概述
Die Oberflächenrauheit lässt sich mit verschiedenen Messgeräten messen.
Geräte zum Messen der Oberflächenrauheit lassen sich in taktile Messgeräte und optische Messgeräte einteilen.
|
| Verfahren | Messgerät | Vorteile | Einschränkungen |
| Taktile Messung | Rauheitsmessgerät mit Taststift |
|
|
| Optische Messung | Kohärenzabtastinterferometer |
|
|
| Lasermikroskop |
|
| |
| Digitales Mikroskop |
|
| |
| Rastersondenmikroskop (SPM) |
|
|
Lösungen für die Oberflächenrauheit mit dem Mikroskop OLS5000 |
Vorteile gegenüber einem Taststift
Vorteile gegenüber
KohärenzabtastinterferometerVorteile gegenüber
Rastersondenmikroskopen (SPMs)
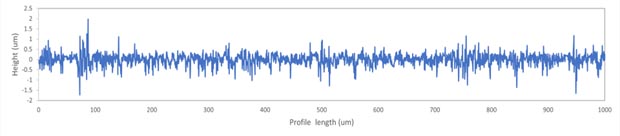
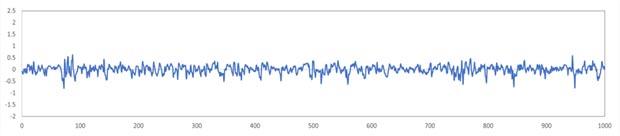
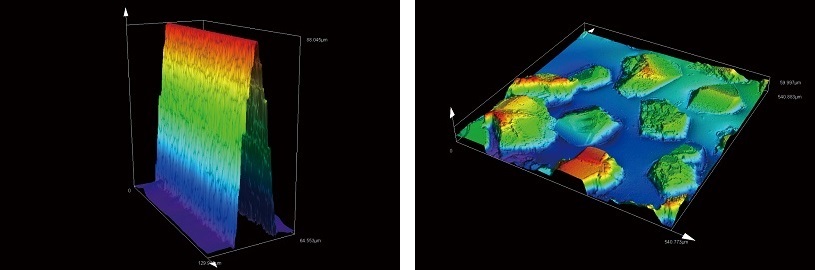
Können die Daten einer Taststifts für die Oberflächenrauheit und eines Lasermikroskops korrelieren? Obwohl sich Lasermikroskope wegen ihrer Fähigkeit zur schnellen, kontaktlosen Datenerfassung bewährt haben, besteht die Sorge, dass die Ergebnisse nicht mit den Daten korrelieren, die mit einem herkömmlichen Stift erfasst wurden. Auch wenn bei der Verwendung unterschiedlicher Messprinzipien gewisse Unterschiede unvermeidlich sind, kann ein hohes Maß an Korrelation erreicht werden, wenn die Mess- und Analysebedingungen so weit wie möglich vereinheitlicht werden. Im Folgenden werden die Daten eines Lasermikroskops und eines Taststifts zur Messung der Oberflächenrauhigkeit verglichen. In Abbildung 1 sind die mit dem Lasermikroskop erfassten Rohdaten vor der Anwendung des Filters und in Abbildung 3 die Daten des Taststifts zu sehen. Im Falle des Taststifts wird normalerweise vorab ein λs-Filter (in diesem Fall λs=2,5 µm) an die erfassten Daten angewendet, sodass derselbe λs-Filter auf die Rohdaten des Lasermikroskops angewendet wird (Abbildung 1) zum Vergleich. Die Anwendung eines Filters von λs = 2,5 µm in Abbildung 1 führt zu den Daten in Abbildung 2. Wenn Abbildung 2 und Abbildung 3 verglichen werden, lässt sich erkennen, dass sie übereinstimmen. Daraus lässt sich ableiten, dass durch die Anpassung der Messbedingungen und die Anwendung der gleichen Filterbedingungen die Daten des Lasermikroskops und des Taststifts korreliert werden können. Probe: Rubert Rauheitsstandard Nr. 504 Abbildung 1: Laser (Rohdaten): Objektiv 20 (NA 0,6)
