1. Introduzione
Nel campo dei controlli non distruttivi a ultrasuoni (NDT - nondestructive testing), il metodo a focalizzazione totale (TFM - total focusing method) rappresenta attualmente una tecnica di imaging NDT ampiamente conosciuta e accettata. Inoltre il metodo è adesso commercialmente disponibile in diversi dispositivi portatili come i rilevatori di difetti della serie OmniScan™ X3. In aggiunta la considerazione del TFM sta crescendo sempre di più nella comunità NDT.
Tuttavia, sebbene il TFM semplifica l'interpretazione delle immagini rispetto all'ispezione phased array (PA) convenzionale, l'uso di un singolo elemento nella trasmissione durante l'acquisizione può generare immagini con un basso rapporto segnale-rumore (SNR - signal-to-noise ratio). Questo basso SNR è causato da una scarsa penetrazione acustica, comunemente in componenti spesse o in materiali a elevata attenuazione.
Per superare questo limite viene proposta di seguito una differente integrazione dell'algoritmo TFM convenzionale utilizzando solamente le informazioni correlate alla fase dei segnali acquisiti. È basato sul fattore della coerenza del vettore (VCF - vector coherence factor)1, il quale viene usato come immagine, rimuovendo le informazioni dell'ampiezza dai segnali acquisiti. Questo metodo, in genere noto anche come imaging della coerenza di fase (PCI - phase coherence imaging), presenta alcuni vantaggi2,3,4, come i seguenti:
- Viene considerata2 solamente la fase del segnale istantanea. Inoltre l'attenuazione del materiale non influenza la fase del segnale, in modo che il PCI possa essere particolarmente utile per gestire le difficoltà riscontrate nelle applicazioni di ispezione di materiali altamente attenuanti.
- Visto che non viene considerata l'ampiezza del segnale, non è necessaria la calibrazione dell'ampiezza3.
- Migliore sensibilità per le forme che producono diffrazione e uniformità di rappresentazione dei difetti tra diverse viste scan.
- Disponibilità di un metodo affidabile non basato sull'ampiezza per la misura di difetti come le cricche3.
Nella parte restante di questo documento saranno spiegati i principi di base della tecnologia PCI Evident, per parte della quale è in corso l'approvazione di brevetto (in modo particolare il suo metodo di produzione di rappresentazioni binarizzate di segnali di echi acustici). Per questa spiegazione viene innanzitutto trattata l'operazione relativa all'algoritmo di ritardo e somma (DAS - delay and sum), che rende possibile generare un'immagine TFM convenzionale con un involucro dall'FMC: In seguito sarà dimostrato che l'algoritmo PCI costituisce una variante dell'algoritmo DAS.
Gli esempi di casi applicativi reali mediante difetti artificiali di origine e forma note, permettono il confronto di due tipi di immagini, TFM convenzionale e PCI5, ottenuti mediante due differenti algoritmi.
2. Principi relativi al TFM convenzionale e all'algoritmo DAS

Figura 1. Configurazione geometrica dell'acquisizione FMC con una sonda a contatto con la superficie da ispezionare. L'elemento piezoelettrico k emette un'onda acustica agli ultrasuoni nella componente da ispezionare. L'elemento piezoelettrico l riceve l'onda ultrasonora riflessa.
La Figura 1 illustra la configurazione geometrica dell'acquisizione a matrice completa (FMC - full matrix capture) da una sonda con controllo a ultrasuoni phased array (PAUT - phased array ultrasonic testing); inoltre mostra l'area di interesse (ROI - region of interest) corrispondente alla parte della componente da ispezionare e visualizzare mediante il TFM. L'elemento piezoelettrico k emette un'onda ultrasonora. L'onda ultrasonora si propagherà in seguito nella componente da ispezionare venendo riflessa da qualunque difetto presente nel materiale e dalle diverse interfacce. L'elemento piezoelettrico l riceve l'onda ultrasonora riflessa formando il segnale skl dell'A-scan. In seguito l'FMC raggruppa tutti gli A-scan con tutte le possibili combinazioni kl.
