
超音波は産業界の非破壊検査(NDT)に1世紀あまり使用されています。 初期の超音波探傷(UT)は一振動子型探触子を用いる比較的シンプルな技術でしたが、現在でも多くのアプリケーションで十分活躍しています。
時代が進むにつれ、テクノロジーも進歩しました。 検査性能と効率の両方を向上させるため、多素子プローブやより強力な電子機器・ソフトウェアを用いて進歩を遂げました。 こうして生まれたのが超音波フェーズドアレイ検査(PAUT)です。PAUTは今や広く取り入れられ、適用される手法となっていますが、従来のUTよりも正しく行うためのトレーニングを要します。
トータルフォーカシングメソッド(TFM)は、複雑さを深めるもう一つの要因です。 TFMは多素子プローブ技術を活用しますが、必要とするデータはフルマトリックスキャプチャ(FMC)メソッドで取得します。 FMCはより包括的なビームの発受信を行う方式であり、見事に多くのデータを取得します。
FMCとTFMの基本原理の詳細は、この短いビデオをご覧ください。
TFMイメージングはこの大量のFMCデータの処理に依存していることから、処理スピードが遅めで、ターゲットを絞った2番手の検証方法としてのみ有用だという評価を受けています。 しばらくTFMを使用してきた経験から、いくつかのお勧め事項と避けるべきことをご紹介します。この比較的新しいNDT手法に関するある種の思い込みを一掃できれば幸いです。
1. 1つのモードですべてに対応できると思わないこと
私と同じようにPAUTの知識を持ってTFMを使用する人であれば、パルスエコー(P/E)法についてはよくご存じでしょう。 パルスエコー法のビーム路程は実に理解しやすいです。 P/E第1レグ検査では、音波ビームはプローブから発信し、欠陥まで進んでから欠陥で反射して、プローブに戻ります。 第2レグ検査では、底面で1回多くはね返ります。
TFMの場合、ビーム路程の概念はそれほど単純ではありません。 TFM画像を生成するには、FMCデータを使用して、データ収集装置でビーム路程を合成的に再生成します。 各種の音波タイプ(縦波または横波)と音波路程のレグを組み合わせることで、TFMモード(波形セットともいう)には10個のオプションが用意されています(TTT、TLT、TTTTなど)。
TFM波形セットを理解するには、それぞれの文字が路程のレグを表すとともに、そのレグの伝搬モードを表していることを知っておいてください(Tは縦波、Lは横波)。 TFMの波形セットでは、フェーズドアレイパルスエコー法では見慣れない追加の反射が見られる場合があります。 OmniScan X3探傷器など、装置によっては5T波形セット(TT-TTT)のオプションもあります。
すべてのオプションから、検査に適した波形セットをどのように選べばよいのでしょうか。 考慮すべき重要な要素は以下のとおりです。
- 欠陥の種類
- 欠陥の位置
- 湾曲または部品の形状
対象欠陥と試験体の特性が合わさり、各波形セットの検出能力に影響を及ぼします。
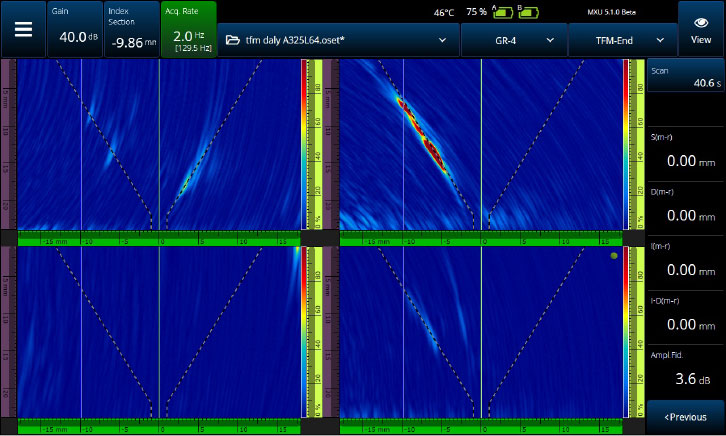
このことを示すため、溶接部の内径(ID)亀裂のTFM画像例をいくつか用意しました。