Abbildung 2: Laser (mit Filter): Objektiv 20X (NA 0,6)
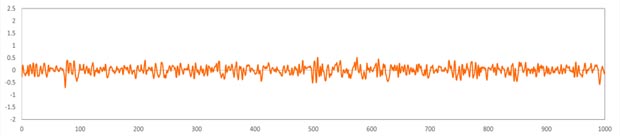
Abbildung 3: Taststift (NA 0,6)
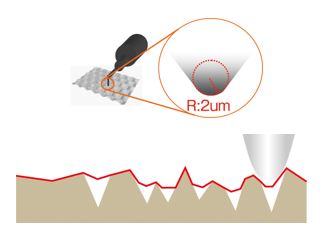
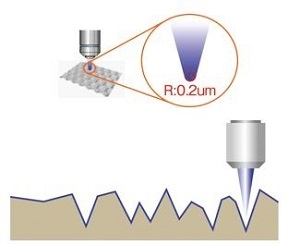
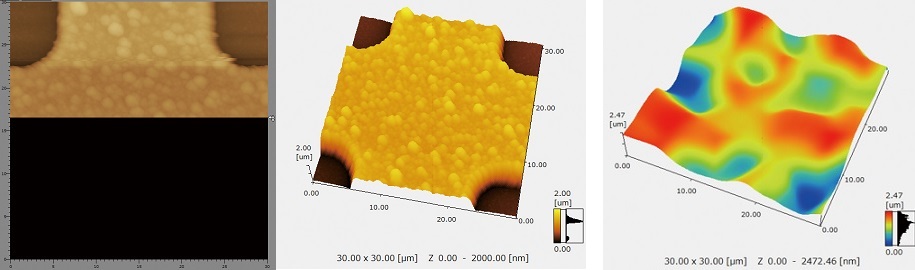
Der Spitzenradius eines Taststifts beträgt 2 bis 10 µm, daher ist es schwierig, kleinste Änderungen der Rauheit zu erfassen. Aufgrund seiner Größe lassen sich mit einem Taststift nur schwer Messungen auf kleinen Flächen, z. B. Drähten, durchführen.
Der vom Mikroskop OLS5000 verwendete Laser hat einen Durchmesser von nur 0,2 µm, sodass er feine Unregelmäßigkeiten messen und gezielt Daten von kleinen Bereichen erfassen kann.
|
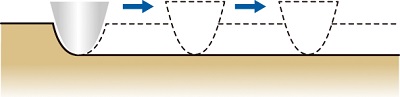
Ein weiterer Nachteil eines Taststifts ist, dass er einen direkten Kontakt zwischen dem Messtaster und der Probenoberfläche erfordert. Bei weichen oder empfindlichen Proben kann der Taststift Schäden verursachen.
Taststifte können die Probenoberfläche beschädigen. Da der vom Mikroskop OLS5000 verwendete Laser Informationen erfasst, ohne die Probe zu berühren, lassen sich genaue Rauheitsmessungen durchführen, ohne die Probe zu beschädigen.
Klebeband 256 × 256 μm |
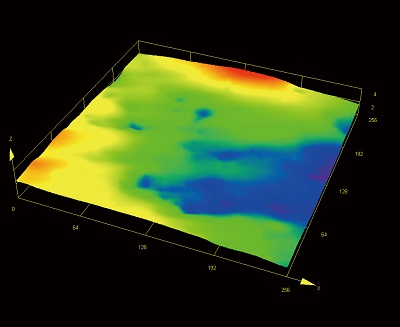
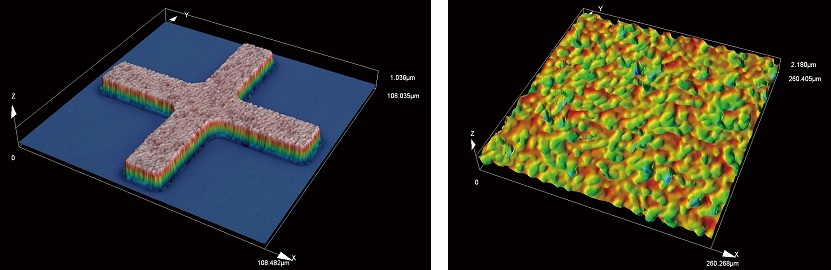
Obwohl Weißlicht-Interferometer für glatte Oberflächen eine Erkennungsempfindlichkeit im Subnanometerbereich bieten, haben sie einige Nachteile. Erstens lassen sich damit nur schwer genaue Messungen von steilen (rauen) Oberflächen durchführen, was sie für viele Anwendungen ungeeignet macht. Die Sensoren der Weißlicht-Interferometer neigen auch dazu, schwache Signale zu übergehen, was ebenfalls genaue Messungen erschwert. Zudem haben sie zwar ein Objektiv, aber die numerische Apertur ist kleiner als bei Lichtmikroskopen und die horizontale Auflösung geringer, sodass es schwierig ist, scharfe Live-Bilder einer Probe zu erhalten.
