
Otřepy a pórovitost jsou faktory, které mají významný vliv na kvalitu produktů při zpracování průmyslových dílů. Je velmi důležité tyto vady odhalit prostřednictvím kontroly, aby bylo zajištěno, že zákazníkovi nebudou dodány vadné produkty.
I když se snažíme omezit otřepy a další vady ve fázi návrhu a výroby, je stále obtížné výskyt vad zcela eliminovat. Proto je inspekce, která se provádí s cílem zachytit i tu nejmenší vadu, důležitým procesem, který pomáhá zajistit kvalitu produktu.
V tomto příspěvku představíme metody vizuální kontroly pro detekci vad dílů, přičemž se hlouběji podíváme na kontrolu pomocí boroskopu a na to, jak ji zlepšit pomocí nejnovějších technologií a technik.
Běžné metody vizuální kontroly k odhalení závad dílů
Následující kontroly se obecně používají k odhalení závad ve výrobním procesu dílů. Pojďme se podívat na jejich výhody a omezení:
1. Přímá vizuální kontrola
Tato kontrolní metoda zahrnuje přímou vizuální kontrolu povrchu dílu pouhým okem. Vzhledem k tomu, že vyškolený kontrolor posuzuje vady na základě svých zkušeností, jedná se o flexibilní způsob kontroly různých vzorků. Další výhodou je, že na rozdíl od instalace speciálního zařízení nevznikají žádné počáteční náklady. Jediným nákladem jsou náklady na pracovní sílu.
Nevýhodou je, že je obtížné udržet konstantní kvalitu kontroly kvůli rozdílům v posuzování toho, co je považováno za dobré nebo špatné. Úroveň dovedností inspektorů se liší, což ovlivňuje jejich schopnost hodnotit. Další zásadní omezení spočívá v tom, že kontrola není možná v oblastech se špatnou viditelností, například uvnitř dílů.
2. Kontrola pomocí průmyslových mikroskopů
Kontrola pomocí průmyslového mikroskopu je vynikající způsob, jak nedestruktivně odhalit drobné vady, které nejsou rozeznatelné pouhým okem. Ve spojení s kamerami a softwarem pro analýzu obrazu mohou průmyslové mikroskopy detekovat vady a provádět analýzu a ověřování.
Omezení spočívá v tom, že stolek mikroskopu nemusí být v některých případech dostatečně velký, aby se na něj vzorek vešel, což vyžaduje zpracování vzorku tak, aby se na stolek vešel. Ruční vizuální kontrola pomocí mikroskopu se může rovněž potýkat s podobnými problémy s konzistencí kvality jako přímá vizuální kontrola, protože hodnocení závisí na úrovni dovedností operátora. S těmito výzvami mohou pomoci mikroskopy vybavené vlastními stupni a intuitivními softwarovými pracovními postupy.
3. Automatizovaná kontrola pomocí kamer
Při této kontrole kamera snímá vzorky a zpracování a následná analýza snímků slouží k identifikaci závad. Na rozdíl od kontroly prováděné operátory minimalizuje automatizace lidské chyby. To může zvýšit kvalitu kontroly. Automatizace také zlepšuje průchodnost, což může zvýšit produktivitu.
Nevýhoda: zařízení je drahé a vyžaduje určité náklady na údržbu, což ztěžuje zavádění do praxe.
4. Kontrola pomocí boroskopů
Dosud uvedené metody kontroly se používají především pro kontrolu vizuální. Proto nemusí být vhodné pro kontrolu hlubokých míst, například uvnitř výrobku. Zde přichází na řadu nepřímá vizuální kontrola pomocí boroskopu. Boroskop je optický nástroj, který se zasouvá do sledovaných oblastí a přenáší obraz cílového objektu v reálném čase.
Hlavní výhodou kontroly pomocí boroskopu je, že umožňuje nedestruktivní pozorování nepřístupných a těžko přístupných míst. Pozorování pomocí boroskopu mohou provádět kontroloři bez ohledu na úroveň dovedností. Náklady na údržbu boroskopů jsou při správné péči minimální, takže jejich zavádění a provoz nejsou příliš náročné.
