
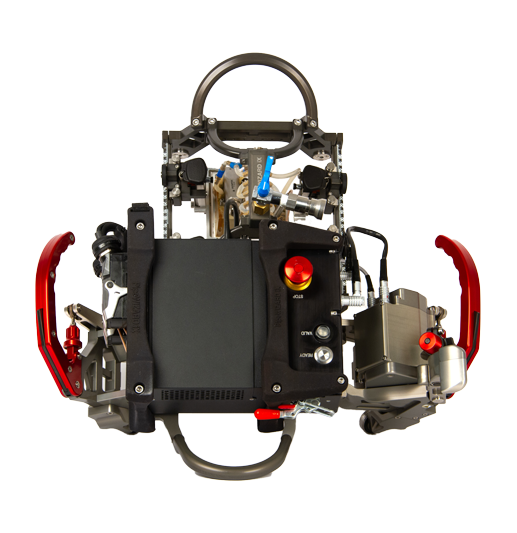
The PipeWIZARD iX girth weld inspection system is built for demanding and extreme conditions, from cold subarctic regions to hot deserts. Detecting defects including lack of fusion, incomplete penetration, porosity, burn through, undercut, hi-low, crack, cold lap, inclusion, etc. the PipeWIZARD iX system adapts to all circumferential weld configurations:
Any weld profile type, including J-bevel, V-bevel, double V, X, etc.
Pipe wall thicknesses typically from 6 mm (0.25 in.) to more than 35 mm (1.4 in.); options are available for thicker pipes.
Pipe diameters from 168 mm (6.625 in.) to 1524 mm (60 in.).
Pipe materials from standard carbon-steel to more complex configurations, including Inconel, and cladded pipe.
For pipeline girth weld inspection, automated ultrasonic testing (AUT) is the replacement of choice for traditional radiography.
Some clear advantages of AUT over radiography:
Leverage the versatile advanced phased array and conventional ultrasonic technology of the PipeWIZARD iX system:
Confidently validate girth welds according to international standards and regulations governing both the offshore and onshore pipeline industry. The PipeWIZARD iX system enables you to perform AUT inspections that comply with the following codes:
When your company’s specifications demand it, you can increase the accuracy of your flaw sizing and achieve a level of resolution that exceeds these code requirements.

Copyright Evident, All rights reserved. 沪ICP备2022019749号
Terms Of Use | Privacy Notice | Cookies | | About Us | Careers | Careers | Sitemap | Sitemap