|
Das Mikroskop OLS5000 hingegen verwendet zur Durchführung von Messungen einen Laser und verfügt über spezielle Objektive mit hoher numerischer Apertur. Dank dieser Eigenschaften werden unabhängig von der Oberfläche der Probe genaue Messungen erhalten, selbst wenn diese sehr rau ist. Zudem können Proben während der Messungen durch die hochwertigen Objektive betrachtet und Bilddaten während der Messungen erhalten werden.
|
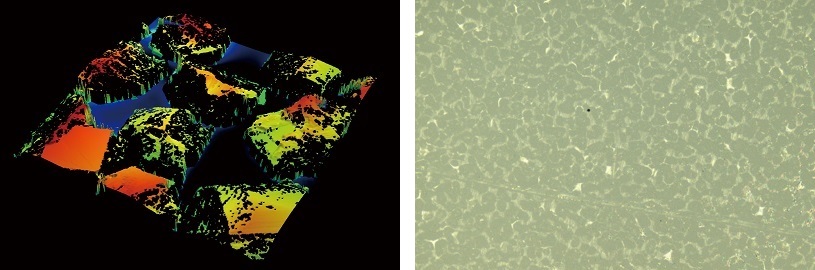
Rastersondenmikroskope können Messungen auf Subnanometerebene durchführen, aber durch ihr Cantilever-Abtastsystem ist die Datenerfassung zeitaufwändig. Auch der Scanbereich ist auf etwa 100 µm begrenzt, sodass sie zur Vermessung großer Merkmale und zur Beobachtung mit geringer Vergrößerung ungeeignet sind.
|
Die Lasermikroskope OLS5000 führen Messungen auf Subnanometerebene viel schneller durch. Sie ermöglichen auch die Beobachtung von Unregelmäßigkeiten im Submikrometerbereich mit einem großen Sichtfeld. Mit der Stitching-Funktion lässt sich der Analysebereich noch erweitern.
|
Internationale StandardisierungDie Internationale Organisation für Standardisierung (ISO) fördert die Festlegung von Normen für die Flächenmessung. Viele grundlegende Normen wurden bereits verabschiedet. In der folgenden Tabelle sind die für Profil und das flächenhafte Verfahren geltenden wichtigsten Normen aufgeführt. Die Normen für das Profilschnittverfahren wurden ausschließlich für die Verwendung von Messgeräten mit Taststift entwickelt. Die Normen definieren einheitliche Anforderungen an die Messbedingungen, beispielsweise Beurteilungsmessstrecke, Einzelmessstrecke, Radius der Tasterspitze usw. Bei dem flächenhaften Verfahren werden verschiedene Messgeräte mit unterschiedlichen Funktionsprinzipien verwendet, sodass es unmöglich ist, einheitliche Anforderungen an die Messbedingungen einzuführen. Dementsprechend müssen Prüfer geeignete Messbedingungen für die Bewertung selbst bestimmen. Hinweise zur Bestimmung der Messbedingungen sind in den „Grundlagen der Oberflächenrauheitsbewertung mit Lasermikroskopie“ beschrieben. Wichtigste Normen für Profil- und flächenhaftes Verfahren |
| Art des Profilverfahrens | Art des flächenhaften Verfahrens | |
| Oberflächentexturparameter | ISO 4287:1997 | ISO 25178-2:2012 |
| ISO 13565:1996 | ||
| ISO 12085:1996 | ||
| Messbedingungen | ISO 4288:1996 | ISO 25178-3:2012 |
| ISO 3274:1996 | ||
| Filter | ISO 11562:1996 | Serie nach ISO 16610 |
| Kategorisierung von Messgeräten | - | ISO 25178-6:2010 |
| Kalibrierung von Messgeräten | ISO 12179:2000 | In Vorbereitung |
| Standard-Prüfkörper für die Kalibrierung | ISO 5436-1:2000 | ISO 25178-70:2013 |
| Grafisches Verfahren | ISO 1302:2002 | ISO 25178-1:2016 |
