
International standards governing the manufacture of oil country tubular goods (OCTG), such as drill pipe and oil transport tubing, as well as pipe for pipelines are extremely strict; any breach of this equipment while in service can have severe impacts, with a potential for major environmental damage or human injury or loss. The conditions under which these tubes and pipes operate are also very demanding, both offshore and onshore. So quality control regulations, such as American Petroleum Institute (API) standards, require that manufacturers inspect the entire length of tube and pipes for flaws.
Tube Quality Control in the Petroleum Industry Relies on Ultrasonic Technology
Nondestructive testing methods such as ultrasonic testing (UT) and phased array (PA) are essential to achieve a complete inspection of a tube, whether welded or seamless, but even modern UT technology has limitations.
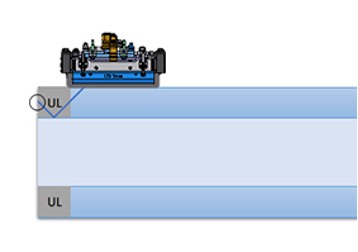 | 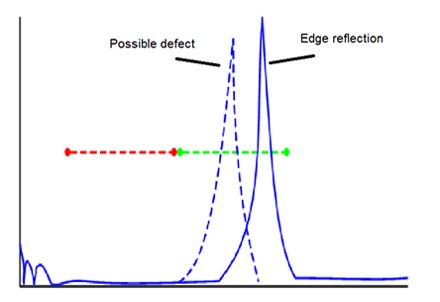 |
One major issue is near the pipe ends. As the ultrasonic probe approaches the end of a pipe, the transmitted beams bounce off the pipe’s edge (for transverse mode, in particular). The peak of the signal from this reflection is difficult to distinguish from an indication. For this reason, many automated tube inspection systems leave significant untested portions at the end of the tube.
Pass-through systems are particularly limited, leaving up to a few hundred millimeters of untested lengths in some cases. A second manual method, such as a portable ultrasonic testing (UT) flaw detector or a magnetic particle inspection (MPI) tool, is typically required to complete the inspection of this noncontrolled portion. However, we offer two automated solutions that can inspect these untested end zones.
How Small Is Your Tube Inspection System’s End Zone?
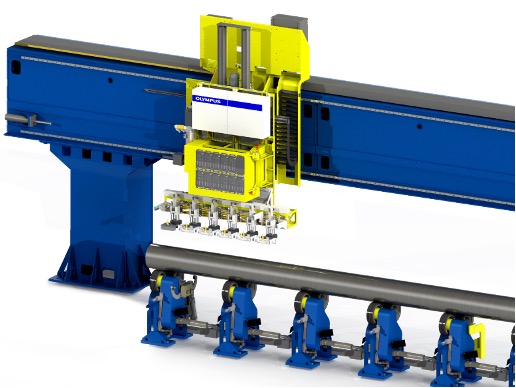
The Rotating Tube Inspection System (RTIS), our high-performance, full-body phased array inspection system, excels at tube-end inspection and can achieve a very small uncontrolled zone at the end of pipes. Its precision gantry-approach enables a 5 mm (0.2 in.) uncontrolled end for the longitudinal and wall thickness (WT)/lamination standard inspection modes. Furthermore, using our end-of-tube (EOT) algorithm, a feature of our QuickView™ software, and a modified automated sequence, we’ve also managed to reduce the uncontrolled zone to as little as 5 mm (0.2 in.) for transverse defects. This result removes any need for a separate system or manual method to control the tube ends.
