1. Contexte
Puisque la qualité d’un véhicule dépend de la qualité globale de ses pièces, les fabricants doivent tous suivre des normes d’excellences strictes pour tous les composants. Ils doivent également tenir compte de diverses exigences, comme la réduction des émissions, l’efficacité énergétique, la durabilité à long terme et les normes réglementaires. La complexité croissante des pièces et composants automobiles oblige aussi les fabricants à accorder beaucoup d’importance aux caractéristiques des matériaux, aux tolérances d’ajustement et à la propreté des composants, qui jouent tous un rôle important dans la durabilité à long terme et la durée de vie du produit final.
Des particules contaminantes peuvent directement nuire à la fiabilité d’une pièce, surtout lorsque celle-ci est assemblée au moyen de composants provenant de plusieurs fournisseurs. Les systèmes et les composants rétrécissant de plus en plus, même les plus petites particules peuvent provoquer une défaillance catastrophique. Il est donc essentiel d’évaluer la propreté et l’intégrité des composants et des liquides.
2. Application
Pendant la production, les pièces métalliques fabriquées sont traitées : elles sont coupées, meulées et ébavurées. De graves problèmes touchant l’ensemble du système peuvent survenir si des éclats de métal et d’autres corps étrangers produits lors du traitement des pièces ne sont pas correctement nettoyés et retirés des systèmes critiques (p. ex. attaches de palier de vilebrequin, dispositifs de blocage de vannes, buses, injecteurs, filtres ou composants électroniques). L’ensemble du système est sujet à une défaillance si une partie du circuit de carburant, du mécanisme de freinage, du circuit hydraulique ou des pièces électroniques ne répond pas aux exigences en matière de propreté.
Pour s’assurer de la propreté des pièces et du système, on sépare d’abord les particules contaminantes des composants en utilisant une armoire d’extraction dans une salle blanche. On élimine les contaminants des pièces au moyen d’une douche liquide ou d’un bain à ultrasons, puis on filtre le liquide de nettoyage au moyen d’une membrane pour extraire les particules. Le filtre est ensuite attaché à un support et séché, puis installé sur une platine de microscope pour l’acquisition et l’examen d’images.
Puisqu’un certain agrandissement peut limiter le champ de vision de la caméra, il est possible que les grosses particules soient fractionnées sur deux ou plusieurs images. Pour s’assurer qu’elles ne sont détectées qu’une seule fois, on peut utiliser différents paramètres pour décrire chaque particule. Les plus importants sont le diamètre de Féret maximal et le diamètre de cercle équivalent, qui mesurent tous deux la longueur d’une particule. D’autres paramètres peuvent être utilisés pour mesurer la superficie, la forme et la réflectivité d’une particule. Ces caractéristiques sont utilisées pour reconnaître des familles de particules spéciales, comme les fibres et les particules réfléchissantes. On distingue les particules métalliques et non métalliques en fonction du comportement de la lumière réfléchie.
Les particules sont regroupées selon différentes classes de tailles afin de simplifier le rapport et pour permettre une meilleure comparaison des mesures. Le nombre absolu ou extrapolé de particules doit être normalisé en fonction d’une valeur de référence. De plus, le nombre de particules est normalisé en fonction d’une valeur de comparaison, selon la norme utilisée et le filtre testé. Les utilisateurs peuvent ainsi comparer plusieurs mesures, même si les échantillons ont des tailles différentes. Les paramètres de classification et la division des particules par classes sont définis dans diverses normes internationales. Dans l’industrie automobile, les classes de tailles sont définies par des tailles de particule minimales et maximales. Chaque particule est placée dans une seule classe. Une norme typique décrivant des classes de tailles différentielles est la norme VDA 19.1 :
- Classe D : Toutes les particules ayant un diamètre de Féret maximal de plus de 25 µm et de moins de 50 µm
- Classe E : Toutes les particules ayant un diamètre de Féret maximal de plus de 50 µm et de moins de 100 µm
- Classe F : Toutes les particules ayant un diamètre de Féret maximal de plus de 100 µm et de moins de 150 µm
Selon cette norme, une particule ayant un diamètre de 75 µm sera placée dans la classe de tailles E. Après le processus de détection des particules, le système génère un rapport, lequel indique tous les résultats de mesure (la taille de chaque particule, généralement en fonction du diamètre de Féret maximal) ainsi que les données liées à la membrane filtrante.