Fachterminologie und Beschreibungen |
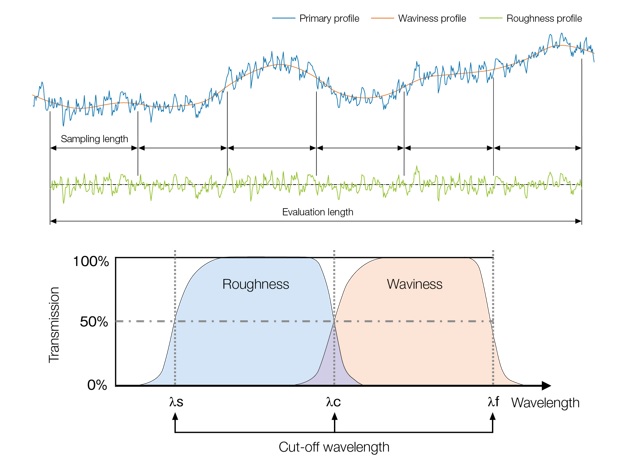
Primäre ProfilkurveDie Kurve, die durch Anwendung eines Tiefpassfilters mit einem Cutoff-Wert λs für das gemessene Primärprofil ermittelt wird. Der aus dem Primärprofil berechnete Oberflächentexturparameter wird als Primärprofilparameter (P-Parameter) bezeichnet. RauheitsprofilDas aus dem Primärprofil durch Unterdrückung der langwelligen Komponente unter Verwendung des Hochpassfilters mit einer Eckfrequenz λc abgeleitete Profil. Der aus dem Rauheitsprofil berechnete Oberflächentexturparameter wird als Rauheitsprofilparameter (R-Parameter) bezeichnet. WelligkeitsprofilDas Profil, das durch sequenzielle Anwendung von Profilfiltern mit den Cutoff-Werten λf und λc für das Primärprofil ermittelt wird. λf entfernt die langwellige Komponente, Filter λc die kurzwellige Komponente. Der aus dem Welligkeitsprofil berechnete Oberflächentexturparameter wird als Welligkeitsprofilparameter (W-Parameter) bezeichnet. ProfilfilterDas Filter zur Isolierung der im Profil enthaltenen langwelligen und kurzwelligen Komponenten. Es sind drei Arten von Filtern definiert:
| GrenzwellenlängeSchwellenwert-Wellenlänge für Profilfilter Wellenlänge, bei der der Transmissionsfaktor für eine gegebene Amplitude 50 % beträgt. EinzelmessstreckeDie Länge in Richtung der X-Achse, mit der die Profileigenschaften bestimmt werden. BeurteilungsmessstreckeLänge in Richtung der X-Achse, mit der das zu bewertende Profil beurteilt wird.
Übersichtszeichnung zum Profilverfahren |
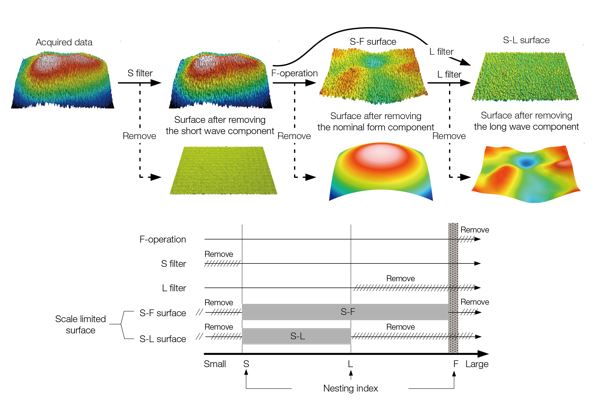
S-L-OberflächeDie Oberflächendaten dienen als Grundlage für die Berechnung von flächenhaften Oberflächentexturparametern (S-F-Oberfläche oder S-L-Oberfläche). Dies wird manchmal auch einfach als „Oberfläche“ bezeichnet. FlächenfilterDas Filter zur Trennung der lang- und kurzwelligen Komponenten, die in den S-L-Oberflächen enthalten sind. Es werden je nach Funktion drei Arten von Filtern definiert:
Hinweis: Gaußsche Filter werden im Allgemeinen als S- und L-Filter angewendet, für die F-Operation wird die Gesamtzuordnung der kleinsten Quadrate angewendet. Gaußscher FilterEine Art Flächenfilter, das normalerweise bei der Flächenmessung verwendet wird. Die Filterung erfolgt durch Faltung mit Gewichtungsfunktionen, die aus einer Gaußschen Funktion abgeleitet sind. Der Wert des Verfeinerungsindexes ist die Wellenlänge eines sinusförmigen Profils, bei dem 50 % der Amplitude übertragen werden. Spline-FilterEine Art Flächenfilter mit geringerer Verzerrung am äußeren Rand als Gaußscher Filter. VerfeinerungsindexDer Index für die Schwellenwellenlänge eines Flächenfilters. Der Verfeinerungsindex für die Anwendung von flächenhaften