Dostatečná kvalita kontroly však vyžaduje vybrat ten nejoptimálnější boroskop pro danou kontrolní úlohu.
4 hlediska pro výběr správného boroskopu pro detekci defektů
Kontrola pomocí boroskopu je vynikající metodou pro vnitřní kontrolu produktů. Chcete-li využít jeho výkon, nezapomeňte vybrat vhodný boroskop pro daný vzorek. Ačkoli tloušťka a délka boroskopu musí být přiměřené, existují případy, kdy tyto faktory nestačí k tomu, aby byl výrobek pozorován podle očekávání.
Zde jsou čtyři klíčové vlastnosti, které je třeba u boroskopu sledovat:
1. Výkonnost při zavádění
Výkonnost při zavádění udává, jak snadno lze průmyslovým boroskopem manévrovat k místu pozorování. Chcete-li určit výkonnost při zavádění, komplexně zhodnoťte kombinaci několika faktorů: distálního konce, kloubové části a zaváděcí trubice. Přečtěte si informace o každém z nich.
2. Délka distálního konce
Distální konec se nemůže ohýbat kvůli konstrukci boroskopu. Pokud je příliš dlouhý, má tendenci se zachytit v místě pozorování, což vede ke špatné provozuschopnosti. Zvolte si boroskop s kratším distálním koncem, abyste zlepšili výkonnost při zavádění.
3. Tuhost zaváděcí trubice
Dalším faktorem, který je třeba hodnotit, je tuhost. Pokud je základna zaváděcí trubice příliš měkká, nemusí se při zasouvání správně přenášet síla, což ztěžuje dosažení požadované hloubky.
Pokud je zaváděcí trubice příliš tuhá, má tendenci se zaseknout. Výkonnost zavádění se zlepší, pokud je zaváděcí trubice tužší na základně a měkčí na špičce. Zhoršuje se, když je trubice tuhá od špičky až k základně.
Souhrnně řečeno, pro zlepšení výkonnosti při zavádění zvolte boroskop s krátkým distálním koncem, krátkou kloubovou částí a středně tuhou zaváděcí trubicí.
4. Pozorovací výkonnost
Dalším důležitým aspektem výkonu boroskopu je pozorovací výkonnost. To se týká výkonnosti objektivu, jako je hloubka ostrosti a zorný úhel.
Hloubka ostrosti objektivu závisí na jeho ohniskové vzdálenosti. Objektiv s dlouhou ohniskovou vzdáleností je objektiv, který zaostřuje na oblast vzdálenou od objektivu. Naopak objektiv s krátkou ohniskovou vzdáleností je objektiv, který zaostřuje na oblast v blízkosti objektivu. Pro správné pozorování musí být cílový objekt a hloubka pozorování v souladu. V opačném případě bude objekt rozostřený.
Důležitý je také zorný úhel objektivu. Podle cílového objektu používejte širokoúhlé objektivy a objektivy s dlouhou ohniskovou vzdáleností. Širokoúhlé objektivy mají široké zorné pole. Jsou vhodné pro pozorování více vadných oblastí najednou a zároveň pro zobrazení celého vzorku. Objektivy s dlouhou ohniskovou vzdáleností mohou objekt zvětšit pro podrobnější kontrolu.
