6.6 基本波形判读
L’interprétation des formes d’ondes ultrasons requiert de la formation et de l’expérience. Un inspecteur formé peut se baser sur les caractéristiques de l’écho pour déterminer la forme et l’emplacement de l’indication. Cette section contient les grandes lignes de quelques indications courantes. Il faut souligner que ces exemples ne visent qu’à illustrer le concept et qu’ils ne remplacent pas l’interprétation d’un inspecteur formé au courant des exigences de l’inspection.
Dans tous les cas, il faut commencer par effectuer l’étalonnage avec la sonde d’angle, tel qu’expliqué dans la section 4.3. La plupart des procédures d’inspection spécifient également comment régler le niveau de gain de référence à l’aide de la génératrice d’un bloc étalon IIW ou d’un réflecteur de référence similaire afin de normaliser le niveau de gain de départ de l’inspection. Une fois ce réglage terminé, l’inspection peut commencer. Généralement, la sonde est déplacée de la façon expliquée dans les section 6.4.
Trouver l’amplitude maximale
Lorsque le balayage démontre la présence d’une indication, il faut identifier l’emplacement de la sonde produisant l’amplitude la plus élevée. Cette recherche de l’amplitude maximale est effectuée dans deux directions : d’abord sur la longueur de la soudure (direction transversale) et ensuite par rapport à la distance de la soudure (direction axiale). Ici, le logiciel de courbe enveloppe traçant l’enveloppe de l’écho est très utile pour la documentation de l’emplacement de la sonde produisant l’écho le plus fort.
| Recherche de l’amplitude maximale en direction transversale | Recherche de l’amplitude maximale en direction axiale |
La recherche de l’amplitude maximale en direction transversale peut aussi servir à déterminer la largeur transversale de l’indication. Une procédure courante permettant d’y arriver est d’utiliser la méthode à 6 dB, présentée dans la figure ci-dessous, dans laquelle la sonde est déplacée de gauche à droite en même temps que l’inspecteur prend en note les deux points de réflexion maximale du milieu des indications chute de 50 % aux extrémités. La distance entre le centre de la sonde de chacun de ces points représente la largeur de l’indication. D’autres procédures peuvent utiliser un point d’amplitude différent comme référence.
Exemples d’indications de défauts
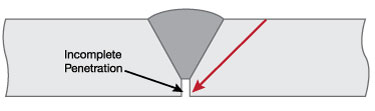
(a) Manque de pénétration — Ce type d’indication génère habituellement une très forte réflexion à partir de la racine de la soudure à la frontière entre le premier et le deuxième demi-bond. Elle est aussi observée lorsque la soudure est inspectée de l’autre côté.
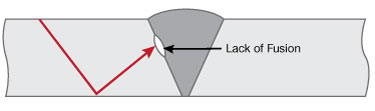
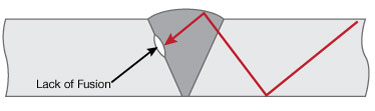
(b) Manque de fusion — Ce type d’indication génère habituellement une forte réflexion avec une montée et une chute rapides dans le deuxième demi-bond d’un côté de la soudure et une indication plus faible dans le troisième demi-bond ou aucune indication de l’autre côté. Une réponse prolongée lors du balayage axial indique la longueur de la coupe transversale. La première vidéo ci-dessous montre le signal lorsque la soudure est inspectée de côté où est situé le manque de fusion, et la deuxième vidéo montre le même réflecteur vu de l’autre côté de la soudure.
 |  |
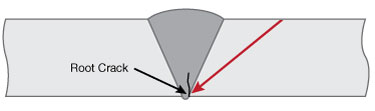
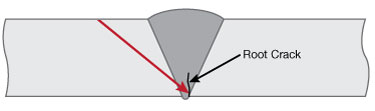
(c) Fissuration à la racine – Ce type d’indication génère un signal de premier demi-bond à partir de la racine de la soudure. L’indication de fissuration apparaît près de la réflexion provenant de la première passe de soudure. La première vidéo présentée ci-dessous montre le signal lorsque la soudure est balayée du côté de la fissuration à la racine, avec l’indication dans la porte et l’écho de la passe de soudure dans la graticule L1. La deuxième vidéo montre le même réflecteur vu de l’autre côté, avec un fort écho provenant de la passe de soudure situé devant l’indication de fissuration.
 |  |
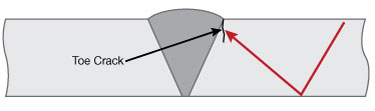
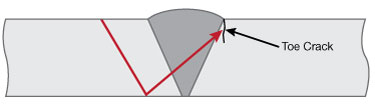
(d) Fissure au raccordement — Ce type d’indication génère habituellement un signal dans le deuxième demi-bond provenant du dessus de la soudure, devant l’écho du cordon lorsque la soudure est inspectée d’un côté et après l’écho du cordon lorsqu’elle est inspectée de l’autre côté. Dans les vidéos ci-après, l’écho du cordon est situé dans le graticule L2. La première vidéo ci-dessous montre le signal lorsque la soudure est inspectée de côté où est située la fissure au raccordement, et la deuxième vidéo montre le même réflecteur vu de l’autre côté de la soudure. Étant donné que les fissures sont des indications non planes, elles génèrent souvent des réflexions multiformes.
 |  |
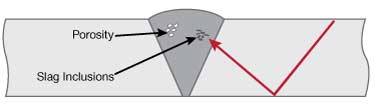
(e) Porosité et inclusion de laitier — Ces types d’indications génèrent habituellement un amas d’échos montrant plusieurs facettes au moment de la rotation de la sonde. Les échos provenant de ces indications ne sont généralement pas aussi forts que les échos produits par les défauts plans et les grandes fissures. Le laitier peut ressembler à la porosité. L’écho multifacette peut être plus faible que l’écho provenant de la porosité, et les formes et les amplitudes des crêtes changent rapidement lors de la rotation de la sonde.