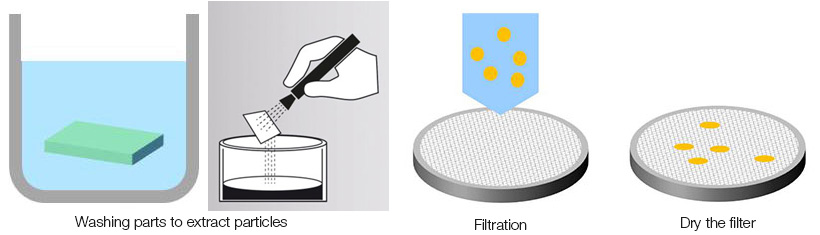
Figure 1. Extraction de particules contaminantes aux fins d’inspection
3. Solutions proposées par Olympus pour les particules métalliques et non métalliques
Conçu pour répondre aux exigences de propreté de l’industrie moderne et aux directives nationales et internationales comme celles des normes VDA 19.1 et ISO 16232, l’OLYMPUS CIX100 est un système spécialisé clé en main vous permettant de compter, d’analyser et de classer les contaminants et particules étrangères de taille micrométrique, aussi petits que 2,5 µm. La solution d’analyse complète en un seul balayage vous permet d’effectuer des balayages deux fois plus rapidement qu’avec les autres systèmes d’inspection, car les particules métalliques et non métalliques sont détectées simultanément. Le système affiche toutes les particules comptées et triées en direct, tandis que de puissants outils facilitent l’examen des données d’inspection. Le logiciel intuitif guide les utilisateurs à chaque étape du processus, permettant même aux utilisateurs novices d’obtenir rapidement et facilement des données concernant la propreté. Alors que la détection de particules métalliques oblige habituellement les utilisateurs à saisir deux images individuelles en faisant pivoter un analyseur de 90° – un processus chronophage –, le système OLYMPUS CIX reconnaît les particules réfléchissantes et non réfléchissantes en un seul balayage.
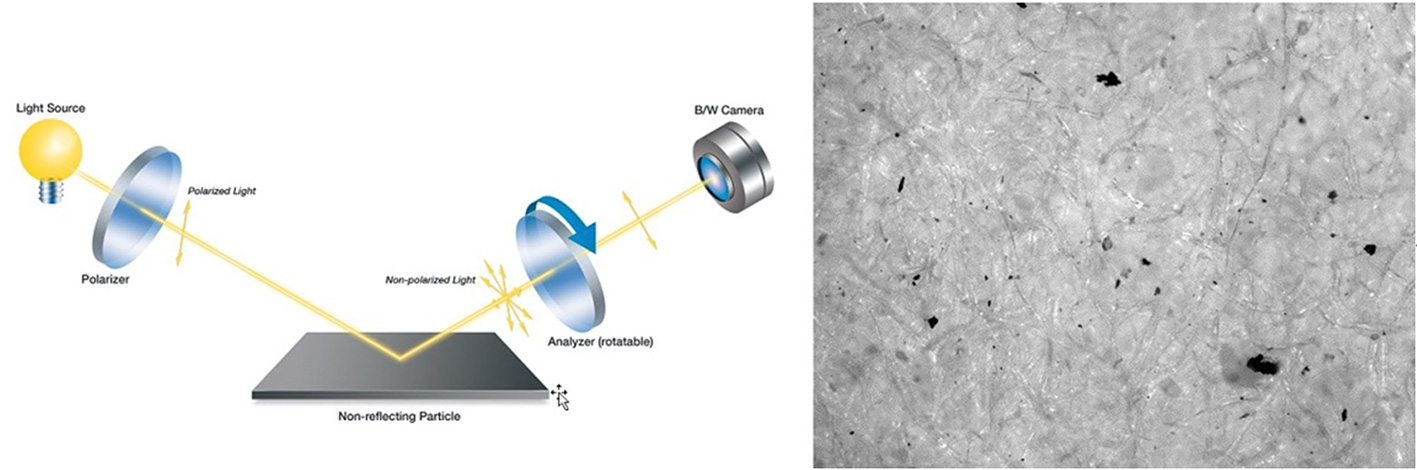 Figure 2 : La lumière incidente sur la membrane filtrante et sur les particules non métalliques se diffuse. Peu importe la lumière incidente, la lumière « réfléchie » n’est pas polarisée. En effet, même si la lumière incidente est polarisée, cette polarisation se perd après que la lumière ait atteint la particule. La membrane filtrante est toujours plus lumineuse que les particules non métalliques qui s’y trouvent.
