9.1 端点衍射
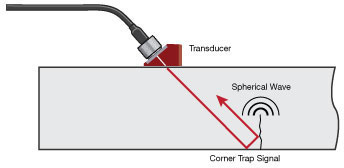
Wellenbeugung ist ein allgemeines Phänomen bei Ultraschall. Das spitze Ende eines bestimmten inneren Defekts (Riss) verursacht die Beugung eines einfallenden Schallbündels und erstellt dabei eine kugelförmige Wellenfront. Kommt diese im Prüfkopf an, kann sie verwendet werden, um das Ende zu lokalisieren und die Tiefe des Risses zu messen. Für diese Prüfung werden übliche Winkelprüfköpfe eingesetzt. Prüfköpfe mit hohen Frequenzen erzeugen die stärksten Signale der Beugung.
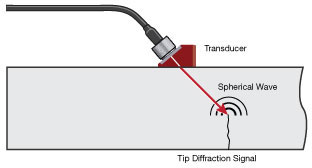
Im folgenden Beispiel misst ein Prüfkopf von 5 MHz mit einem Vorlaufkeil von 45 Grad die Tiefe eines Risses von 5 mm an der Unterseite eines Stahlbleches von 12,5 mm. Die Wellenform (links) zeigt die maximale Indikation des Risses an der unteren Ecke an. Nach der Anzeige wird der Prüfkopf dann nach rechts bewegt und das Signal der Wellenbeugung erscheint vor der Ecke. Nach der Anzeige wird der Prüfkopf dann nach rechts bewegt und das Signal der Wellenbeugung erscheint vor der Ecke.
 |  |
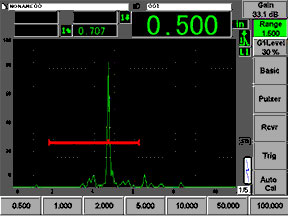 |  |
Indikation der Ecke
|
Wellenbeugung und Indikationen an Ecken
|
Eine verwandte Prüftechnik zur Schweißnahtprüfung ist die Laufzeitbeugung (Time-of-Flight-Diffraction, TOFD), bei der Paare von spezialisierten Vorlaufkeilen für Longitudinalwellen mit stark gedämpften Breitband-Prüfköpfen verwendet werden, die im Prüfbereich in einer Sender/Empfänger-Konfiguration auf gegenüberliegenden Seiten montiert werden. Elementgröße, Frequenz und Abstand werden für den Prüfkopf so ausgewählt, dass der Schweißbereich mit Schall durchschallt wird. Die Signale der Beugungen werden in einem Querschnitts-B-Bild angezeigt. Da das TOFD-Verfahren spezialisierte Justierhilfen und eine Bildanalysesoftware benötigt, wird in diesem Tutorial nicht weiter darauf eingegangen.