
Esta nota de aplicação explora como medir a espessura da parede de tubos de caldeiras a vapor usando transdutores acústicos eletromagnéticos (EMATs). Aprenda tudo sobre os EMATs nesta aplicação, incluindo suas vantagens e limitações, como eles funcionam e como realizar medições usando detectores de defeitos e medidores ultrassônicos.
A importância dos EMATs para a medição da espessura da parede de tubos de caldeiras a vapor
As altas temperaturas encontradas dentro das caldeiras a vapor (acima de 800 graus Celsius ou 1472 graus Fahrenheit) podem provocar a formação de um tipo específico de óxido de ferro duro e quebradiço, chamado magnetita, na superfície interna e externa da tubulação da caldeira de aço. A presença dessa camada de óxido no exterior dos tubos pode interferir nas medições ultrassônicas da espessura da parede que usam transdutores de elemento duplo comuns por duas razões: ela pode ter uma superfície muito áspera que impede o acoplamento sonoro adequado, e a espessura do óxido é adicionada à espessura do aço.
No entanto, como o próprio nome indica, a magnetita é magnética, e essa propriedade permite o uso de transdutores acústicos eletromagnéticos (EMATs) de magnetostricção, como o E110-SB. Os EMATs oferecem várias vantagens em comparação com transdutores piezoelétricos de elemento duplo convencionais: a necessidade de remover a camada de óxido é eliminada, a espessura da camada não é adicionada à medição da espessura da parede e as medições podem ser feitas de forma rápida e sem precisar usar acoplante líquido.
A principal limitação dos EMATs de magnetostricção é que eles só funcionam quando a camada está presente e vinculada à parte externa do tubo da caldeira. Além disso, a espessura mínima mensurável da parede e a precisão da medição não são tão boas quanto as que podem ser alcançadas com o transdutor de elemento duplo convencional e os EMATs são relativamente insensíveis às pequenas cavidades internas. Por estes motivos, os EMATs são usados frequentemente para realizar breves levantamentos iniciais da espessura da parede, enquanto os transdutores de elemento duplo podem então ser usados para analisar as áreas de preocupação de maneira mais aprofundada.
Teoria de funcionamento
Existem dois tipos de EMATs usados na indústria de END. Os conhecidos como EMATs de Força de Lorentz não precisam da presença da camada de óxido, mas precisam de uma potência de acionamento bem alta. Os EMATs de magnetostricção, como o E110-SB, precisam da camada. No entanto, esses EMATs funcionam nos níveis de potência bem mais baixos, típicos dos detectores de defeitos e medidores ultrassônicos portáteis para uso em campo.
Um EMAT de magnetostricção consiste em um ímã potente permanente e uma bobina, que atua como um eletroímã quando acionada pelo pulso de excitação do instrumento de teste, conforme observado na Figura 1. O ímã permanente gera um campo magnético perpendicular em relação à superfície da camada (Bs na figura abaixo), enquanto o campo dinâmico gerado pelo eletroímã (Bd) faz com que a camada seja puxada para fora e para dentro radialmente, à medida que a bobina é pulsada, conforme observado na Figura 2.
Este movimento gera uma onda de cisalhamento com incidência normal na camada, que então se propaga pelo aço. Basicamente, a camada age como o elemento ativo do transdutor para gerar o pulso sonoro. A frequência do pulso sonoro varia à medida que a espessura do óxido muda, aumenta quando o óxido se torna mais fino e diminui quando fica mais espesso. Com o acúmulo da camada tipicamente fina, a frequência será de aproximadamente 5 MHz. O
processo também funciona no sentido inverso para gerar uma tensão na bobina quando o eco que retorna da onda de cisalhamento vibra na camada.
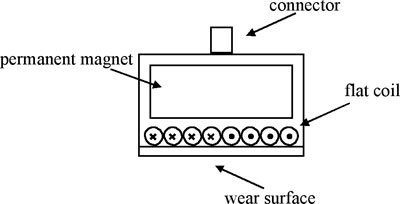
Figura 1. Seção transversal de um EMAT típico.
