概述
Diversi strumenti di misura sono in grado di misurare la rugosità della superficie
Strumenti di misura di rugosità della superficie possono essere classificati in strumenti a contatto e senza contatto.
|
| Metodo | Strumento di misura | Vantaggi | Limitazioni |
| Misura a contatto | Stilo per le rugosità |
|
|
| Misura senza contatto | Interferometri a scansione di coerenza |
|
|
| Microscopio laser |
|
| |
| Microscopio digitale |
|
| |
| Microscopia a scansione di sonda (SPM) |
|
|
Soluzioni del microscopio OLS5000 per rugosità della superficie |
Vantaggi rispetto a una stilo a contatto
Vantaggi rispetto
agli interferometri a scansione di coerenzaVantaggi rispetto
ai microscopi a scansione di sonda (SPM)
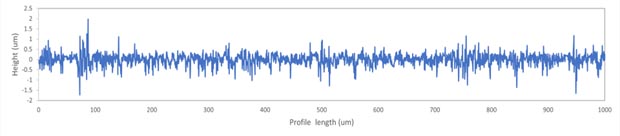
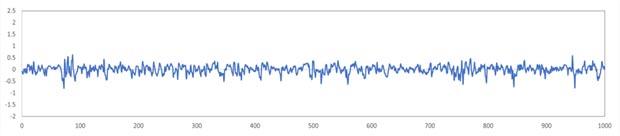
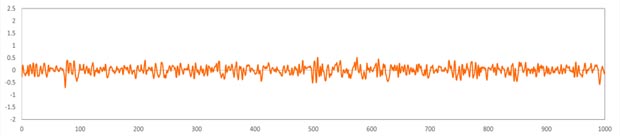
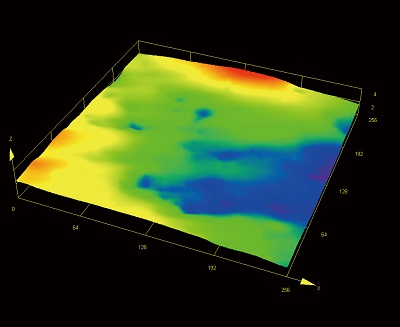
È possibile correlare i dati tra un dispositivo di misura della rugosità superficiale di tipo stilo e un microscopio laser? Sebbene i microscopi laser siano apprezzati per la loro capacità di acquisire i dati con una modalità senza contatto, si teme che i risultati potrebbero non essere correlati con i dati acquisiti mediante un classico strumento di tipo stilo. Sebbene alcune differenze siano inevitabili quando si utilizzano diversi tipi di misura, per raggiungere un elevato grado di correlazione è necessario unificare le condizioni di misura e analisi il più possibile. Di seguito viene riportato un confronto dei dati acquisiti con un microscopio laser e un dispositivo di misura della rugosità superficiale di tipo stilo. Nella Figura 1 sono illustrati i dati non elaborati acquisiti con il microscopio laser prima di applicare il filtro mentre nella Figura 3 sono illustrati i dati acquisiti con il dispositivo di misura della rugosità superficiale di tipo stilo. Nel caso di uno strumento di tipo stilo, viene in genere prima applicato un filtro λs (λs = 2,5 µm, in questo caso) ai dati acquisiti. In seguito viene applicato lo stesso filtro λs ai dati non elaborati del microscopio laser (Figura 1) come termine di confronto. Applicando un filtro di λs = 2,5 µm ai dati della Figura 1 si ottengono dei dati nella Figura 2. Confrontando la Figura 2 e la Figura 3 è possibile vedere che corrispondono. Pertanto è possibile dedurre che abbinando le condizioni di misura e applicando le stesse condizioni del filtro, i dati acquisiti mediante il microscopio laser e lo strumento stilo possono essere correlati. Campione: Campione di rugosità standard No.504 Figura 1. Laser (dati non elaborati): Obiettivo 20× (NA 0,6)
