关于表面粗糙度
如何定义表面粗糙度
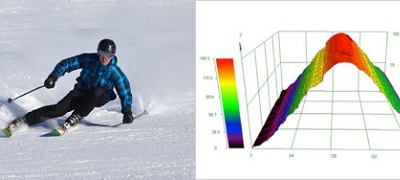
表面粗糙度是指加工材料表面的状况。表面状况取决于视觉外观和触感。请看以下示例:
- 用粗磨料摩擦表面制备的表面可称为粗糙表面纹理
- 通过计算机数控(CNC)加工制备的表面可称为哑光和光滑表面
- 使用研磨机加工出的表面可称为镜面修饰
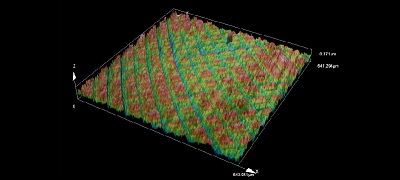
外观和纹理两方面的差异来自于物体表面的地形变化或不平整性。为了保证质量,对这一特性进行跟踪和量化变得日益重要。
这些不平整性决定了表面的粗糙度。表面粗糙度是一种不依赖视觉或触觉的表面状况数值标度。通过对表面进行若干测量(如峰高和谷深),可以确定各表面粗糙度值(如Sa、Sq和Sz)及其关系,并对表面质量进行定量定义。
- > 要了解有关表面粗糙度参数的更多信息,请访问我们有关轮廓参数和区域参数的资源。
部件和材料上的表面不平整性可以在制造过程中有意产生或由各种因素产生。这些因素包括切割工具引起的振动、所用刃口的咬合或材料本身的物理性质。 不平整性的大小和形状各异,并在许多层中重叠;凹凸性会影响物体表面的质量和功能。
因此,不平整性会影响所生产产品的性能。在装配部件的情况下,表面特征会影响最终产品的特性,包括摩擦、耐用性、运行噪音、能耗和气密性。 表面特征还影响到产品的质量,如纸制品对墨水/颜料或清漆的附着力。
为什么需要测量表面粗糙度?
表面特征的大小和配置对加工表面的质量和功能以及最终产品的性能有重大影响。因此,测量表面粗糙度对于满足最终产品的高性能标准非常重要。
如何测量表面粗糙度表面不平整性是通过对表面特征的高度/深度和间隔进行分类来衡量它们的凹凸性。 然后,根据预先确定的方法对结果进行分析,并以工业量化为基础进行计算。 表面粗糙度的有利或不利影响是由不规则目标的大小和形状以及产品的用途决定的。 必须根据所需的表面质量和性能来管理粗糙度的水平。 表面粗糙度的测量和表面粗糙度的评估是一种旧概念,有许多既定的参数表明各种粗糙度标准。加工技术的进步和先进测量仪器的引进使人们能够对表面粗糙度的各个方面进行评估。 | 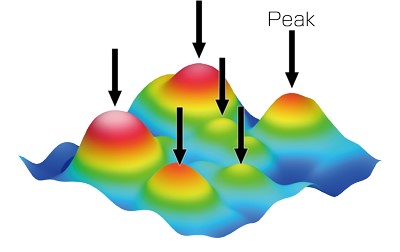 |
- > 要了解有关粗糙度标准化的更多信息,请访问我们有关国际标准化的资源。
测量表面粗糙度的方法
随着纳米技术的发展,电子设备的性能要求越来越高,体积越来越小,测量部件和工业产品的表面粗糙度以及对所得数据进行定性管理的工作也越来越多。传统的触针式粗糙度仪旨在通过与被测表面修饰的机械接触来获取高度信息。这些装置可以大范围测量表面修饰的表面高度、特征和表面状况。
但随着制造工艺的不断改进,越来越多的软质样品(如薄膜)和小于触针式探针尖端的表面特征样品。这些重大进步带来了对从线性测量到精确面积测量的非接触式和无损测量技术的需求。
为了满足这些纳米级表面粗糙度测量需求,能够在自然状态下进行样品表面特征准确非接触3D测量的激光显微镜得以问世。
- > 有关这些技术的更多信息,请访问我们有关表面粗糙度测量方法的资源。
表面粗糙度技术术语
原始轮廓曲线:该轮廓曲线通过对测量到的原始轮廓应用截止值为λs的低通滤波器的方式而获得。
粗糙度轮廓:该轮廓曲线通过对原始轮廓应用截止值为λc的高通滤波器以抑制长波长分量而获得。
波纹度轮廓:该轮廓曲线通过对原始轮廓依次应用截止值为λf和λc的轮廓滤波器而获得。
采样长度:用于确定轮廓特征的测量轴方向上的长度。
评估长度:用于对所评估轮廓进行分析的测量轴方向上的长度。

