1. Introducción
En el campo de los ensayos no destructivos (END) por ultrasonido, el método de focalización total (TFM) ha pasado a ser una técnica de procesamiento de imágenes ampliamente conocida y aceptada. Es más, el método ahora está disponible comercialmente en varios dispositivos portátiles, como los detectores de defectos de la serie OmniScan™ X3, y sigue ganando reconocimiento dentro de la comunidad de END.
No obstante, a pesar de que el TFM facilita mucho más la interpretación de imágenes, a diferencia de la inspección por el Phased Array (PA) convencional, el uso de un sólo elemento de transmisión durante la adquisición puede resultar en imágenes con una relación de señal-ruido (SNR) deficiente. Esta relación SNR deficiente se debe a la penetración acústica insuficiente, la cual ocurre normalmente en piezas de gran espesor o materiales de alta atenuación.
Para hacer frente a este problema, una implantación diferente del algoritmo TFM convencional, por medio del uso exclusivo de la información de fases a partir de las señales adquiridas, es lo que se propone en el presente informe. Éste se basa en el factor de coherencia de vectores (VCF)1, el cual es usado en sí como una representación sin información de amplitud a partir de las señales adquiridas. Este método, también conocido como procesamiento de imágenes por coherencia de fase (PCI), presenta ciertas ventajas,2,3,4 entre las cuales destacan las siguientes:
- Se considera solamente la fase de la señal2, y la atenuación del material no afecta esta última; por lo tanto, el PCI puede contribuir en especial a resolver los desafíos que se plantean frente a aplicaciones de inspección en materiales de gran espesor o de alta atenuación.
- Puesto que la amplitud de la señal no es considerada, se elimina la necesidad de llevar a cabo una calibración de amplitud.3
- Se mejora la sensibilidad con respecto a las geometrías difractantes y la coherencia de la representación del defecto a través de las diferentes vistas de escaneo.
- Se proporciona un método fiable que no recurre a la amplitud para un dimensionamiento del defecto, como en el caso de las grietas.3
El objetivo de este documento es tratar de explicar los principios de base de la tecnología PCI de Evident cuya entrega lleva patente en trámite. En particular, el método para producir representaciones binarias de las señales de eco acústico. En esta explicación, se abordará primero el funcionamiento del algoritmo de retardo y adición (Delay-and-sum, DAS), cuyo fin es el de construir la imagen (representación) TFM convencional con una envolvente a partir de la captura de matriz completa (FMC). Después, se demostrará cómo el algoritmo PCI constituye una variante del algoritmo DAS.
Algunos ejemplos reales, usando defectos artificiales de geometría y naturaleza conocidas, facilitarán la comparación de los dos tipos de representaciones, aquella del TFM convencional y la del PCI5, cuya obtención se llevó a cabo con los dos tipos de algoritmos.
2. Revisión de los principios del TFM y del algoritmo de DAS

Figura 1. Configuración geométrica de la adquisición FMC con una sonda sobre la superficie de la pieza bajo ensayo. El elemento piezoeléctrico k emite una onda acústica de ultrasonido en el material. El elemento piezoeléctrico l recibe la onda acústica de ultrasonido reflejada.
La Figura 1 muestra la configuración geométrica de la adquisición por captura de matriz completa (FMC) mediante una sonda Phased Array (PA), como también la región de interés (ROI) que corresponde a la porción de la muestra inspeccionada y procesada por el TFM. El elemento piezoeléctrico k emite una onda acústica de ultrasonido. A continuación, esta onda acústica se propaga a través del material de la pieza bajo ensayo para inspeccionarlo y se ve reflejada por cualquier defecto que se halle en el material, así como por diferentes interfaces. El elemento piezoeléctrico l recibe la onda acústica de ultrasonido reflejada, lo que lleva a la formación de la señal del A-scan skl. Después, el FMC agrupa todos los A-scan bajo todas las posibles combinaciones kl.