Figure 2 : La lumière incidente sur la membrane filtrante et sur les particules non métalliques se diffuse. Peu importe la lumière incidente, la lumière « réfléchie » n’est pas polarisée. En effet, même si la lumière incidente est polarisée, cette polarisation se perd après que la lumière ait atteint la particule. La membrane filtrante est toujours plus lumineuse que les particules non métalliques qui s’y trouvent.
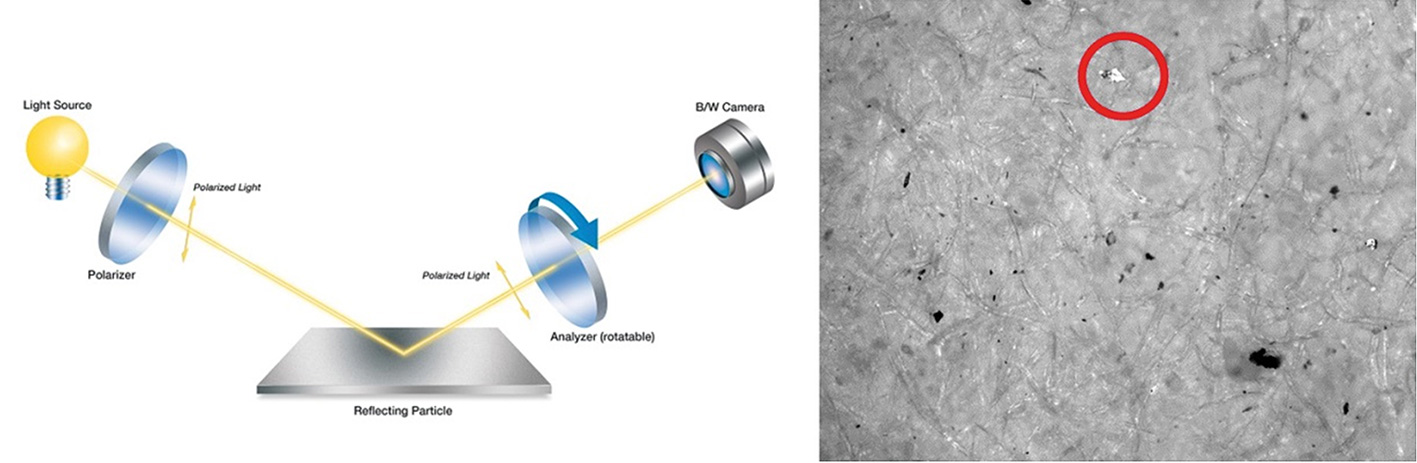 Figure 3 : Lorsque la lumière incidente frappe une particule métallique, elle crée une véritable réflexion. La polarisation de la lumière réfléchie par une surface métallique ne change pas. Cette différence liée à la polarisation de la lumière réfléchie est exploitée dans la méthode « classique » de l’inspection de la propreté. Cette polarisation peut être analysée par la caméra et le logiciel. Les particules métalliques sont très brillantes lorsque le polariseur et l’analyseur sont mis en parallèle.