La Figura 2 riporta un diagramma di flusso che illustra in 6 fasi principali il principio della ricostruzione dell'algoritmo del ritardo e della somma (DAS) di un'immagine TFM convenzionale partendo da un'acquisizione FMC:
- Viene realizzata l'acquisizione FMC, la quale genera i dati relativi a tutti gli A-scan sklI (t). L'esponente I indica che questi A-scan fanno riferimento ai segnali in fase.
- Viene applicata la trasformata di Hilbert, rendendo possibile ottenere le componenti della quadratura sklQ (t) degli A-scan sklI (t) in fase acquisiti e raggruppati nei dati FMC.
- I dati xklI e xklQ vengono estratti mediante i pre-calcolati ritardi τkl (x,z). Questi ritardi sono stati pre-calcolati in base al tipo di modalità scelta (es: L-L, T-T, TT-T e TT-TT) e all'area di interesse da ispezionare.
- In seguito la somma permette di ottenere due immagini TFM in quadratura: ITFMI (x,z) e ITFMQ (x,z).
- L'ITFM (x,z) dell'ampiezza (denominata anche modulo o involucro) viene stimato mediante il calcolo della distanza Euclidea.
- Una fase post-elaborazione gestita dalla scheda grafica permette di formattare (filtraggio digitale, ricampionamento e ridimensionamento) l'immagine TFM, presentandola all'utente mediante la schermata dello strumento.
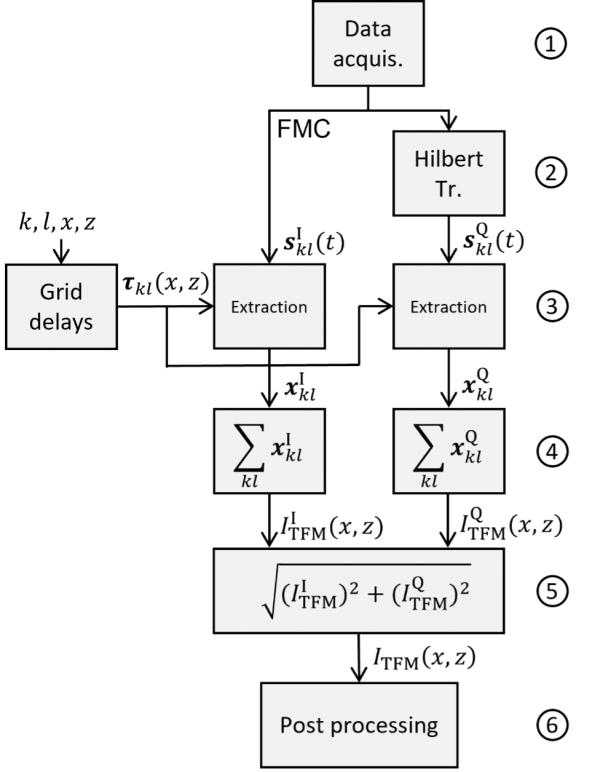
Figura 2 Principio dell'algoritmo DAS a 6 fasi per l'ottenimento di un'immagine TFM dell'ampiezza mediante un'acquisizione FMC.
3. Principi dell'algoritmo PCI
Uno dei principali elementi che differenzia l'algoritmo PCI integrati nel rilevatore di difetti OmniScan X3 64 dalla tecnologia TFM convenzionale e da altre tecnologie di elaborazione dei segnali basati sulla fase è data dalla componente di binarizzazione del segnale acustico (brevetto in corso di approvazione). Se si confrontano le fasi nell'algoritmo PCI con le fasi nell'algoritmo DAS illustrato nella Figura 2, si notano due differenze principali:
- Una fase addizionale, la fase 3b (Figure 4), che consiste nella quantificazione dei segnali sklI (t) e sklQ (t) mediante la funzione segno. Questo rende possibile evidenziare l'uniformità dei segnali come spiegato successivamente in questo articolo.