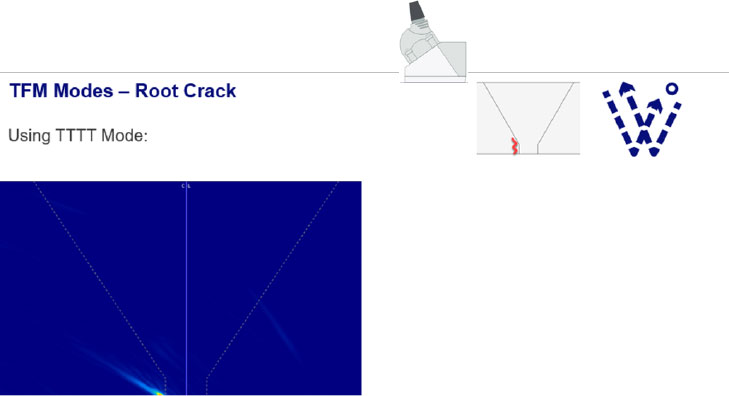
最初の例は、パルスエコーモードのTTTT波形セットを使用した場合に見られる、OmniScan X3ディスプレイの信号反応を示しています(PAUT第2レグ検査と似ています)。
何かが検出されているものの、信号が最適ではなく、欠陥指示では見落とした可能性があります。 セルフタンデムモードのTTT波形セットに切り替えて同じID亀裂を見ると、すぐに欠陥指示がディスプレイにはっきりと現れます。

例では、ID亀裂反射源に当たる前に底面にはね返った音波が、欠陥に対して強い垂直性を持つため、TTT波形セットが見事にイメージングできています。 (従来のUTと同様に、反射はできる限り90°に近くする必要があります)
ID亀裂に対して、2つのTFMモードはまったく異なる検出結果を示しました。 別の深さや位置にある反射源についても同じようになります。 多くの場合、すべての状況をカバーするには1つのモードで十分とはいえません。
おまけのヒント:音速と厚さのパラメーターが正確であることを確認
PAUTの知識を持ってTFMを使用する人は、材料の音速を推定する習慣があるでしょう。 標準の0.2320インチ/µsecまたは5890 m/secと入力して終わりにするかもしれません。 しかし、TFMの場合、特に追加のはね返りのすべてに対してセルフタンデムモードを使用するときに、当て推量はできません。
その証拠に、TTT波形セットを使用してID亀裂を検出する場合に、2.5 m/sの変動がもたらす違いをご覧ください。
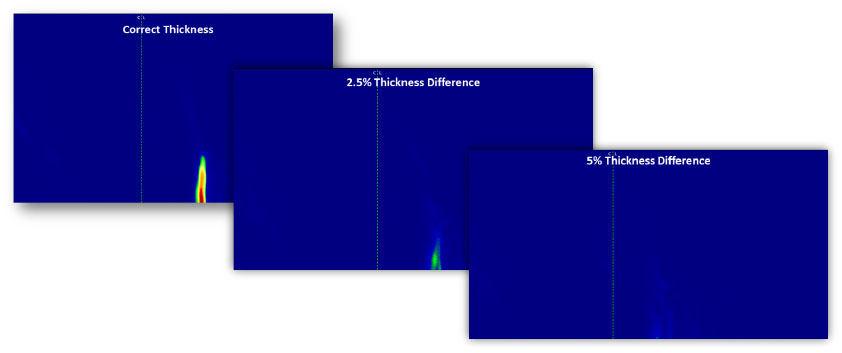
ハーフスキップ(TTT)の音速値が5%変動すると、縦方向のノッチに対する信号が完全に消失しました。 正確さの必要性は、試験体の厚さと形状にも当てはまります。 厚さと形状の入力値が正確でない場合、予期される位置で信号がはね返らなくなるため、計算が不正確になります。
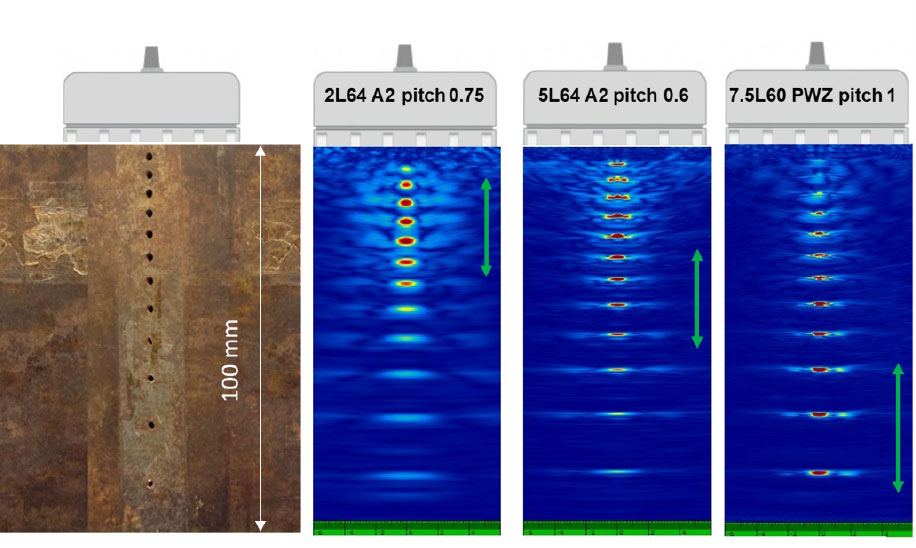
2. TFMゾーンに焦点を当てる正しいプローブを使用すること
トータルフォーカシングメソッド(TFM)イメージングは、TFMゾーン全体に均一に焦点を当てるという評判もあります。 しかしながら、これはまったくの真実ではありません。 TFMはフェーズドアレイや従来のUTと同じ物理法則の下にあります。 例えば、ご使用の探傷器のTFMイメージング性能は、フェーズドアレイプローブの能力によって決まります。
PAやUTと同様に、プローブの物理的特性(素子サイズや周波数など)はビーム特性(近距離音場限界距離、ビーム径、指向角など)を左右するとともに、TFMゾーンにおけるフォーカシングにも影響を及ぼします。 3種類のプローブで取得した、並んだ横穴(SDH)のTFM画像をご覧ください。
プローブの選択がTFMに及ぼす影響の詳細は、ブログ記事「トータルフォーカシングメソッド検査に適したフェーズドアレイプローブはどれか」をご覧ください。
3. 振幅忠実度の重要性を過小評価しないこと