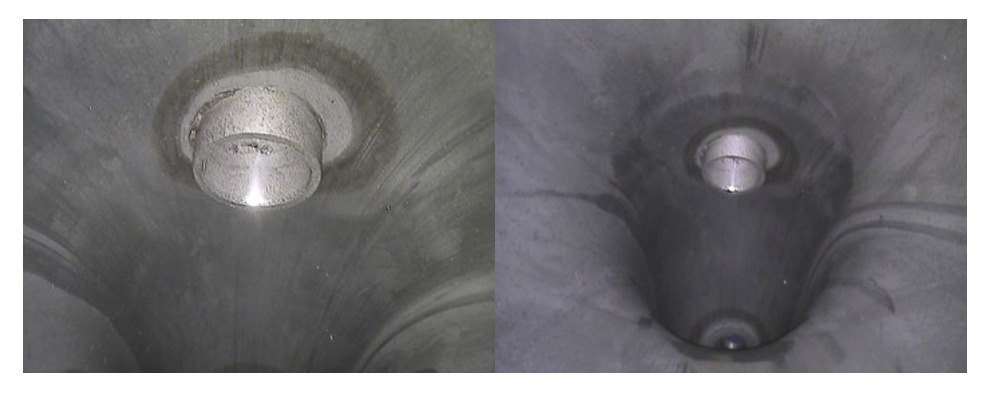
Videozáznamy boroskopu potrubí s užším pozorovacím úhlem 40 stupňů (vlevo) a širším pozorovacím úhlem 120 stupňů s dalekým zaostřením (vpravo). Záznamy byly pořízeny ze stejné vzdálenosti.
Jednoduše řečeno, zvolte hloubku pozorování a úhel pohledu v závislosti na cílovém objektu, abyste zlepšili kvalitu kontroly.
Kdy je kontrola boreskopem účinná pro kontrolu vad?
Kontrola boroskopem je obvykle účinná při odhalování vad v oblastech, které nejsou vizuálně patrné. Praskliny a jiné vady odlitků se vyskytují například uvnitř složité struktury odlitků, jako jsou například tlakově lité díly. Zde je vhodná boroskopická kontrola, která dokáže odhalit vady nedestruktivně.

Zbytky uvnitř odlitku. Snímek pořízený průmyslovým video boroskopem .
Boroskopy se také často používají k pozorování otřepů, které se vyskytují na rozhraní hydraulických dílů v automobilech a jiných vozidlech. Prostor v místě křížení těchto dílů je úzký a pozorovací vzdálenost krátká. Z tohoto důvodu je důležité vybrat objektiv s pozorovací výkonností, která odpovídá danému použití.
Výzvy a příležitosti v oblasti inspekce pomocí boroskopu
Jak bylo popsáno, kontrola pomocí boroskopu je užitečnou nedestruktivní metodou zjišťování vad vzorků. Jelikož se však jedná o kontrolu prováděnou operátory, přináší s sebou rizika související s lidským faktorem, jako jsou odchylky a přehlédnutí. Dalším problémem je čas potřebný k odhalení vad, který závisí na úrovni dovedností kontrolora.
V posledních letech se objevila metoda, která využívá umělou inteligenci neboli AI k diagnostice, zda je výrobek přijatelný, či nikoli. Tato metoda, známá jako kontrola AI, zahrnuje zadání mnoha snímků vadných výrobků předem, aby se umělá inteligence mohla sama naučit charakteristiky vad, provádět úsudky jako zkušený kontrolor a odhalovat vady.
Jednou z klíčových výhod kontroly s využitím umělé inteligence je, že eliminuje přehlédnutí a odchylky, které byly problémem při manuálních kontrolách prováděných operátorem. Umožňuje také diagnostiku v reálném čase. Využití nových technologií vizuální kontroly, jako je AI, může pomoci dále zefektivnit proces odhalování vad.
Klíčové poznatky o vizuální kontrole vad dílů
Snaha o zlepšení kvality produktů zahrnuje mnohostranný přístup, který vedle tradičních metodik kontroly využívá i pokrok v oblasti technologií. Díky komplexnímu porozumění dostupným technikám vizuální kontroly a úsilí o neustálé zlepšování mohou průmyslová odvětví posílit své mechanismy kontroly kvality a udržet standardy dokonalosti při dodávání produktů.
Související obsah
Vnitřní kontrola různých hadic u automobilů pomocí průmyslových videoskopů
Kontrola obrobených otvorů na ventilu vstřikování paliva v automobilu
Kontroly prostor vodních plášťů u automobilových motorů pomocí průmyslových endoskopů