- Calcolo dell'ampiezza mediante la norma L∞, denominata anche norma di Chebyshev, invece della norma euclidea usata nel TFM convenzionale.
3.1. Concetto di coerenza di fase
Per comprendere appieno l'essenza del PCI è necessario trattare la nozione di uniformità del segnale, un principio fondamentale di questo metodo. Questa sezione presenta il concetto in una forma semplificata. Per questo bisogna concentrarsi sull'operazione della funzione segno, a volte denominata funzione signum.
La funzione segno quantifica un segnale s(t) su 3 diversi livelli ( +1, 0 e -1):

Per meglio comprendere l'effetto di questa operazione di quantificazione nei segnali, la Figura 3 illustra, attraverso un esempio, il risultato dell'applicazione della funzione segno su un A-scan s(t), scelto in questo caso casualmente a scopo dimostrativo. Osservando la Figura 3, è possibile notare i seguenti aspetti:
- Il segnale possiede due tipi di zone: Il primo tipo denominato zona uniforme che suggerisce la presenza di indicazioni, emblematiche della presenza di difetti; il secondo tipo denominato zona non uniforme che suggerisce l'assenza di indicazioni e la presenza di rumore puro. Notare che questo rumore si origina principalmente dal rumore elettronico intrinseco dello strumento, tuttavia è anche un rumore strutturale collegato all'interazione delle onde sonore con il materiale del componente da ispezionare.
- Nelle zone uniforme l'intensità del segnale rimane costante e compreso tra 1 e −1 nel segnale quantizzato (Figura 3(b)), mentre l'ampiezza diminuisce con il tempo nel caso del segnale grezzo (Figura 3(a)) (per esempio dovuta all'attenuazione geometrica).
- Nel segnale quantizzato della Figura 3(b), è presente un intenso rumore con aspetto disperso, a un livello molto superiore rispetto al quasi impercettibile livello di rumore presente nel segnale grezzo della Figura 3(a). Unitamente a come mostrano gli esempi proposti in questo documento, questo spiega perché le immagini TFM ottenuti dal PCI hanno un aspetto con un maggiore rumore rispetto alle immagini TFM convenzionali, come illustrato confrontando la Figura 6(a) e la Figura 6(b) oppure la Figura 8(a) e la Figura 8(b). Tuttavia queste aree con un maggiore livello di rumore disperso (zone non uniformi) hanno una distribuzione statistica indipendente dalla posizione dell'immagine, diversamente dalle zone uniformi. A causa di questa differenza e malgrado un aspetto con un maggiore rumore, in un'immagine generata da un PCI, è più facile distinguere le zone uniformi da quelle non uniformi. L'adattata mappatura a colori applicata per impostazione predefinita nello strumento OmniScan X3 64 quando si utilizza il PCI, permette all'utente di facilitare questa differenziazione, come illustrato nella Figura 6(c) e Figura 8(c).
Pertanto nel PCI5viene applicato il comportamento di questa funzione segno, da un lato, per mantenere uniforme l'intensità del segnale (per esempio, indipendentemente dalla profondità di ispezione) e, dall'altro lato, per differenziare le zone uniformi (probabilmente correlate alla presenza dei difetti) dalle zone non uniformi (correlate all'assenza di difetti). Notare che l'uniformità dei segnali è un'informazione veicolata dalla fase del segnale.
Da un certo punto di vista le informazioni fornite dal PCI possono essere considerate in pratica quasi binarie: "uniformità-non uniformità" corrisponde a "presenza di difetti-assenza di difetti". Pertanto la difficoltà riguarda l'adozione di una strategia che differenzi questi due sistemi. L'approccio con cui può essere raggiunto questo risultato non viene trattato in questo documento, tuttavia una mappatura a colori adattata come quella integrata nel rilevatore di difetti OmniScan X3 64 facilita l'operazione di differenziazione.

Figura 3. Rumore e segnale grezzo dell'A-scan (a) e segnale quantizzato utilizzando la funzione segno (b).