La Figura 2 proporciona un diagrama de flujo que ilustra, a través de seis pasos importantes, el principio de la reconstrucción del algoritmo de retardo y suma (DAS) a partir de una imagen TFM convencional proveniente de la adquisición FMC:
- La adquisición FMC se ejecuta y genera los datos que consisten en todos los A-scan sklI (t). Aquí, el exponente I indica que estos A-scan se hallan entre las señales en fase.
- Se aplica la transformada de Hilbert, lo que posibilita la obtención de componentes de cuadratura sklQ (t) de los A-scan en fase sklI (t) adquiridos y agrupados en los datos FMC.
- Los datos xklI y xklQ son extraídos usando el retardo calculado previamente τkl (x,z). Estos retardos son calculados previamente de acuerdo al tipo de modo seleccionado (p. ej., L-L, T-T, TT-T, TT-TT) y a la región de interés que debe ser observada.
- Luego, por su suma se obtienen dos imágenes TFM en cuadratura, ITFMI (x,z) e ITFMQ (x,z).
- La amplitud (también denominada módulo o envolvente) ITFM (x,z) se estima por el cálculo de la distancia euclidiana.
- A continuación, el paso posprocesamiento habilitado por la tarjeta gráfica formatea (básicamente el filtro digital, el remuestreo y el redimensionamiento) la imagen o representación TFM que se proyectará al usuario en la pantalla del instrumento.
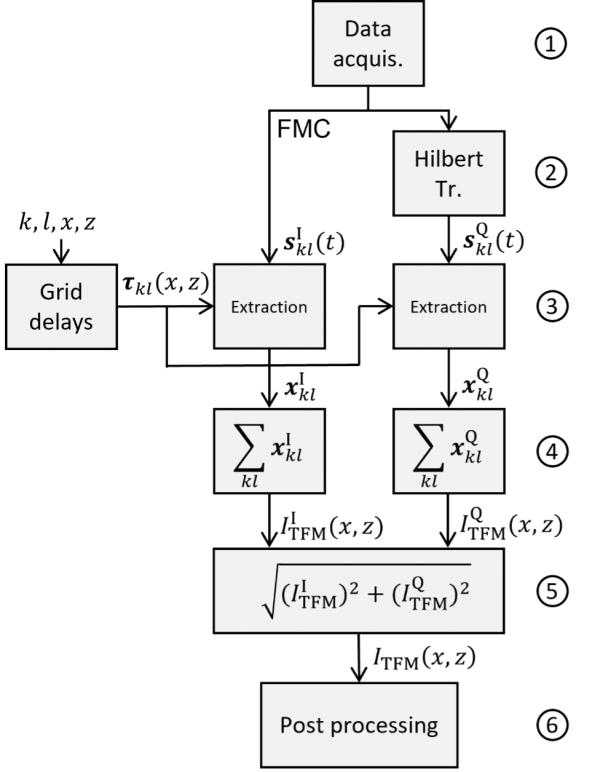
Figura 2. Principios del algoritmo DAS en seis pasos para obtener una imagen TFM de amplitud a partir de una adquisición FMC.
3. Principios del algoritmo PCI
Un diferenciador clave del algoritmo PCI que está implementado en el detector de defectos OmniScan X3 64, y proviene del método de focalización total con otras tecnologías de procesamiento de señal en fase, es que contiene un componente innovador de binarización de señal acústica. Si se compara el algoritmo PCI con los pasos del algoritmo DAS, mostrado en la Figura 2, es posible apreciar diferencias en dos niveles clave:
- Un paso adicional, el paso 3b (Figura 4), que consiste a cuantificar las señales sklI (t) y sklQ (t) mediante la función signo. Este paso permite resaltar la coherencia de las señales tal como se explicará más adelante en el presente documento.
- El cálculo de la amplitud usando la norma L∞, también denominada norma de Chebyshev, en lugar de la norma euclidiana que se usa en el TFM convencional.