Gaußschen Filtern wird in Längeneinheiten angegeben und entspricht dem Cutoff-Wert des Profilverfahrens. | S-F-OberflächeDie Oberfläche, die durch Eliminierung kurzwelliger Komponenten mit dem S-Filter und anschließender Bearbeitung durch Entfernen von bestimmten Formkomponenten mit der F-Operation entsteht. S-L-OberflächeDie Oberfläche, die durch Eliminierung kurzwelliger Komponenten mit dem S-Filter und anschließender Eliminierung von langwelligen Komponenten mit L-Filterung entsteht. BeurteilungsbereichEin rechteckiger Teil der Oberfläche, dessen Merkmale beurteilt werden sollen. Der Beurteilungsbereich ist ein Quadrat (falls nicht anders angegeben).
Konzeptdarstellung für das flächenhafte Verfahren |
Grundlagen der Oberflächenrauheitsbewertung mittels Lasermikroskopie |
1. Wählen Sie aus der Liste unten geeignete Objektive für das zu messende Objekt aus (Rauheit, Welligkeit oder Unebenheit). Stellen Sie sicher, dass der Arbeitsabstand (AA) größer ist als der Abstand zwischen Probe und Objektiv.
2. Wenn mehrere Objektive in Frage kommen, treffen Sie eine Auswahl. Die Größe des Messfeldes sollte das Fünffache des Maßstabs der gröbsten Struktur von Interesse betragen.
- Wenn mehrere Objektive in Frage kommen, wählen Sie das Objektiv mit der größtmöglichen numerischen Apertur (NA).
- Wenn kein geeignetes Objektiv zur Verfügung steht, suchen Sie entweder erneut (diesmal einschließlich der Objektive, die mit „je nach Anwendung akzeptabel“ gekennzeichnet sind) oder erweitern den Messbereich mit der Stitching-Funktion.
| Objektive | Technische Angaben | Zu messendes Objekt | |||||
| Numerische Apertur (NA) | Arbeitsabstand (AA) (Einheit: mm) | Durchmesser des Brennpunkts* (Einheit: μm) | Messfeld** (Einheit: μm) | Rauheit | Welligkeit | Unebenheit (Z) | |
| MPLFLN2.5X | 0,08 | 10,7 | 6,2 | 5120 × 5120 | X | X | X |
| MPLFLN5X | 0,15 | 20 | 3,3 | 2560 × 2560 | X | X | X |
| MPLFLN10XLEXT | 0,3 | 10,4 | 1,6 | 1280 × 1280 | X | ○ | △ |
| MPLAPON20XLEXT | 0,6 | 1 | 0,82 | 640 × 640 | △ | ○ | ○ |
| MPLAPON50XLEXT | 0,95 | 0,35 | 0,52 | 256 × 256 | ◎ | ○ | ◎ |
| MPLAPON100XLEXT | 0,95 | 0,35 | 0,52 | 128 × 128 | ◎ | ○ | ◎ |
| LMPLFLN20XLEXT | 0,45 | 6,5 | 1,1 | 640 × 640 | △ | ○ | ○ |
| LMPLFLN50XLEXT | 0,6 | 5 | 0,82 | 256 × 256 | △ | ○ | ○ |
| LMPLFLN100XLEXT | 0,8 | 3,4 | 0,62 | 128 × 128 | ○ | ○ | ◎ |
| SLMPLN20X | 0,25 | 25 | 2 | 640 × 640 | X | ○ | △ |
| SLMPLN50X | 0,35 | 18 | 1,4 | 256 × 256 | X | ○ | △ |
| SLMPLN100X | 0,6 | 7,6 | 0,82 | 128 × 128 | △ | ○ | ○ |
| LCPLFLN20XLCD | 0,45 | 7,4–8,3 | 1,1 | 640 × 640 | △ | ○ | ○ |
| LCPLFLN50XLCD | 0,7 | 3,0–2,2 | 0,71 | 256 × 256 | ○ | ○ | ○ |
| LCPLFLN100XLCD | 0,85 | 1,0–0,9 | 0,58 | 128 × 128 | ○ | ○ | ◎ |
* Theoretischer Wert.