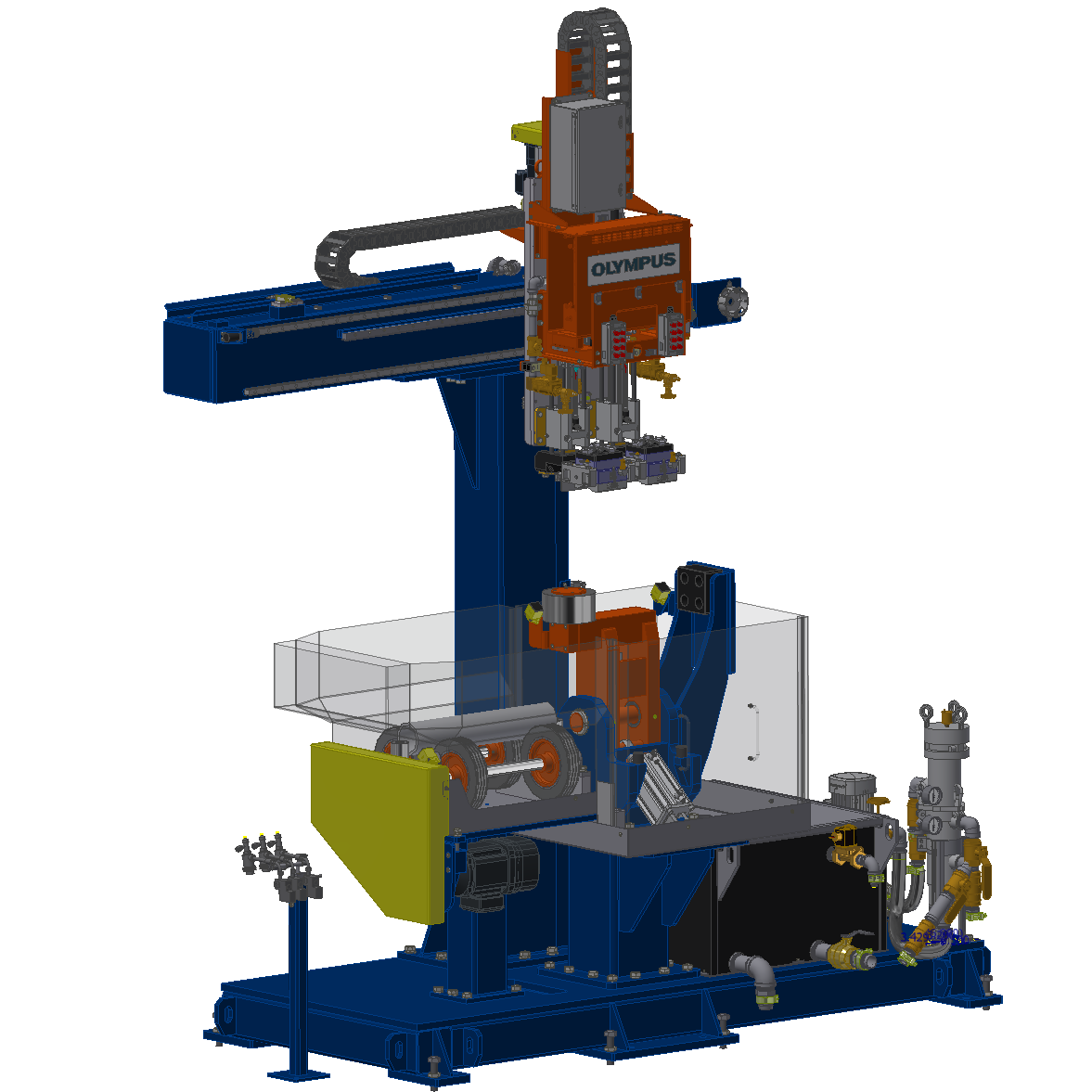
That said, in some cases, manufacturers still require a dedicated tube-end system such as our automated Tube End Inspection System (TEIS). Easy to operate and efficient, the TEIS has a mode where one operator can supervise the inspection of both tube ends simultaneously. The conventional UT option provides a tube-end inspection performance that is well-suited for some needs; however, the PA probe option is necessary to utilize the EOT algorithm and attain the 5 mm end zone result.
 |  |
Renowned for its high-quality performance, reliability, and longevity, there are Rotating Tube Inspection Systems that have been in service for over a decade. The TEIS builds upon this proven technology.
The RTIS and TEIS are similar on many levels. They both:
- Feature fully automated operation, including calibration and check calibration, meaning that operator skill is less of a factor
- Inspect pipes ranging in size from 60 mm (2.37 in.) to 508 mm (20 in.) OD (a larger diameter range is also available on request).
- Inspect pipes with wall thicknesses ranging from 4 mm to 50.8 mm (0.157 in. to 2 in.)
- Detect typical defects, including:
- Longitudinal and transverse cracks
- Through-drilled holes (TDHs)
- Lamination defects
Easy System Integration
Both the RTIS and TEIS are designed for easy integration into the production line. In the case of the TEIS, which may have limited attributed space, its integrated calibration station and water circulation system help keep the footprint small.
If you are interested in learning more about the RTIS, visit https://www.olympus-ims.com/prs/, or the TEIS, check out https://www.olympus-ims.com/teis/.
Related Content
Detecting Defects in the Ends of Pipes Up to 5 Millimeters (0.2 Inches) from the Edge
Automated Tube Inspection Systems
Get In Touch