3.1. Concepto de la coherencia de fase
Para poder llegar a entender bien la naturaleza del PCI se necesita una introducción a las nociones sobre la coherencia de señal, un principio fundamental de este método. A través del siguiente párrafo, se hará la introducción a este concepto de forma simplificada. Por lo tanto, se requiere plantear la operación de la función signo o función signum.
La función signo cuantifica una señal s(t) en tres niveles distintos, +1, 0, y -1:

Para entender mejor el efecto de esta operación de cuantificación en las señales, en la Figura 3 —que actúa como ejemplo— se muestra el resultado de la aplicación de la función de signo en un A-scan s(t), elegido arbitrariamente para fines de demostración. Al observar la Figura 3, es posible notar lo siguiente:
- La señal tiene dos tipos de zonas: (1) las llamadas zonas coherentes que indican la presencia de indicaciones, que son sintomáticas a la presencia de defectos; y, (2) las llamadas zonas no coherentes que señalan la ausencia de indicaciones y la presencia de ruido puro. Tome en cuenta que este ruido se origina principalmente a partir del ruido electrónico e intrínseco de la instrumentación; pero, también es ruido estructural asociado a la interacción de las ondas acústicas con el material de la pieza bajo ensayo.
- En las zonas de coherencia, la intensidad de la señal permanece constante y contenida entre 1 y −1 en la señal cuantificada [Figura 3(b)], mientras que la amplitud disminuye con el tiempo en el caso de la señal en bruto [Figura 3(b)], por ejemplo, por la atenuación geométrica.
- En la señal cuantificada de la Figura 3(b), existe un ruido fuerte, con un aspecto caótico, a un nivel mucho más alto que el nivel de ruido casi imperceptible de la señal en bruto en la Figura 3(a). Y, tal como se ejemplificará en el presente documento, esto ayuda a explicar por qué las imágenes TFM obtenidas por el PCI presentan una apariencia más «ruidosa» que las imágenes TFM convencionales, lo cual puede compararse en la Figura 6(a) y 6(b) o en la Figura 8(a) y la Figura 8(b). Sin embargo, las áreas con altos niveles de ruido caótico (zonas no coherentes) tienen una distribución estadística, independiente a la posición en la imagen, a diferencia de las zonas coherentes. Debido a esta diferencia, y pese a una apariencia más ruidosa, en una imagen generada por el PCI, es mucho más fácil distinguir las áreas coherentes de aquellas no coherentes. El mapa cromático adaptado y aplicado de forma predeterminada en el dispositivo OmniScan X3 64 cuando se usa el PCI facilita esta distinción por parte del usuario tal y como se muestra en la Figura 6(c) y la Figura 8(c).
Por consiguiente, el comportamiento de la función signo es usado en el PCI,5 por una parte, para mantener una intensidad de señal uniforme (p.ej., independientemente de la profundidad de la investigación) y, por otra parte, para separar las zonas coherentes, susceptibles a la presencia de defectos, de las zonas no coherentes que corresponden a la ausencia de defectos. Note que la coherencia de las señales es información proporcionada por la fase de la señal.
Desde cierta perspectiva, la información comunicada por el PCI puede considerarse de naturaleza casi binaria, en el sentido de que «coherencia/falta de coherencia» equivale a «presencia de defecto/ausencia de defecto». El problema consiste entonces en adoptar una estrategia que separe estos dos regímenes. La forma o las formas en que esto pueda lograrse no son tratadas en este documento, pero un mapa cromático adaptado, como el implantado en el detector de defectos OmniScan X3 64, ayuda en la tarea de separación.

Figura 3. Señal y ruido de tipo A-scan sin tratar (a) y señal cuantificada por medio de la función signo (b).
3.2. Algoritmo PCI

Figura 4. Principios del algoritmo PCI.