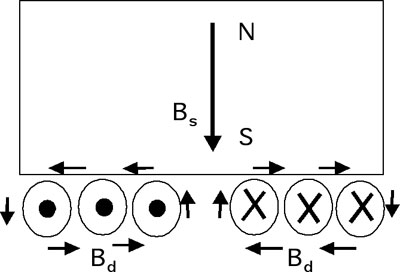
Figura 2. Método de geração de onda sonora.
Como a própria camada é o elemento transdutor, a rugosidade da camada não é um problema para o acoplamento e a camada não é adicionada à medição da espessura. O EMAT gera uma onda de cisalhamento, então o instrumento deve ser calibrado para uma velocidade de onda de cisalhamento de aproximadamente 0,1280 pol./µs (3,240 m/s) em aço carbono típico. A precisão de medição típica com o EMAT E110-SB é de ± 0,010 pol. (0,25 mm), com uma espessura mínima mensurável de pelo menos 0,08 pol. (2 mm) dependendo das propriedades do material.
Procedimentos de configuração e medição do EMAT para a medição da espessura da parede em tubos de caldeiras a vapor
A qualidade dos ecos ultrassônicos nas aplicações com EMAT depende, em parte, da consistência da camada de óxido, que pode variar de um ponto a outro em um determinado tubo da caldeira. Se não é possível obter ecos úteis em um ponto, tente um outro ponto próximo. Além disso, o transdutor E110-SB possui um obstáculo ajustável que varia a distância entre a face do transdutor e a superfície do tubo da caldeira. Ajustar a distância deste obstáculo ajuda a otimizar a resposta do eco em muitos casos.
Veja a seguir duas maneiras de configurar o EMAT, dependendo do seu instrumento:
1. Medidor de espessura ultrassônico
O transdutor E110-SB é usado com o medidor de espessura ultrassônico 39DL PLUS™ juntamente com um adaptador 1/2XA/E110, que oferece o reconhecimento da sonda e a adição de filtro passa-alta, necessários para o condicionamento do sinal apropriado. Quando o adaptador é plugado, o medidor automaticamente seleciona a configuração padrão do EMAT de DEFM1-EMAT/E110.
Assim como na configuração de qualquer medidor, uma calibração do zero/velocidade de dois pontos deve ser realizada nos padrões de referência espessos e finos das espessuras conhecidas para a precisão ideal. Se esses padrões estiverem indisponíveis, as configurações-padrão são geralmente suficientes como ponto de partida.
O ganho do instrumento e o eco em branco podem ser ajustados conforme necessário para otimizar a detecção do eco. Na configuração padrão do EMAT, o medidor 39DL PLUS exibirá uma forma de onda retificada de onda completa. A Figura 3 mostra a exibição de uma forma de onda típica.
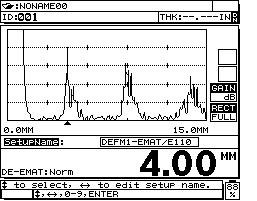
Figura 3. Forma de onda retificada típica do EMAT. Para uma visualização mais detalhada do formato da forma de onda, que pode ser útil em condições de medição desafiadoras, selecione a opção de exibição de RF no menu de configuração do medidor. A Figura 4 mostra uma forma de onda de RF típica de uma medição do EMAT.
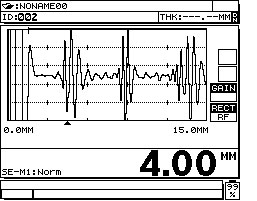
Figura 4. Forma de onda de RF típica do EMAT.
2. Detector de defeitos ultrassônico
A Figura 5 mostra uma configuração inicial e uma forma de onda típica do EMAT para um detector de defeitos da série EPOCH™, como o instrumento EPOCH 6LT ou o EPOCH 650. Observe que o filtro passa-banda deve sempre ser usado para filtrar os ruídos de baixa frequência associados aos EMATs. Além disso, como a frequência da onda de cisalhamento varia de acordo com a espessura da camada de óxido, a
frequência da onda quadrada do detector de defeitos EPOCH deve ser ajustada conforme necessário para otimizar a resposta do eco.

Figura 5. Parâmetros da configuração básica: velocidade, 0,1280 pol./µs; zero, 0,650 µs; energia, 400 V; amortecimento, 50 Ω; frequência de pulso, 5,0 MHz; filtro, 1,5–8,5 MHz.