Figura 2. Laser (con filtro): Obiettivo 20× (NA 0,6)
Figura 3. Stilo (NA 0,6)
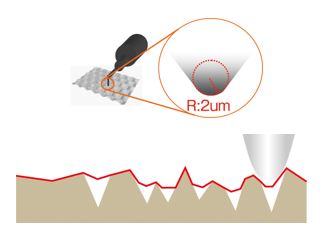
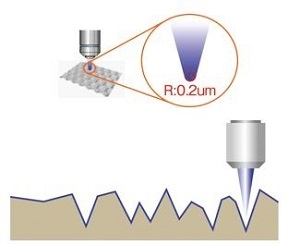
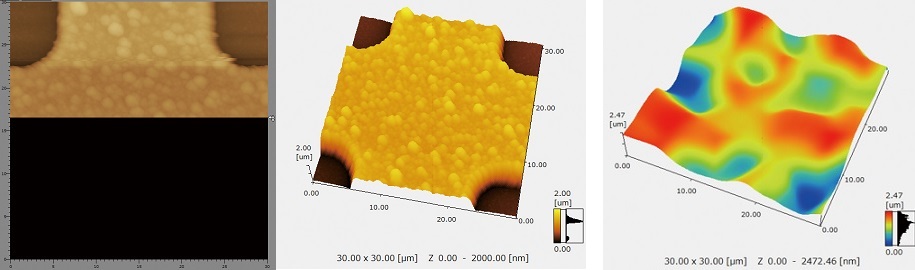
Il raggio del terminale è compreso tra 2 e 10 µm rendendo difficile l'acquisizione di piccoli cambiamenti nelle rugosità. A causa delle dimensioni può risultare difficile per una stilo l'effettuazione di misure su aree di ridotte dimensioni come i fili.
Tuttavia il laser usato dal microscopio OLS5000 ha solamente un diametro di 0,2 µm, consentendo di misurare piccole irregolarità e di acquisire dati di aree target di ridotte dimensioni.
|
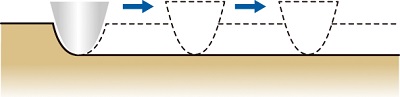
Un altro svantaggio di una stilo è che richiede un contatto diretto tra la sonda e la superficie del campione. Per campioni morbidi o delicati la stilo può causare effettivamente dei danni.
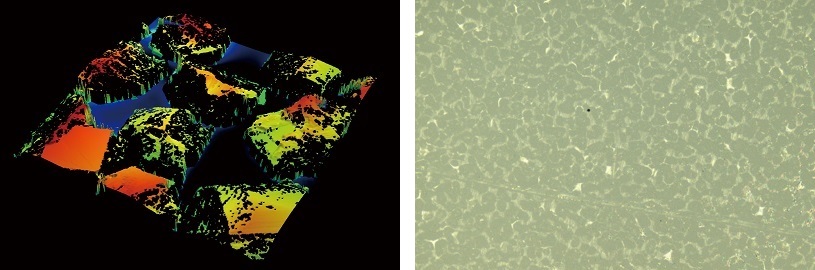
Le sonde stilo possono alterare la superficie del campione Visto che il laser usato dal microscopio OLS5000 acquisisce le informazioni senza entrare in contatto diretto con il campione è possibile acquisire delle precise misure di rugosità senza causare alterazioni
256 × 256 μm di nastro adesivo |
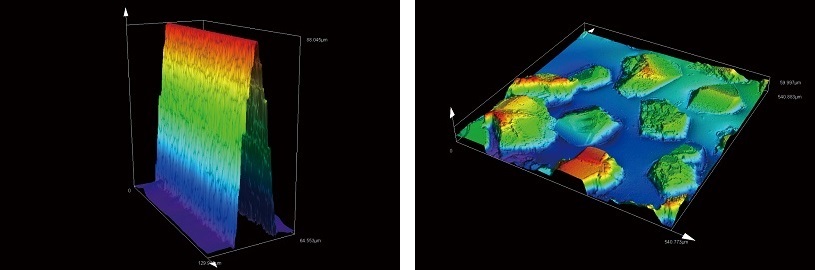
Sebbene gli interferometri a luce bianca possiedano una sensibilità al rilevamento a livello subnanometrico per superfici regolari, essi presentano diversi svantaggi. Innanzitutto gli risulta difficile realizzare misure precise di superfici irregolari molto inclinate, rendendoli non adatti per numerose applicazioni. Inoltre i loro sensori tendono a non rilevare segnali deboli, complicando ulteriormente la capacità degli interferometri di effettuare misure precise. In aggiunta, sebbene integrino un obiettivo, l'apertura numerica è inferiore rispetto a quella usata nei microscopi ottici e possiedono una risoluzione orizzontale inferiore, rendendo difficile ottenere chiare immagini live del proprio campione.