El diagrama de flujo de la Figura 4 resume el algoritmo PCI, implantado en el detector de defectos OmniScan™ X3 64, de la siguiente manera:
- Fase de adquisición que construye los datos FMC compuestos de todos los A-scanssklI (t). El exponente I indica que estos A-scan se hallan en las señales de fase de entrada.
- Aplicación de la transformada de Hilbert, lo que posibilita la obtención de componentes sklQ (t) en cuadratura de los A-scan en fase sklI (t) adquiridos y agrupados en los datos FMC.
- Extracción de los datos xklI y xklQ con los retardos τkl (x,z). Estos retardos han sido calculados previamente de acuerdo al tipo de modo seleccionado (p. ej., L-L, T-T, TT-T, TT-TT) y a la región de interés que debe ser observada.
Estos primeros tres pasos son idénticos a los del algoritmo DAS en la Figura 2.
3b. Cuantización de las señales xklI y xklQ usando la función signo de acuerdo con la ecuación 1, lo que conduce a las señales yklI e yklQ:

El paso 3b es un paso adicional específico del algoritmo PCI.
4. La suma obtiene dos imágenes PCI en cuadratura, IPCII (x,z) e IPCIQ (x,z):


5. Finalmente, se estima la amplitud IPCI (x,z) a través del cálculo de la distancia de Chebyshev, también llamada norma uniforme o norma L∞, y los dos componentes de las ecuaciones (3) y (4):

con p→∞.
Estimar la amplitud de la ecuación 5 con p→∞ es difícil. Entonces, es posible obtener una buena aproximación usando la siguiente expresión:

Es decir, al conservar como valor final el máximo de los valores absolutos (|⋅|) de las imágenes en fase y en cuadratura.
6. Finalmente, existe un paso de posprocesamiento, idéntico al del algoritmo DAS usado para obtener una imagen TFM convencional, que se habilita por la tarjeta gráfica y formatea (básicamente el filtro digital, el remuestreo y el redimensionamiento) de la imagen TFM presentada al usuario en la pantalla del instrumento.
Cabe resaltar que el flujo de trabajo del PCI, tal como se muestra en la Figura 4 e implantado en el detector de defectos OmniScan X3 64, se completa durante la inspección en tiempo real a una velocidad relativamente similar (p. ej., desde la adquisición de datos hasta la generación de imágenes) que el TFM del dispositivo.
4. Ejemplos experimentales
A continuación se presentan dos ejemplos, extraídos de mediciones experimentales a partir de defectos de naturaleza y geometría conocidas, con el fin de comparar las imágenes obtenidas usando los dos algoritmos descritos anteriormente y resaltando ciertas características del PCI. Estos ejemplos presentan robustez de amplitud y sensibilidad a partir de punta defectuosa.
4.1. Ejemplo 1: Bloque con taladro lateral (SDH)
El primer ejemplo del ensayo tiene como objetivo resaltar la propiedad de robustez de atenuación del método PCI. Un bloque de acero dotado de 17 SDH (bloque de referencia hecho de acero con bajo contenido de carbono ASTM E2491) es inspeccionado sin suela/zapata (es decir, la sonda está en contacto directo con la pieza bajo ensayo) por medio de una sonda PA 5L64-A32. Esta configuración de ensayo se muestra en la Figura 5.
La Figura 6 muestra las imágenes reconstruidas del TFM convencional (a) y del PCI (b,c) que han resultado del modo de propagación LL. En la Figura 6, es posible observar claramente lo siguiente:
- Todos los SDH se muestran con la misma intensidad en la imagen PCI, mientras que en la imagen TFM convencional se percibe el efecto de la atenuación en los SDH inferiores, y el efecto de la amplitud transmitida del haz en los SDH superiores.
- El nivel de ruido de fondo también es mayor en el caso de la imagen PCI.
Dado que el PCI es un método de imagen sin amplitud, la suma coherente de señales se produce de forma independiente a la amplitud de las señales y, por tanto, produce indicaciones con un alto nivel de contraste.3

Figura 5. Ejemplo 1: Configuración de ensayo — bloque de acero con bajo contenido de carbono ASTM E2491, más sonda 5L64-A32.
