誤差評価
誤差評価の概念 誤差評価の関連用語 σ(シグマ)表記
誤差評価の概念
測定の信頼性の評価には、「誤差評価」と、「不確かさ評価」という2つの考え方があります。
しかしながら、実際ものづくりの現場では「誤差評価」の用語が使われることも多くあるため、「誤差評価」の用語についても説明をします。
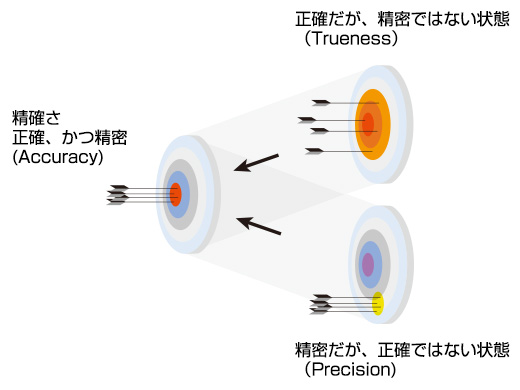
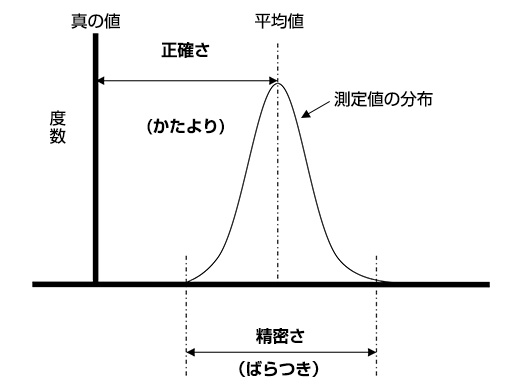
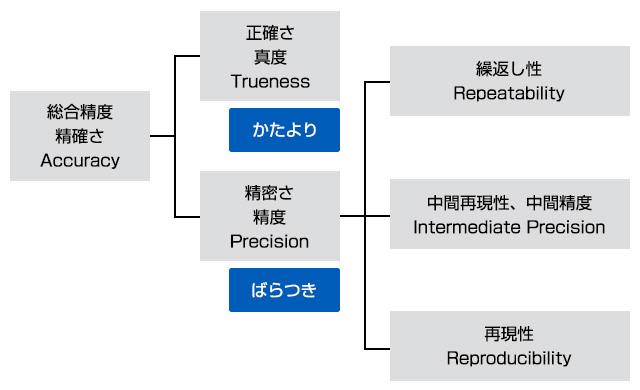
反復測定した際の「かたより」の小さい程度を正確さ(Trueness)、 「ばらつき」の小さい程度を精密さ(Precision)、両方を合わせた測定対象量の真値との一致の度合いを精確さ(Accuracy)と表現します。
そして、「精密さ(Precision)」(ばらつき)には「繰返し性」「中間再現性」「再現性」の3種類の表現方法があります。
繰返し性:
中間再現性、中間精度:
再現性:
* JIS Z 8103:2019 から引用
精密さ Precisionの各用語の測定条件
JIS Z 8103:2019
測定手順
測定場所
オペレーター
測定システム
操作条件
時間
繰返し性Repeatability
同じ
同じ
同じ
同じ
同じ
短期間
中間再現性、中間精度 Intermediate Precision
同じ
同じ
異なる場合がある
異なる場合がある
異なる場合がある
長期間
再現性
異なる場合がある
異なる
異なる
異なる
異なる場合がある
規定されていない
* JIS Z 8103:2019 から引用
POINT
JIS Z 8103:2000では「再現性」は、「測定条件を変更して行われた、同一の測定量の測定結果の間の一致の度合い。」と定義されていました。 JIS Z 8103:2019では、「再現性」が全てが異なる再現条件の下での測定の精密さとなっており、一部の条件が異なる「再現性」を表すために「中間再現性」が必要とされました。測定場所が異なる再現性を「試験所間再現性」、オペレーターが異なる再現性は「オペレーター再現性」などといいます。
JIS Z 8103:2000
測定手順
測定場所
オペレーター
測定システム
その他測定条件
再現性
変更することがある
変更することがある
変更することがある
変更することがある
変更することがある
POINT
誤差評価でよく使われる「精度」という用語は、寸法測定の世界では「総合精度・精確さ(Accuracy)」の意味で用いられる場合がほとんどですが、これらの用語はJISの版数によって定義が異なったり、技術分野や国によって違うため、厳密な言い回しには注意が必要です。
Not available in your country.
Not available in your country.
Redirecting
You are being redirected to our local site.
Attention: Please enable JavaScript
Sorry, this page is not available in your country