3.2. Algoritmo PCI

Figura 4. Principio dell'algoritmo PCI.
Il diagramma di flusso nella Figura 4 sintetizza l'algoritmo PCI integrato nel rilevatore di difetti OmniScan™ X3 64 nel modo seguente:
- Acquisizione della fase che genera i dati FMC relativi a tutti gli A-scan sklI (t). L'esponente I indica che questi A-scan sono segnali in fase.
- Applicazione della trasformata di Hilbert la quale rende possibile ottenere le componenti nella quadratura sklQ (t) degli A-scan in fase sklI (t) acquisiti e raggruppati nei dati FMC.
- Estrazione dei dati xklI e xklQ mediante i ritardi τkl (x,z). Questi ritardi sono stati calcolati prima in base al tipo di modalità selezionata (es: L-L, T-T, TT-T e TT-TT) e l'area d'interesse da ispezionare.
Queste prime tre fasi sono identiche a quelle dell'algoritmo DAS nella Figura 2.
3b. Quantizzazione dei segnali xklI e xklQ usando la funzione segno in base all'equazione 1, la quale genera i segnali yklI e yklQ:

La fase 3b è una fase addizionale specifica dell'algoritmo PCI.
4. La somma produce due immagini PCI in quadratura, IPCII (x,z) e IPCIQ (x,z):


5. Infine l'ampiezza IPCI (x,z) viene stimata mediante il calcolo della distanza Chebyshev, denominata anche norma uniforme o norma L∞, oltre a due componenti delle equazioni (3) e (4):

con p→∞.
La stima dell'ampiezza mediante l'equazione 5 è difficile da raggiungere con p→∞. Una buona approssimazione può essere ottenuta mediante la seguente espressione:

Vale a dire mantenendo come valore finale il massimo dei valori assoluti (|⋅|)delle immagini della quadratura e della fase.
6. Infine esiste una fase post-elaborazione identica a quella dell'algoritmo DAS applicata per ottenere un'immagine TFM convenzionale, gestita dalla scheda grafica permette di formattare (filtraggio digitale, ricampionamento e ridimensionamento) l'immagine TFM, presentandola all'utente mediante la schermata dello strumento.
Notare che il flusso di lavoro di elaborazione PCI, come illustrato nella Figura 4 e integrato nel rilevatore di difetti OmniScan X3 64, è completato durante l'ispezione in tempo reale alla relativamente stessa velocità (es: dall'acquisizione dei dati alla generazione delle immagini) come il TFM convenzionale dello strumento.
4. Esempi di misure sperimentali
Due esempi, tratti da misure sperimentali su difetti di origine e forma note, sono riportati di seguito per confrontare immagini ottenute mediante i due algoritmi precedentemente descritti e per evidenziare certe caratteristiche del PCI. Queste includono l'affidabilità dell'ampiezza e la sensibilità per l'estremità del difetto.
4.1. 1° esempio: Blocco SDH (side-drileld hole - foro laterale)
Il primo esempio di ispezione ha l'obiettivo di evidenziare la proprietà di affidabilità dell'attenuazione del metodo PCI. Viene ispezionato un blocco di acciaio contenente 17 SDH (blocco di ispezione di acciaio a basso tenore di carbonio ASTM E2491) senza uno zoccolo (es: la sonda è a contatto diretto con la componente da ispezionare) mediante una sonda 5L64-A32 PAUT. Questa configurazione di ispezione è illustrata nella Figura 5.
La Figura 6 mostra le risultanti immagini TFM convenzionali (a) e PCI (b,c) ricostruite mediante la propagazione L-L. Nella Figura 6 è possibile osservare i seguenti aspetti:
- Tutti gli SDH sono visualizzati con la stessa intensità nell'immagine PCI, mentre l'effetto di attenuazione può essere percepito nell'immagine TFM convenzionale negli SDH inferiori e l'effetto dell'ampiezza trasmessa dei fasci negli SDH superiori.