|
Invece il microscopio OLS5000 impiega un laser per effettuare le misure e integra degli obiettivi dedicati con un apertura numerica elevata. Queste funzionalità permettono di ottenere delle misure precise indipendentemente dalla superficie del campione, anche se è molto inclinata. Gli obiettivi di alta qualità permettono di visualizzare campioni acquisendo allo stesso tempo le misure, ottenendo così dei dati delle immagini effettuando le misure.
|
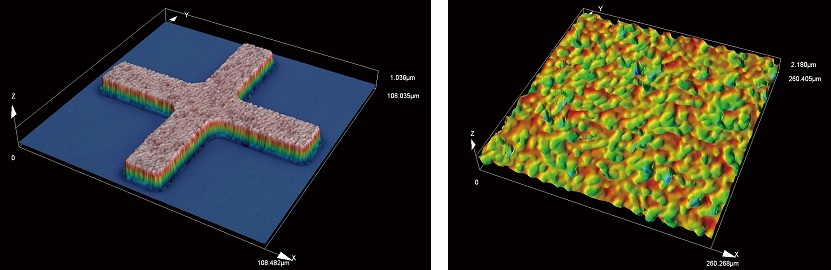
I microscopi a scansione di sonda sono in grado di effettuare delle misure subnanometriche, tuttavia il loro sistema di scansione basato su cantilever rende l'acquisizione dei dati un processo esigente in termini di tempo. Inoltre la loro area di scansione è limitata a circa 100 µm, rendendoli non adatti per la misura di elementi ampi e l'osservazione a basso ingrandimento.
|
I microscopi laser OLS5000 sono in grado di effettuare delle misure subnanometriche molto più velocemente. Inoltre permettono di osservare delle irregolarità attraverso un ampio campo visivo. La funzione di stitching può essere usata per ampliare ulteriormente l'area di analisi.
|
Normazione internazionaleL'Organizzazione Internazionale per la Normazione (ISO) promuove la definizione delle norme per la misura areale; numerose norme di base sono già state adottate. Nella seguente tabella sono elencate le norme principali applicabili al metodo profilo e metodo areale. Le norme del metodo per profilo sono state create considerando l'uso esclusivo di strumenti di misura basati su sonde a contatto. Le norme definiscono le necessarie condizioni di misura unificate, inclusi la lunghezza di valutazione, il valore di soglia, il raggio dell'estremità della sonda, ecc. Nel caso del metodo areale, sono utilizzati diversi strumenti di misura basati su vari principi operativi, rendendo impossibile introdurre delle necessarie condizioni di misura unificate. Di conseguenza gli utenti devono determinare le condizioni di misura necessarie in rapporto allo scopo della valutazione. Suggerimenti per la definizione delle condizioni di misura sono descritte nella sezione "Fondamenti della valutazione delle rugosità della superficie mediante la microscopia laser". Norme principali dei metodi per profilo e areale |
| Tipo di metodo per profilo | Tipo di metodo areale | |
| Parametri della tessitura superficiale | ISO 4287:1997 | ISO 25178:2 |
| ISO 13565:1996 | ||
| ISO 12085:1996 | ||
| Condizioni di misura | ISO 4288:1996 | ISO 25178:3 |
| ISO 3274:1996 | ||
| Filtro | ISO 11562:1996 | Serie ISO 16610 |
| Classificazione degli strumenti di misura | - | ISO25178-6:2010 |
| Taratura degli strumenti di misura | ISO 12179:2000 | In fase di definizione |
| Componenti di riferimento per la taratura | ISO 5436:1 | ISO25178-70:2013 |
| Metodo grafico | ISO 1302:2002 | ISO25178-1:2016 |
Terminologia tecnica e descrizioni |
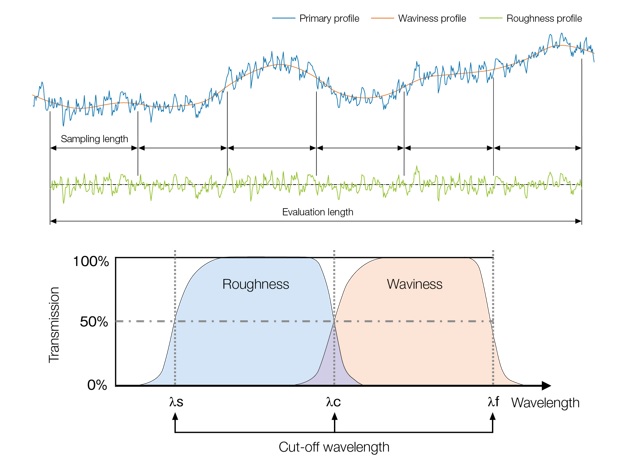
