
The battery is a critical component of electric vehicles (EVs) and plug-in hybrid automobiles, two types of new energy vehicles (NEVs). The battery’s energy storage capacity affects the vehicle’s drive mileage and its total cost for the auto manufacturer. Its quality impacts this storage capacity, as well as the vehicle’s service life, safety, and acceleration performance. Battery quality assurance (QA) is so important that the demand is increasing for better battery-related inspection devices and methods.
Anatomy of an Electric or Hybrid Vehicle Battery

When manufactured, the battery box's outer casing—which is usually made of an aluminum alloy—is lined on the inside with a layer of composite material. This battery box lining can contain various material compositions—for example, alumina ceramics, aramid fibers (aromatic polyamide fibers), boehmite, or polyvinylidene difluoride (PVDF). Its purpose is to provide insulation and a surface for the adhesive used to attach the battery core inside the box. The core is typically a lithium ferrophosphate (LFP) or ternary lithium polymer (LiPo) battery. If the adhesive bonding is insufficient, the battery core can dislodge, affecting its operation. Inspecting and ensuring that there is sufficient adhesive between the coating and the battery core is an important quality assurance step.
Verifying the Glue Using Phased Array Ultrasonic Testing (PAUT)
The OmniScan™ X3 phased array (PA) flaw detector can be used to check the battery’s coating and adhesive thanks to detailed images of the test piece’s internal structure. It provides carmakers with a nondestructive method to validate the battery's quality. Phased array uses multiple elements to pulse sound waves that can be scanned and focused electronically in the material, enabling rapid and multiangled detection and providing accurate and reliable measurement results.

Olympus OmniScan X3 phased array flaw detector
How PAUT Clearly Shows the Absence of Adhesive
Longitudinal sound waves transmit through the aluminum, composite coating, and glue layers. The acoustic impedance of air is higher than that of glue, so there is more energy reflected from a coating layer-air interface than a coating layer-glue interface. Part of the energy is also lost as the beams travel through the glue. This means that there is a significant difference in the A-scan wave height when there is sufficient glue and when it is absent. In this way, the inspector can clearly distinguish if the box is well bonded.
Inspection Setup, Scanning Method, and Equipment
My colleagues and I conducted an experiment on a sample using the phased array pulse-echo linear scan technique. The following schematic diagram shows our inspection setup:

The battery box needs to be lightweight, so the test piece’s aluminum shell wall is only 1.5 mm thick, and the coating layer is 0.1 mm thick.
The Olympus 5L64 NW1 phased array probe and the SNW1-0L wedge were used for this test.

5L64 NW1 5 MHz, 64-element linear array standard phased array probe
SNW1-0L 0° longitudinal wave wedge
After adjusting the instrument parameters and scanning the specimen, we can clearly see the absence and presence of glue in the C-scan.

Glue on the composite coating specimen
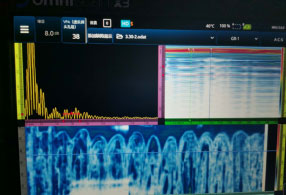
A-C-S-scan image results
Applying PAUT to Bond Detection Increases Carmakers’ Efficiency
A comparison of the C-scan image and real object shows how clear and intuitive the phased array results are. When ultrasonic phased array technology is used to scan the bonding condition of the composite coating glue for the battery box of electric and hybrid vehicles, the easy setup, inspection, and analysis help ensure high verification efficiency.
Related Content
Inspecting Bond Seam Adhesive with Ultrasound in Automobile Manufacturing
The Role of Handheld XRF in the High-Power Lithium-Ion Battery Supply Chain