Figure 3 : Lorsque la lumière incidente frappe une particule métallique, elle crée une véritable réflexion. La polarisation de la lumière réfléchie par une surface métallique ne change pas. Cette différence liée à la polarisation de la lumière réfléchie est exploitée dans la méthode « classique » de l’inspection de la propreté. Cette polarisation peut être analysée par la caméra et le logiciel. Les particules métalliques sont très brillantes lorsque le polariseur et l’analyseur sont mis en parallèle.
Le système OLYMPUS CIX fonctionne différemment (figure 4). Le faisceau de lumière incidente est également polarisé. La polarisation d’une bande du spectre de lumière est modifiée au moyen d’une lame à retard. La polarisation de la lumière incidente est donc différente en fonction des couleurs (figure 5).
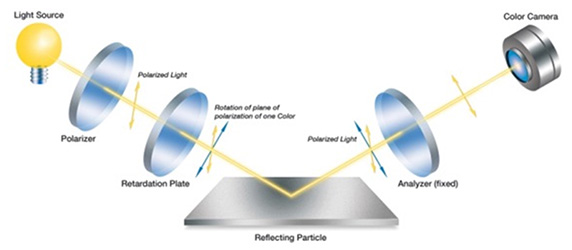
Figure 4a : La réflexion diffuse de la lumière sur les particules non métalliques ou la membrane filtrante se fait exactement comme lorsqu’on utilise une configuration classique. La lumière réfléchie n’est polarisée dans aucune gamme de couleurs et n’a pas besoin d’être analysée. La membrane filtrante est toujours plus lumineuse que les particules foncées qui s’y trouvent.
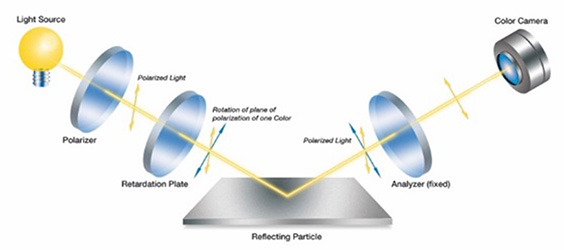
Figure 4b : La réflexion de la lumière sur les particules métalliques suit aussi le principe d’une configuration classique et préserve la polarisation de la lumière. Il est toutefois possible de détecter les particules métalliques directement sur l’image en couleurs puisque la polarisation de chaque couleur est connue. Les particules métalliques deviennent lumineuses seulement pour une couleur en particulier.
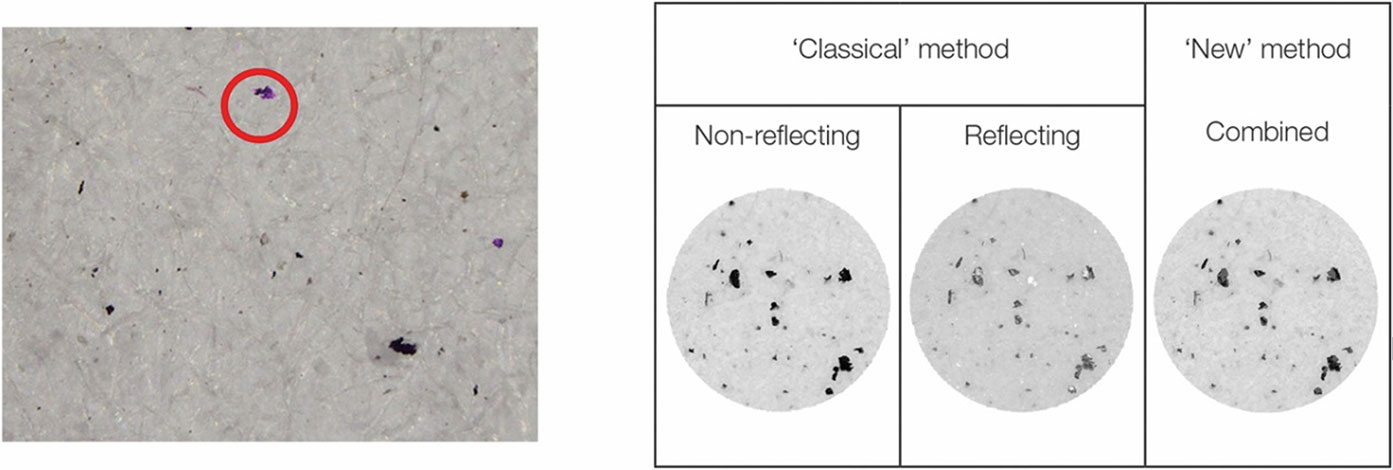
Figure 5 : Une seule image en couleurs est requise pour séparer les particules réfléchissantes (métalliques) des particules non réfléchissantes (non métalliques). Un deuxième balayage n’est pas nécessaire, ce qui permet de gagner du temps. De plus, aucune pièce mécanique ne doit être tournée, ce qui réduit l’usure de l’appareil.
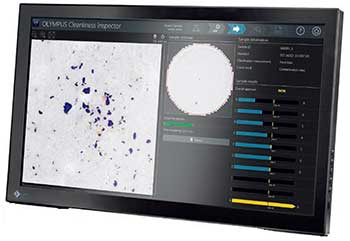