- Nel caso dell'immagine PCI è anche superiore il livello del rumore di fondo.
Visto che il PCI è un metodo di imaging senza ampiezza, la somma uniforme dei segnali avviene indipendentemente dall'ampiezza dei segnali, così da produrre indicazioni con un elevato contrasto3.

Figura 5. Configurazione di ispezione del 1° esempio: Blocco di ispezione in acciaio a basso tenore di carbonio ASTM E2491 e sonda 5L64-A32.
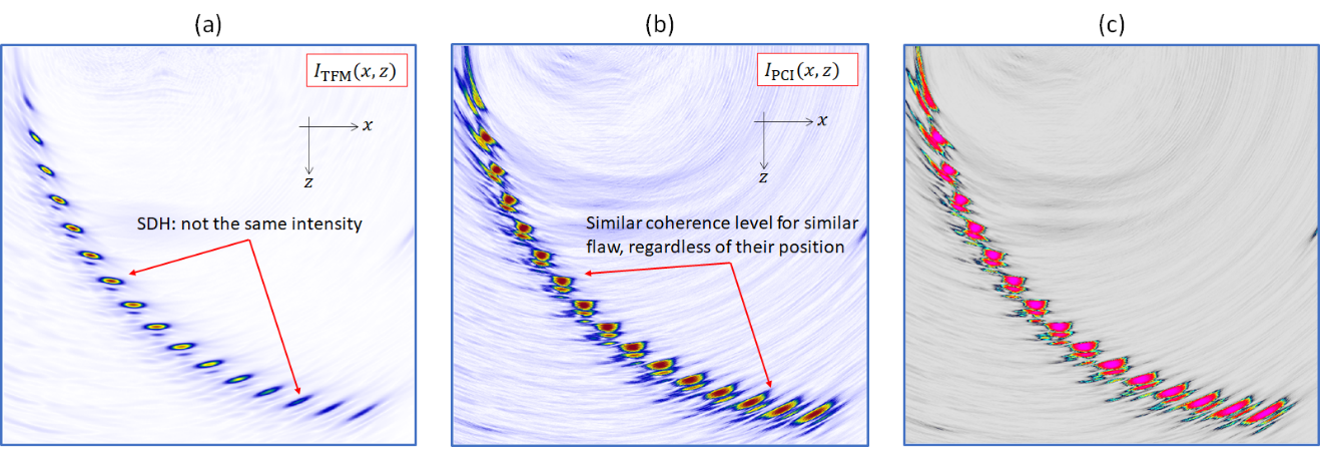
Figura 6. Imaging dell'SDH mediante TFM convenzionale (a), PCI (b) e PCI con la mappatura a colori predefinita integrata nel rilevatore di difetti OmniScan X3 64.
4.2. 2° esempio: Difetto da intaglio in un blocco di acciaio
Un'altra interessante proprietà del PCI consiste nella sua sensibilità alle estremità dei difetti, la quale permette una precisa misura delle discontinuità. Si ritiene che i riflessi speculari provenienti da diffusori ampi sono ridotti in rapporto alla somma dell'ampiezza, visto che solo alcuni termini comuni della fase contribuiscono alla somma. Pertanto il PCI tende a essere più affidabile per riflettori stretti e appuntati.
Per evidenziare queste caratteristiche del PCI, questo secondo esempio riporta i risultati di ispezione su un blocco di acciaio che contiene un intaglio interno orientato a 70°, mediante uno zoccolo SPWZ1-N55S-IHC e una sonda phased array 7.5L60-PWZ1. La Figura 7 mostra la configurazione di ispezione.
La Figure 8 mostra le risultanti immagini TFM (a) e PCI (b e c) ricostruite mediante la modalità di propagazione TT-TT. Possono essere fatti i seguenti confronti:
- I riflessi speculari provenienti da diffusori ampi sono ridotti in rapporto alla somma dell'ampiezza, visto che solo alcuni termini comuni della fase contribuiscono alla somma.