|
◎ : Am besten geeignet
|
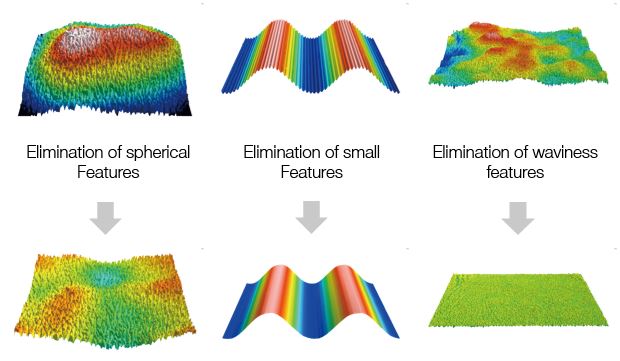
Eine Beschreibung der Funktionalität der jeweiligen Filter, der Filterkombinationen und Filtergrößen zur Analyse von Oberflächenmerkmalen finden Sie hier: Die Filterbedingungen werden entsprechend den Messobjektiven der Analyse festgelegt. FilterfunktionenBei der parametrischen Analyse von Oberflächenmerkmalen sollten drei Arten von Filtern (F-Operation, S-Filter und L-Filter) für die erfassten Oberflächentexturdaten in Übereinstimmung mit den Messobjektiven in Betracht gezogen werden. |
|
Filterkombinationen
Für die drei Filter (F-Operation, S-Filter und L-Filter) stehen acht Kombinationen zur Verfügung. Wählen Sie die anzuwendende Filterkombination aus der Liste der Messobjektive in der folgenden Tabelle aus.
|
Bestimmungs-
gemäßer Zweck |
Analyse
erfasster Rohdaten |
Eliminierung
von Welligkeits-komponenten |
Eliminierung
von Kugeln, Kurven und anderen Form-komponenten |
Eliminierung
von Kugeln, Kurven und anderen Form-komponenten zusätzlich zur Welligkeits- komponente |
Eliminierung
von kleinen Rauheits- komponenten und Rauschen |
Eliminierung
von kleinen Rauheits- komponenten, Welligkeits- komponenten und Rauschen |
Eliminierung
von Kugeln, Kurven und anderen Form-komponenten zusammen mit kleinen Rauheits- komponenten und Rauschen |
Eliminierung
|
| F-Operation | - | - | 〇 | 〇 | - | - | 〇 | 〇 |
| S-Filter | - | - | - | - | 〇 | 〇 | 〇 | 〇 |
| L-Filter | - | 〇 | - | 〇 | - | 〇 | - | 〇 |
- : Nicht zutreffend
○ : Anwendbar
Filtergröße (Verfeinerungsindizes)
Die Filterstärke (Trennfähigkeit) wird als Verfeinerungsindex bezeichnet (L-Filter werden auch als Cutoff-Filter bezeichnet).
- Je größer der Wert des Verfeinerungsindexes ist, umso detailliertere Merkmale eliminiert der S-Filter.
- Je kleiner der Wert des Verfeinerungsindexes ist, umso höher ist die Welligkeit, die der L-Filter eliminiert.
Zur Definition von Verfeinerungsindexwerten wird die Verwendung numerischer Werte (0,5, 0,8, 1, 2, 2,5, 5, 8, 10, 20) empfohlen, allerdings gelten die folgenden Einschränkungen:
- Der Verfeinerungsindexwert von S-Filtern muss größer sein als die optische Auflösung (≒ Brennpunktdurchmesser) und mindestens dreimal größer als der Wert des Datenabtastintervalls.
- Der Verfeinerungsindex des L-Filters muss einen Wert haben, der kleiner ist als die Messfläche (Länge der Schmalseite der rechteckigen Fläche).