Curva principale del profiloRappresenta la curva ottenuta applicando un filtro passa-basso con un valore di soglia di λs per il profilo principale misurato. Il parametro della tessitura superficiale calcolato dal profilo principale viene definito come parametro principale del profilo (parametro P). Profilo della rugositàRappresenta il profilo derivato dal profilo principale escludendo la componente dell'onda lunga mediante il filtro passa-alto con un valore di soglia di λc. Il parametro della tessitura superficiale calcolato dal profilo della rugosità viene definito come parametro del profilo della rugosità (parametro R). Profilo di ondulazioneRappresenta il profilo ottenuto dall'applicazione sequenziale dei filtri del profilo con valori di soglia di λf e λc al profilo principale. λf esclude la componente dell'onda lunga mentre λc del filtro esclude la componente dell'onda corta. Il parametro della tessitura superficiale calcolato dal profilo di ondulazione viene definito come parametro del profilo di ondulazione (parametro W). Filtro del profiloRappresenta il filtro per l'isolamento delle componenti dell'onda corta e dell'onda lunga contenuti nel profilo. Sono definiti tre tipi di filtri:
| Lunghezza d'onda di sogliaRappresenta la lunghezza d'onda di soglia per i filtri del profilo. È la lunghezza d'onda indicante il fattore di trasmissione del 50% per una data ampiezza. Lunghezza di campionamentoRappresenta la lunghezza in direzione dell'asse X usata per la determinazione delle caratteristiche del profilo. Lunghezza di valutazioneRappresenta la lunghezza in direzione dell'asse X usata per valutare il profilo considerato.
Grafico concettuale del metodo per profilo |
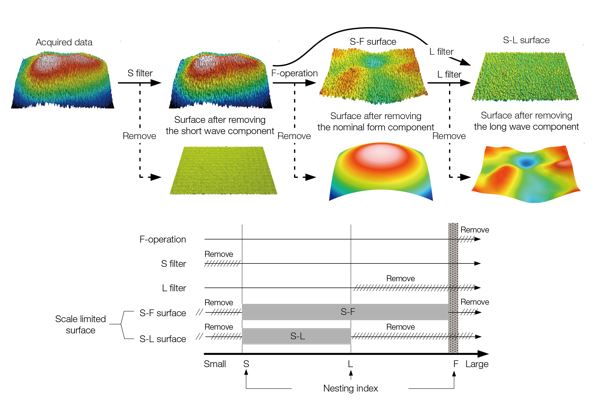
Superficie a scala limitataI dati della superficie servono come base per il calcolo dei parametri della tessitura superficiale areale (superficie S-F o superficie S-L). Alcune volte viene denominata "superficie". Filtro arealeRappresenta il filtro per la separazione delle componenti dell'onda lunga e dell'onda corta contenute nelle superfici a scala limitata. Sono definiti tre tipi di filtri in base alla funzione:
Nota: I filtri gaussiani sono in genere applicati come filtri S e L, inoltre l'associazione dei minimi quadrati totali è applicato per l'operazione F. Filtro gaussianoRappresenta un tipo di filtro areale in genere usato nelle misure delle aree. Il filtro è applicato per convoluzione in base alle funzioni di ponderazione derivate dalla funzione gaussiana. Il valore dell'indice nesting è la lunghezza d'onda del profilo sinusoidale per il quale è trasmessa 50% dell'ampiezza. Filtro splineRappresenta un tipo di filtro areale con una distorsione più ridotta nel bordo periferico quando è confrontato al filtro gaussiano. Indice nestingÈ l'indice che rappresenta la lunghezza d'onda della soglia per i filtri areali. Gli indici nesting per l'applicazione dei filtri gaussiani areali sono