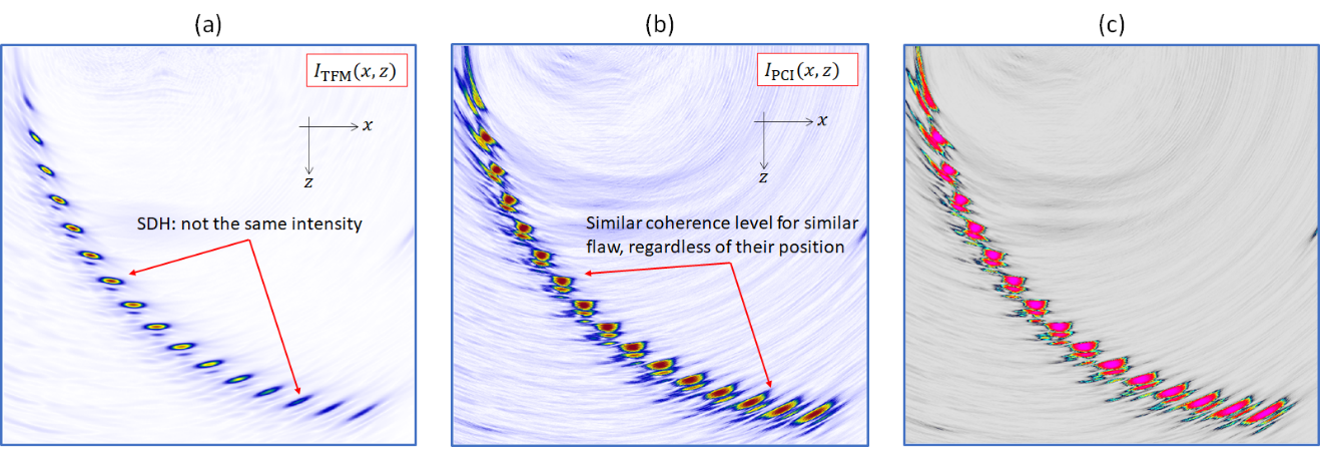
Figura 6. Procesamiento de imágenes del taladro lateral (SDH) con el TFM convencional (a), el PCI (b) y el PCI respaldado por el mapa cromático predeterminado e implantado en el detector de defectos OmniScan X3 64.
4.2. Ejemplo 2: Defecto de muesca en un bloque de acero
Otra propiedad interesante del PCI es su sensibilidad a las puntas de los defectos, lo cual permite dimensionar de forma precisa las discontinuidades. Parece ser que la reflexiones especulares que provienen de los amplios difusores se ven reducidas en lo referente a la suma de la amplitud, ya que sólo unos pocos términos de fase comunes contribuyen a esta suma. Por consiguiente, el PCI tiende a ser más sólido en el caso de reflectores estrechos y puntiagudos.
Para resaltar esta característica del PCI, el segundo ejemplo a continuación presentará los resultados a partir de una inspección de un bloque de acero dotado de una muesca orientada a 70° que no rompe en la superficie, por medio de una suela/zapata SPWZ1-N55S-IHC y una sonda Phased Array 7.5L60-PWZ1. La Figura 7 muestra esta configuración de ensayo.
La Figura 8 muestra las imágenes reconstruidas del TFM convencional (a) y del PCI (b,c) que han resultado del modo de propagación TT-TT. A partir de ello, es posible hacer las siguientes comparaciones:
- Las reflexiones especulares que provienen de los amplios difusores se ven reducidas en lo referente a la suma de la amplitud, ya que sólo unos pocos términos de fase comunes contribuyen a esta suma.
- El contraste se ve mejorado en el PCI frente al TFM convencional.
- El PCI ofrece una mejor sensibilidad a las puntas de los defectos.