轮廓法概念图
- > 要了解有关表面粗糙度测量的更多信息,请访问我们有关表面粗糙度评估要点的资源。
详细了解表面粗糙度测量> 轮廓法(线粗糙度)参数> 区域法(面粗糙度)参数> 评估粗糙度参数> 测量表面粗糙度的方法> 国际标准化> 技术术语词汇表> 使用激光显微术评估表面粗糙度的要点 | 下载粗糙度测量指南
|

|  |
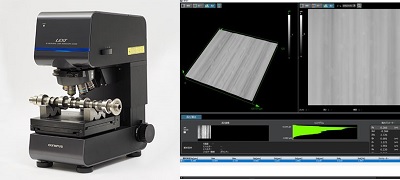
OLS5100显微镜用于表面粗糙度测量的优点 |
|
|
|
应用表面粗糙度测量应用解决方案 |
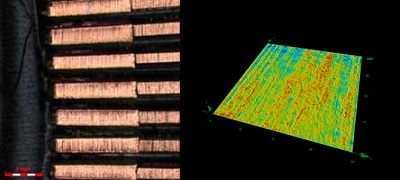
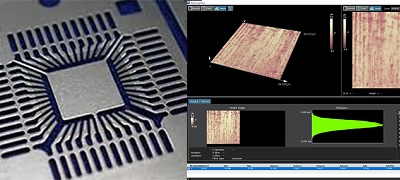
应用说明 使用激光显微镜进行引线框内引线粗糙度评估/微区域表面粗糙度测量 |
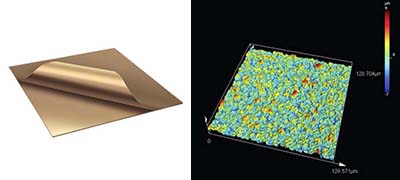
应用说明 测量锂离子电池电极集电器的表面粗糙度 |
应用说明 使用激光显微镜测量锂离子电池电极的粗糙度 |
应用说明 测量引线框晶片垫的表面粗糙度 |
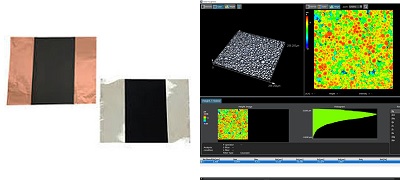
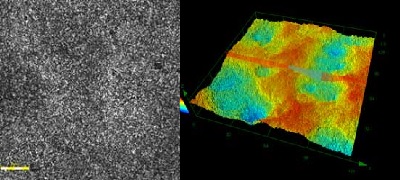
应用说明 测量5G印制电路板铜箔表面的粗糙度 |
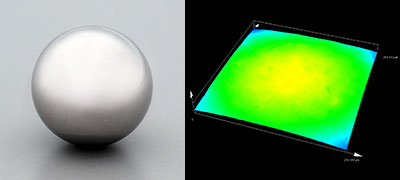
应用说明 使用奥林巴斯的OLS5100激光共焦显微镜测量滚珠轴承的表面粗糙度 |
应用说明 使用奥林巴斯OLS5100激光扫描共焦显微镜进行的滑动金属表面粗糙度测量 |
应用说明 使用激光显微镜进行螺钉形状和表面粗糙度测量/表面粗糙度测量 |
应用说明 热喷涂的表面轮廓评估/使用激光显微镜进行表面粗糙度测量 |
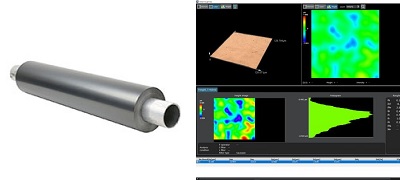
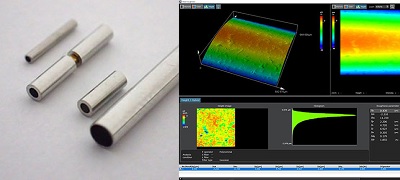
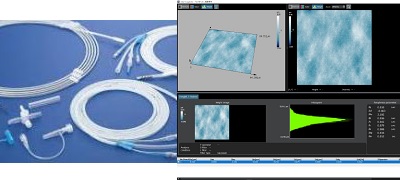
应用说明 金属管的内/外壁粗糙度 |
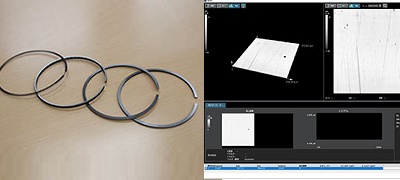
应用说明 活塞环侧表面粗糙度评估 |
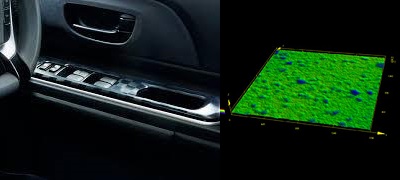
应用说明 使用LEXT OLS5100激光显微镜对汽车车门开关压花进行3D评估 |
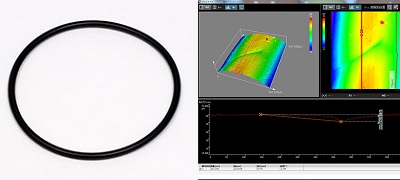
应用说明 使用激光显微镜进行油封表面轮廓测量 |
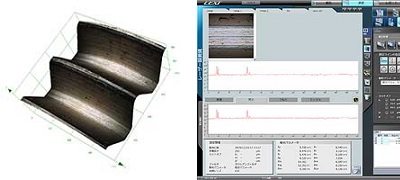
应用说明 凸轮轴的凸轮凸角的表面粗糙度测量 |
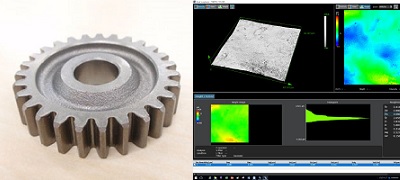
应用说明 环保汽车齿面的粗糙度测量 |
应用说明 使用激光扫描3D显微镜以高精度评估车速表盖的防眩光性能 |

应用说明 使用激光显微镜进行的不锈钢表面粗糙度测量/微型表面粗糙度测量 |

查看更多应用注解 |