definiti in termini di unità di lunghezza e sono equivalenti al valore di soglia nel metodo del profilo. | Superficie S-FRappresenta la superficie ottenuta eliminando le componenti delle lunghezze d'onda ridotte mediante il filtro S e in seguito viene effettuata un'elaborazione rimuovendo certe componenti di forma mediante l'operazione F. Superficie S-LRappresenta la superficie ottenuta eliminando le componenti delle lunghezze d'onda ridotte mediante il filtro S e in seguito vengono eliminate le componenti delle lunghezze d'onda ampie mediante il filtro L. Area di valutazioneRappresenta una parte rettangolare della superficie definita per la valutazione delle caratteristiche. L'area di valutazione dovrebbe essere quadrata, se non specificato diversamente.
Grafico concettuale del metodo areale |
Fondamenti della valutazione delle rugosità della superficie mediante la microscopia laser |
1. Nel seguente elenco scegliere l'obiettivo idoneo in base al parametro da misurare (rugosità, ondulazione o variabilità). Assicurarsi che la distanza di lavoro (WD - working distance) superi la distanza tra il campione e l'obiettivo.
2. Se esistono diversi obiettivi idonei è necessario effettuare una scelta definitiva. La dimensione del campo di misura dovrebbe essere cinque volte la scala della struttura d'interesse meno definita.
- Se esistono diversi obiettivi idonei, scegliere l'obiettivo con l'apertura numerica più ampia (N.A. - numerical aperture).
- Se non è selezionabile un obiettivo idoneo, effettuare nuovamente la scelta (questa volta includendo gli obiettivi con l'indicazione "idoneo in funzione dell'uso") o considerare la possibilità di ampliare l'area mediante la funzione stitching.
| Obiettivi | Specifiche tecniche | Parametro da misurare | |||||
| Apertura numerica (A.N.) | Distanza di lavoro (D. L.) (unità di misura: mm) | Diametro del punto di focalizzazione* (unità di misura: μm) | Campo di misura** (unità di misura: μm) | Rugosità | Ondulazione | Variabilità (Z) | |
| MPLFLN2.5X | 0,08 | 10,7 | 6,2 | 5120 × 5120 | X | X | X |
| MPLFLN5X | 0,15 | 20 | 3,3 | 2560 × 2560 | X | X | X |
| MPLFLN10XLEXT | 0,3 | 10,4 | 1,6 | 1280 × 1280 | X | ○ | △ |
| MPLAPON20XLEXT | 0,6 | 1 | 0,82 | 640 × 640 | △ | ○ | ○ |
| MPLAPON50XLEXT | 0,95 | 0,35 | 0,52 | 256 × 256 | ◎ | ○ | ◎ |
| MPLAPON100XLEXT | 0,95 | 0,35 | 0,52 | 128 × 128 | ◎ | ○ | ◎ |
| LMPLFLN20XLEXT | 0,45 | 6,5 | 1,1 | 640 × 640 | △ | ○ | ○ |
| LMPLFLN50XLEXT | 0,6 | 5 | 0,82 | 256 × 256 | △ | ○ | ○ |
| LMPLFLN100XLEXT | 0,8 | 3,4 | 0,62 | 128 × 128 | ○ | ○ | ◎ |
| SLMPLN20X | 0,25 | 25 | 2 | 640 × 640 | X | ○ | △ |
| SLMPLN50X | 0,35 | 18 | 1,4 | 256 × 256 | X | ○ | △ |
| SLMPLN100X | 0,6 | 7,6 | 0,82 | 128 × 128 | △ | ○ | ○ |
| LCPLFLN20XLCD | 0,45 | 7,4–8,3 | 1.1 | 640 × 640 | △ | ○ | ○ |
| LCPLFLN50XLCD | 0,7 | 3,0–2,2 | 0,71 | 256 × 256 | ○ | ○ | ○ |
| LCPLFLN100XLCD | 0,85 | 1,0–0,9 | 0,58 | 128 × 128 | ○ | ○ | ◎ |
* Valore teorico.
