はじめに
高温の部品や構成材に対して行う超音波フェーズドアレイ検査は困難を伴います。 通常のフェーズドアレイプローブにおいて、圧電素子と内部接続は熱の影響を受けやすいため、高温によって損傷する場合があります。 この問題を軽減するため、オリンパスでは、150℃までの高温において手動の超音波フェーズドアレイ検査を可能にする新しいツールを開発しました。
課題
フェーズドアレイプローブが高温になると、圧電素子とその電気接続が損傷する場合があります。 社内テストによると、通常のフェーズドアレイプローブでは80℃に達すると完全に不合格になることが分かりました。 安全に使用するため、プローブの温度は60℃を超えないようにする必要がありました。
振動素子が高温に達するのを防ぐために、ウエッジ設計における重要な三つの要素は、絶縁、放熱、および冷却です。 プローブのケーブルも、検査対象の高温の構成材から保護する必要があります。
ウエッジおよび構成材内の音速も温度によって変化するため、フォーカルロウの計算および入射点の変位に影響を及ぼす場合があり、位置表示の検出時にエラーを招くことになります。 超音波信号の減衰および周波数シフトについても考慮する必要があります。
対処方法
オリンパスは、150℃までの構成材に対する検査が可能な新しいウエッジシリーズを開発しました。 これらのウエッジシリーズを特性解析して検証するにあたり、超音波フェーズドアレイ探傷器OmniScan MX2を使用して、研究室で斜角探傷40°から70°までのセクタースキャンを実施しました。これは、溶接部をフェーズドアレイプローブで検査する場合の典型的な条件に相当します。
ウエッジは、ULTEM™という非晶質熱可塑性ポリエーテルイミド樹脂で作られています。 この材料はガラス転移温度が200℃近くと高いため、高い耐熱性、強度、および剛性を特徴としています。
この特定の用途に基づいて、二つのウエッジモデル、SA31C-ULT-N55S-IHCとSA32C-ULT-N55S-IHCが設計されました(どちらのウエッジも購入可能)。 これらのウエッジには、オリンパスのミニホイールエンコーダー用の取り付け穴が設けられているので、エンコード検査に使用できます。 ULTEM材は機械加工が比較的に容易なので、オリンパスの他のウエッジシリーズをこの材料で製造することも可能です。 ただし、放熱はウエッジの形状にも依存するため、十分な注意が必要です。お客様のご要望の検証については、お近くのオリンパスまでご相談ください。
 |
| ULTEMウエッジ上に取り付けたオリンパス製プローブ |
150℃まで加熱した構成材を用いて、研究室で試験を実施しました。 この試験では、超音波フェーズドアレイ探傷器OmniScan MX2を使用して、斜角探傷40°から70°の範囲で標準的なセクタースキャン(分解能1°)を行いました。 プローブとウエッジ間の結合用としてグリセリン、ウエッジと構成材間の結合用としては高温接触媒質を使用しました。
高温検査に使用した装置の部品番号
| アイテムナンバー | 説明 |
| Q7200423 | SA31C-ULT-N55S-IHC: 斜角フェーズドアレイプローブA31、標準スキャン、55°横波に適合する高温ウエッジ。ULTEMから鋼、IHCオプション(注水、穴、カーバイド)付き。 5フィートの保護スリーブ(Q7750078)を含む。 |
| Q7200422 | SA32C-ULT-N55S-IHC: 斜角フェーズドアレイプローブA32、標準スキャン、55°横波に適合する高温ウエッジ。ULTEMから鋼、IHCオプション(注水、穴、カーバイド)付き。 5フィートの保護スリーブ(Q7750078)を含む。 |
| Q3300178 | 5L32-19.2X10-A31-P-2.5-OM: フェーズドアレイプローブ。 |
| Q3300179 | 5L64-32X10-A32-P-2.5-OM: フェーズドアレイプローブ。 |
| Q3300180 | 5L32-32X10-A32-P-2.5-OM: フェーズドアレイプローブ。 |
| Q7700002 | 接触媒質H-2: 温度範囲-18°C~400°C(メーカー推奨手順に従う多くの開放的な環境用途下)。* |
| U8770023 | 接触媒質B2: グリセリン2oz。絞り出しボトル入り(0.06リットル)。最高温度90℃。 |