Toutes les données pertinentes, y compris les images en temps réel et les images d’aperçu, sont affichées en direct sur un seul écran pour permettre à l’utilisateur d’arrêter ou d’interrompre l’inspection si une membrane filtrante présente trop de contaminants (figure 6). Le système compte les particules réfléchissantes et non réfléchissantes et les trie selon différentes classes de tailles définies dans la configuration d’inspection et dans la norme choisie. Le système OLYMPUS CIX100 prend en charge les principales normes internationales utilisées par les industries de l’automobile, dont les suivantes :
- ISO 16232-10 (A) (N) (V)
- VDA 19.1 (A) (N) (V)
- ISO 4406
- ISO 4407
- ISO 12345
- NAS 1638
- NF E48-651
- NF E48-655
- SAE AS4059
La fonction de graphique de contrôle statistique illustre le niveau de conformité de la classification des particules, offrant ainsi une fiabilité améliorée. Les vignettes de tous les contaminants détectés sont reliées aux mesures dimensionnelles, ce qui facilite l’examen des données. Les utilisateurs peuvent facilement récupérer l’information pour un contaminant particulier.
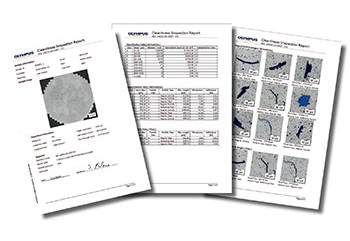
Le système OLYMPUS CIX100 offre un rendement et une productivité améliorés tout au long du processus d’inspection. Les flux de travaux intuitifs et les instructions détaillées pour l’utilisateur aident à réduire les temps de cycle, les coûts par test et les erreurs de traitement. De plus, les outils intelligents de production de rapports utilisent des modèles prédéfinis conformes aux normes de l’industrie. Les rapports des résultats sont créés dans Microsoft Word 2016 et peuvent être exportés au format PDF (figure 7). Les modèles prédéfinis aident les utilisateurs inexpérimentés à éviter les erreurs, mais peuvent être facilement modifiés pour répondre aux besoins de tout utilisateur. Enfin, le système enregistre automatiquement l’image de la membrane balayée à des fins de retraitement ou de recalcul.
Figure 6. Le traitement de l’image permet de faire la distinction entre les types de contaminants détectés par le système d’inspection de la propreté des composants. |
Figure 7. Rapport d’analyse de la propreté |