|
◎ : Più idoneo
|
La funzionalità dei filtri rispettivi, la combinazione dei filtri e la dimensione dei filtri usati nell'analisi degli elementi della superficie sono descritti di seguito: Le condizioni del filtro sono determinate in base agli obiettivi delle analisi. Funzionalità del filtroEffettuando l'analisi parametrica degli elementi della superficie, dovrebbe essere considerata l'applicazione di tre tipi di filtri (operazione F, filtro S e filtro L) per i dati della tessitura della superficie acquisiti in base agli obiettivi della misura. |
|
Combinazioni del filtro
Per i tre filtri sono disponibili otto combinazioni (operazione F, filtro S e filtro L). Scegliere la combinazione di filtri applicata riferendosi all'elenco di obiettivi di misura riportato nella seguente tabella.
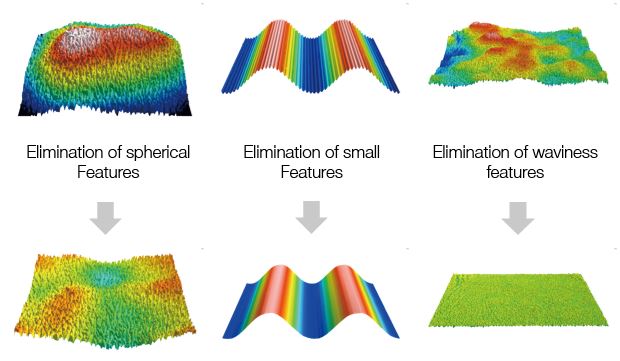
| Scopo | Quando si analizzano i dati grezzi acquisiti | Quando si elimina la componente di ondulazione | Quando si eliminano le componenti di forma (sfere, curve e altre) | Quando si eliminano le componenti di forma (sfere, curve e altre) oltre alla componente di ondulazione | Quando si eliminano i rumori e le componenti delle piccole rugosità | Quando si eliminano i rumori, le componenti delle piccole rugosità e le componenti di ondulazione | Quando si eliminano le componenti di forma (sfere, curve e altre) oltre i rumori, le componenti delle piccole rugosità | Quando si eliminano i rumori, le componenti delle piccole rugosità, le componenti di forma (sfere, curve e altre) e le componenti di ondulazione |
| Operazione F | - | - | 〇 | 〇 | - | - | 〇 | 〇 |
| Filtro S | - | - | - | - | 〇 | 〇 | 〇 | 〇 |
| Filtro L | - | 〇 | - | 〇 | - | 〇 | - | 〇 |
- : Non applicabile
○ : Applicabile
Dimensione del filtro (indici nesting)
L'intensità di filtraggio (capacità di separazione) viene definita dagli indici nesting (in alternativa i filtri L sono denominati soglie [cutoff]).
- Il filtro S elimina progressivamente componenti di elementi più dettagliati in rapporto a valori dell'indice nesting maggiori
- Il filtro L elimina progressivamente componenti di elementi di ondulazione in rapporto a valori dell'indice nesting minori
Sebbene quando si definiscono i valori degli indici nesting sia consigliato l'uso di valori numerici (0,5, 0,8, 1, 2, 2,5, 5, 8, 10 e 20), si applicano le seguenti limitazioni:
- Il valore dell'indice nesting per i filtri S deve essere definito in modo da superare la risoluzione ottica (≒ diametro del punto di focalizzazione)e da essere almeno tre volte il valore dell'intervallo di campionamento dei dati
- L'indice nesting per il filtro L deve essere definito con un valore inferiore a quello dell'area di misura (lunghezza del lato stretto dell'area del rettangolo)