| Q7750078 | 保護スリーブ0.3m(プローブとエンコーダーケーブル保護用)。 公称直径0.5インチ。 150℃までの耐熱性。 |
注: 上に示したカスタムPAウエッジは、特定のアプリケーション変数を使用して設計されています。
アプリケーションセットアップが上記に記載の内容と著しく異なる場合、これらのウエッジが適合せず、設計変更が必要になる可能性があります。
詳しくはeto@olympus-ossa.comまでお問い合わせください。
*標準的なUT欠陥検査および厚さ測定の用途では、生成された少量のガスがすぐに消えるような開放的環境下で、薄い接触媒質フィルムを使用します。
ただし、思いもよらない接触媒質ガスの自動引火が重要な懸念事項になる場合は、自動引火温度を超える状況で接触媒質を使用しないでください。
結果
ULTEM材の使用による中心周波数シフトを評価するため、異なる周波数のプローブがテストされました。 室温条件の場合、2.25MHzプローブの中心周波数は同じ値を保ちましたが、5MHzプローブの中心周波数は4MHzに低下しました。 最も顕著な中心周波数シフトを示したのは7.5MHzプローブであり、5MHzまで低下しました。 これらの結果から、5MHzを超える周波数のプローブをULTEM材ウエッジと使用するのはお勧めできません。 表面温度150℃の試験体に5MHzプローブを適用した試験では、中心周波数の低下レベルがさらに大きくなって3MHzまで下がりました。
ULTEMの断熱特性を利用してプローブを熱から保護する一方で、検査時間を長くするためには放熱も重要です。 周囲温度が25℃の場合、ウエッジを150℃の表面に接触させておける時間は最長10分です。 プローブとウエッジが冷えるまでに、さらに10分が必要となります。 この時間を過ぎると、ウエッジとプローブの構造的損傷は何も観察されませんでした。
ウエッジと試験体との間の接触状態が適切に保たれている限りは、試験体の温度が150℃まで上昇しても、顕著な超音波信号の減衰はありませんでした。 接触状態を確実に保つために注意する必要があります。 5MHzプローブをULTEMウエッジと組み合わせて使用した試験では、4dBの信号減衰が観測されましたが、これは許容範囲内と考えられます。
温度が24℃から150℃に上昇すると、ULTEM材ウエッジ内での超音波音速は2470m/sから2270m/sに低下します。その一方、鋼材内部での横波音速は3240m/sから3103m/sに低下します。 その結果として、室温での音速を使用して計算したフォーカルロウで試験体が150℃に達する、入射点の若干の動きと、数度の屈折角シフトが観測されました。 わずかな動き^シフトですが、要求される検査品質のレベルによっては、高温におけるこれらの誤差を考慮に入れて位置表示を精密化する必要があります。 作業温度における音速を使用してフォーカルロウを計算すれば、このような誤差はなくなります。 音速の変化に伴って発生する可能性のある誤差をさらに小さくするため、オリンパスは100℃の鋼材中(ULTEM音速を2340m/sと設定)で目標とする公称屈折角を得るためのウエッジ角を定義しました。
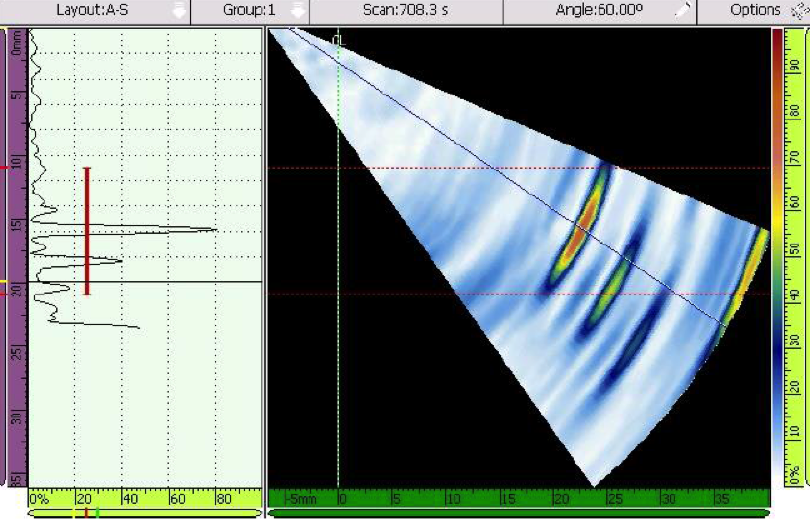 |
| 室温では、検出値は60SWでピークを示します(ゲイン45dB)。 |
 |
| 150℃では、検出値は63SWでピークを示します(ゲイン49dB、音響経路長33.6mm)。 |
重要:
プローブとウエッジの構造的完全性を確保するため、装置の1回の使用が10分を超えないようにするとともに、次回の使用までに最低でも10分の時間をおいて装置の温度を下げてください。 この作業サイクルは周囲温度が25℃以下であることを想定して設定したものです。 周囲温度が25℃を超える場合は、作業条件に適したデューティーサイクルを慎重に決定してください。
結論
オリンパスの高温用ウエッジを使用することにより、最高150℃までの構成材であれば、シンプルかつローコストの手動エンコード方式の超音波フェーズドアレイ検査を実施できます。ただし、最高プローブ周波数が5MHz以下であること、負方向への周波数シフトが小さいこと、信号減衰が小さいこと、および屈折率の正方向への変化が小さいことに留意してください。