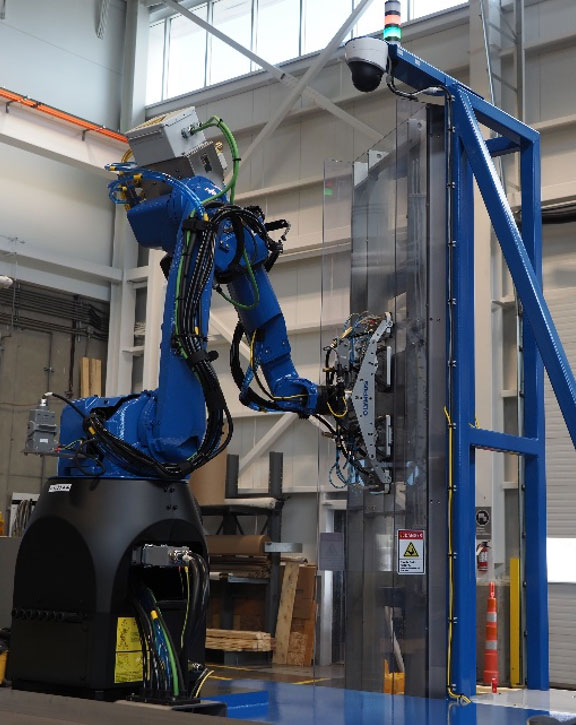 | Robotic Inspection PlatformA complete turnkey inspection station, the FSW system is designed to be directly installed in the production line. Large cylindrical fuel tank welds are presented to the collaborative robot (Cobot). It positions the inspection head and the tank is rotated until the entire circumferential weld is inspected. The tank is then moved and the cycle repeats on the next weld. Main components of the system:
|
Motion and Acquisition SoftwareMotion software for simple system operation:
WeldSight™ software for data acquisition and analysis:
|   |
Versatile and Efficient SystemAdvantages
|