- La relación señal-ruido es menor en el PCI.
Por esta razón, incluso si una imagen TFM convencional permite una evaluación más precisa de la extensión de la muesca en este caso, el PCI permite dimensionar con precisión los defectos en este tipo de muesca, debido a su alta sensibilidad a las puntas de los defectos, sin usar consideraciones semiempíricas que llevarían a conclusiones erróneas por causa de un proceso de calibración o atenuación en el material.
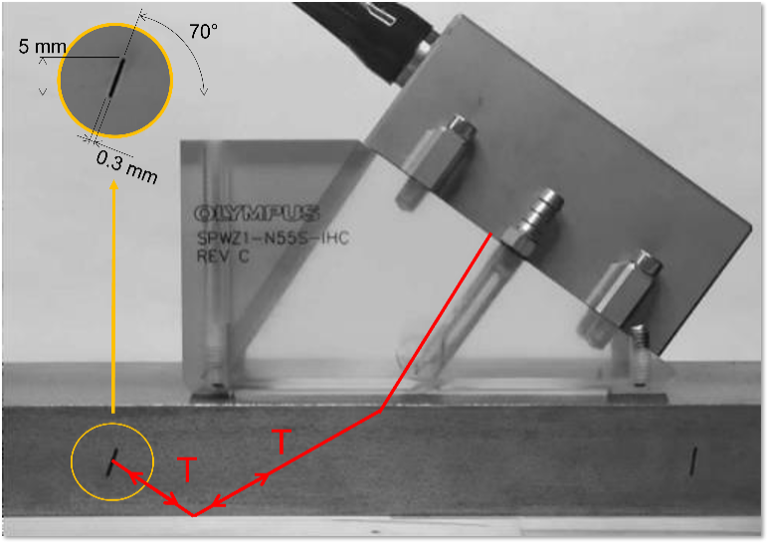
Figura 7. Ejemplo 2: Configuración de ensayo — Bloque de acero de bajo contenido de carbono, dotado de una muesca en ángulo que ha sido fabricada por mecanizado electroerosivo, más una suela/zapata SPWZ1-N55S-IHC y una sonda 7.5L60-PWZ1.
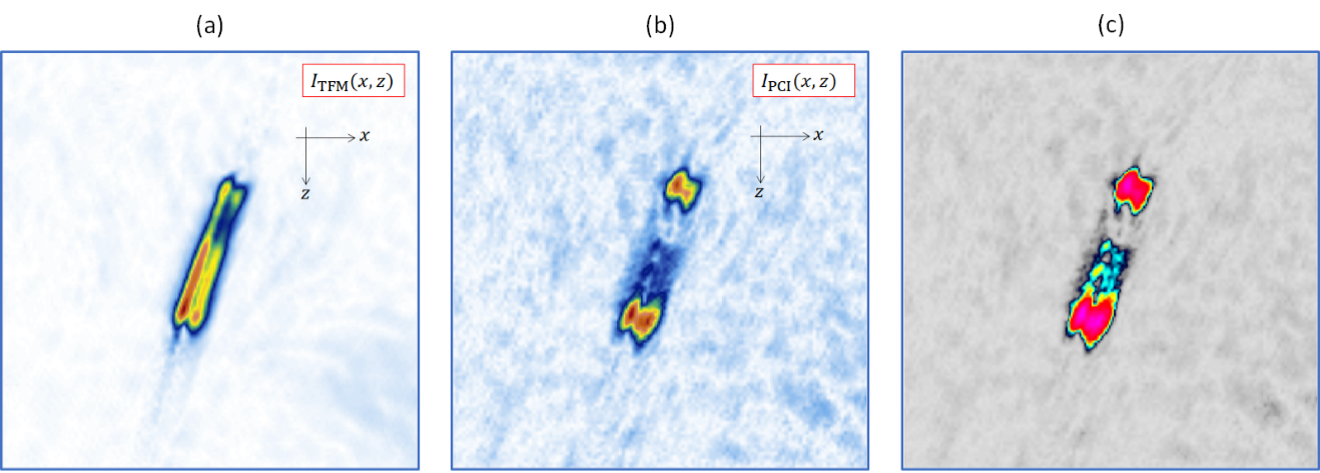
Figura 8. Procesamiento de imágenes de muesca con el TFM convencional (a), el PCI (b) y el PCI respaldado por el mapa cromático predeterminado en el detector de defectos OmniScan X3 64.