- Il contrasto è migliorato per il PCI relativo al TFM convenzionale.
- Il PCI offre una migliore sensibilità alle estremità dei difetti.
- Il rapporto segnale-rumore è inferiore per il PCI.
Pertanto, anche se in questo caso un'immagine TFM convenzionale permette una più precisa valutazione dell'estensione dell'intaglio, il PCI permette una misura di difetti simili a intagli (dovuto all'alta sensibilità delle estremità dei difetti), senza l'applicazione di considerazioni semi-empiriche che potrebbero essere facilmente indotte in errore attraverso un processo di calibrazione o un'attenuazione nel materiale.
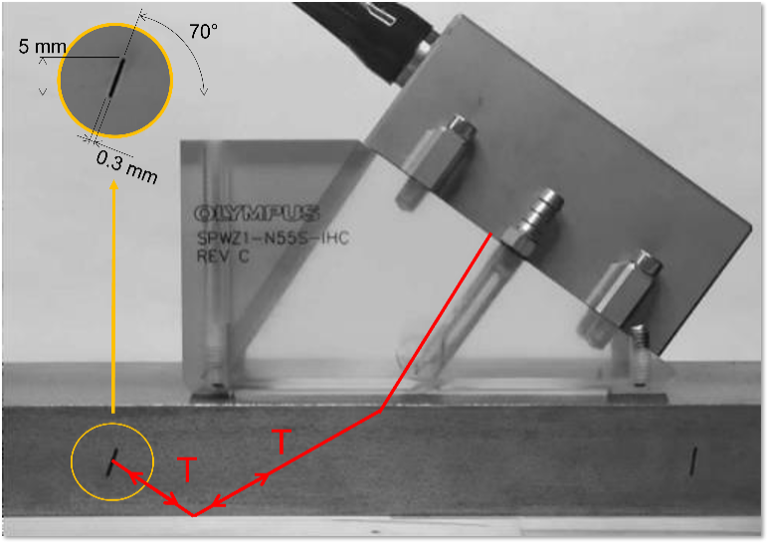
Figura 7. Configurazione di ispezione del 2° esempio: Un blocco in acciaio a basso tenore di carbonio con un intaglio angolato realizzato mediante l'elettroerosione, uno zoccolo SPWZ1-N55S-IHC e una sonda 7.5L60-PWZ1.
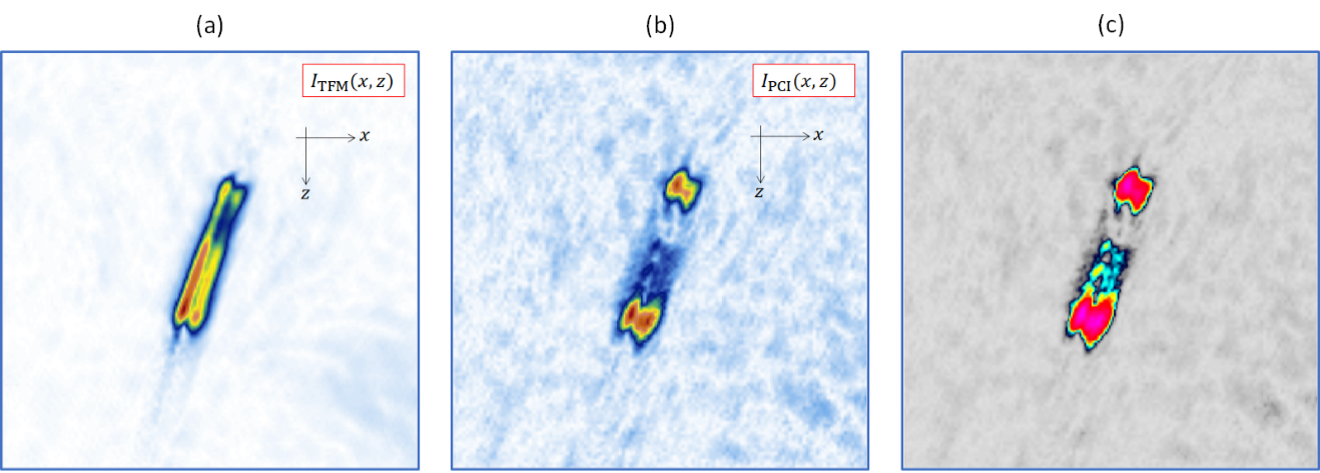
Figura 8 Imaging di intaglio mediante TFM convenzionale (a), PCI (b) e PCI con la mappatura a colori predefinita integrata nel rilevatore di difetti OmniScan X3 64.
Conclusioni degli esperimenti
In conclusione i nostri esperimenti hanno dimostrato che il PCI offre numerosi vantaggi:
- Visto che si tratta di un metodo di imaging non basato sull'ampiezza, l'interpretazione dell'immagine non è basata sui segnali calibrati sull'ampiezza, il quale rappresenta un vantaggio rispetto al TFM convenzionale basato sull'ampiezza.
- Maggiore sensibilità ai riflettori stretti o appuntiti e più generalmente per le forme diffrattive.
- Permette una misura precisa di difetti simili a intagli senza l'applicazione di considerazioni semi-empiriche che potrebbero essere facilmente indotte in errore attraverso un processo di calibrazione o un'attenuazione nel materiale.
- Non richiede una procedura di calibrazione rendendo più facile e precisa la misura degli intagli in confronto al TFM convenzionale.
- Il guadagno può essere definito con un valore molto basso, evitando al saturazione del segnale.
- Inoltre uno strumento con un processore sufficientemente potente (es: rilevatore di difetti OmniScan X3), genera immagini PCI live in modo che i risultati siano visualizzati immediatamente durante l'ispezione.
Tuttavia dovrebbero essere riportati anche alcuni svantaggi di questo metodo:
- Riproduce con difficoltà i riflettori planari.
- Il rapporto del segnale-rumore (SNR) del PCI è inferiore rispetto ai metodi basati sull'ampiezza. Tuttavia, come spiegato precedentemente, non rappresenta uno svantaggio rilevante visto che il PCI facilita la differenziazione delle zone uniformi (le quali indicano la presenza di difetti) da zone non uniformi (le quali corrispondono a zone rumorose dell'immagine).
- Gli utenti sono abituati a vedere le viste frontali basate sull'ampiezza, pertanto potrebbe esistere un periodo di aggiustamento.
Bibliografia
- JF Cruza, J. Camacho, and C. Fritsch, Plane-wave phase-coherence imaging for NDE, NDT & E International, vol. 87, p. 31–37, Apr. 2017.
- B. Gauthier, G. Painchaud-April, A. Le Duff, and P. Belanger, “Lightweight and Amplitude-Free Ultrasonic Imaging Using Single-Bit Digitization and Instantaneous Phase Coherence,” IEEE Trans. Ultrason., Ferroelect., Freq. Contr., vol. 69, no. 5, pp. 1763–1774, May 2022, doi: 10.1109/TUFFC.2022.3163621.
- B. Gauthier, G. Painchaud-April, A. Le Duff, and P. Bélanger, “Towards an Alternative to Time of Flight Diffraction Using Instantaneous Phase Coherence Imaging for Characterization of Crack-Like Defects,” Sensors, vol. 21, no. 3, p. 730, Jan. 2021, doi: 10.3390/s21030730.
- A. Le Duff, N. Badeau, E. Peloquin, G. Painchaud-April, C.-H. Kwan, B. Gauthier, “Total Focusing Method with Phase-Only Ultrasound Signal for Small Flaw Detection,” International Ultrasonic Testing Conference (UT-Online), 2021.
- G. Painchaud-April, A. Le Duff, C. Kwan. C. Brillon, Phase-Based Approach for Ultrasonic Inspection, World Intellectual Property Organization (WIPO). 02.09.2021. WO/2021/168565 https://patentscope.wipo.int/search/fr/detail.jsf?docId=WO2021168565=EP383773045