Descubrimientos experimentales
En conclusión, nuestros experimentos han demostrado que el PCI ofrece muchos beneficios:
- Dado que es un método que no se basa en la amplitud para el procesamiento de imágenes, la interpretación de las imágenes no se apoya en las señales calibradas por amplitud, lo cual es una ventaja frente al TFM convencional, el cual sí se basa en la amplitud.
- Presenta una mayor sensibilidad a los reflectores estrechos dotados de puntas y, en general, a las geometrías de difracción.
- Permite el dimensionamiento preciso de defectos similares a muescas sin servirse de consideraciones semiempíricas que podrían estropearse fácilmente por medio del proceso de calibración o atenuación en el material.
- No requiere un procedimiento de calibración, lo permite dimensionar las muesca de forma más fácil y precisa en comparación con el TFM convencional.
- Es posible establecer la ganancia a un valor muy bajo que evite la saturación de la señal.
- Además, por medio de un instrumento dotado de un procesador lo suficientemente potente, como el detector de defectos OmniScan X3 64, es posible obtener imágenes PCI en vivo, ya que los resultados se muestran inmediatamente durante la inspección.
Sin embargo, también se deben mencionar algunos inconvenientes con este método:
- Ofrece una reproducción deficiente en el caso de reflectores planos.
- La relación entre señal-ruido (SNR) de PCI es más baja que en los métodos basados en la amplitud. Sin embargo, esto no es un gran inconveniente tal como se ha explicado anteriormente, ya que el PCI facilita la distinción entre zonas coherentes, las cuales indican la presencia de defectos, y zonas incoherentes que corresponden a áreas ruidosas de la imagen.
- No obstante, puede que exista un pequeño período de adaptación para los usuarios acostumbrados a ver vistas finales basadas en la amplitud.
Referencias
- JF Cruza, J. Camacho y C. Fritsch, Plane-wave phase-coherence imaging for NDE, NDT & E International, vol. 87, pág. 31–37, abril 2017.
- B. Gauthier, G. Painchaud-April, A. Le Duff y P. Belanger, «Lightweight and Amplitude-Free Ultrasonic Imaging Using Single-Bit Digitization and Instantaneous Phase Coherence», IEEE Trans. Ultrason., Ferroelect., Freq. Contr., vol. 69, N.º 5, pág. 1763–1774, mayo 2022, doi: 10.1109/TUFFC.2022.3163621.
- B. Gauthier, G. Painchaud-April, A. Le Duff y P. Bélanger, «Towards an Alternative to Time of Flight Diffraction Using Instantaneous Phase Coherence Imaging for Characterization of Crack-Like Defects», Sensors, vol. 21, N.º 3, pág. 730, enero. 2021, doi: 10.3390/s21030730.
- A. Le Duff, N. Badeau, E. Peloquin, G. Painchaud-April, C.-H. Kwan y B. Gauthier, «Total Focusing Method with Phase-Only Ultrasound Signal for Small Flaw Detection», International Ultrasonic Testing Conference (UT-Online) [Conferencia internacional sobre los ensayos ultrasónicos (UT- en línea), 2021.
- G. Painchaud-April, A. Le Duff, C. Kwan. C. Brillon, Phase-Based Approach for Ultrasonic Inspection, World Intellectual Property Organization (WIPO). 02.09.2021. WO/2021/168565 https://patentscope.wipo.int/search/fr/detail.jsf?docId=WO2021168565=EP383773045