振幅忠実度とは何でしょうか。なぜこの言葉がTFMの流行語なのでしょうか。
振幅忠実度(AF)は、TFMグリッド分解能によって生じる最大振幅変動(dB)です。 わかりやすくいうと、この値は、画質がぼやけて欠陥が不明瞭にならないように、グリッドの粗さを決定するものです。 AFを調整することによって、画素サイズが波長サイズと合うようになります。 画素と超音波ビーム波長のサイズ率は重要です。 PAUTでデジタイジング周波数が低すぎると信号のピークを見失うのと同様に、TFMで画素が大きすぎると、欠陥指示のピーク振幅が見えなくなります。
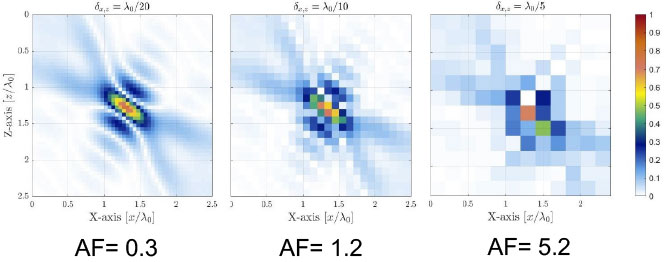
振幅忠実度に影響する要素は、プローブの周波数と帯域幅、材料音速、グリッド解像度、適用したエンベロープなど数多くあります。 TFMを規定する検査規格(ASMEなど)では、通常、2デシベル(dB)を超えない振幅忠実度が推奨されます。
AFが適切なレベルを超えているか、どのようにすればわかるでしょうか。 簡単です。OmniScan X3探傷器などの装置で計算されるAF測定値を見ればよいのです。 さらに、OmniScan X3探傷器のTFMエンベロープ機能を使用すると、振幅忠実度(AF)設定を維持したまま、標準の振動TFMレンダリングより速くデータ収集できます。適切なAFをなかなか取得できないときは、ぜひエンベロープを試してください。
画期的なTFMエンベロープの詳細は、ホワイトペーパー「エンベロープ機能を利用したトータルフォーカシングメソッドの使用」をご覧ください。
4. 音波路程シミュレーターとモデリングツールを最大限に活用すること
すべてのソフトウェアツールを自由に使用して、TFM検査の結果を予測してください。
TFM検査を始める前に、Acoustic Influence Map(AIM)モデリングツールなどのシミュレーターを使用して、特定のプローブ、ウェッジ、波形セットの組み合わせの場合に得られる検査範囲と感度を確認します。 AIMツールでは、対象とする欠陥の種類とプローブの角度補正値も考慮されます。 ツールですべての波形セットを確認し、それぞれを各種の反射源について試して、最適なものを見つけてください。

AIM振幅マップの色は、TFM波形データセットが関心領域(ROI)内で提供する範囲を明確に示します。
赤色のエリアは、超音波応答が非常に良好で、最大振幅に対して0 dB~−3 dBの変動があることを示します。 オレンジ色のエリアは、最大振幅から3 dB~−6 dBの範囲で変動します。 黄色のエリアは−6 dB~−9 dBの範囲、というようになります。
AIMの詳細は、ウェビナーAcoustic Influence Map(AIM)—TFM検査用モデリングツールをご覧ください。
5. 複数のモードを使用して検査範囲を最適にすること
最後に重要なのは、装置によっては同時に複数のモードを使用できることです。 例えばOmniScan X3探傷器の場合、画面上で最大4つのTFMモードを同時に実行して結果を表示できます。 これらを活用して、想定外の欠陥を見逃さないようにしましょう。
さらなる詳細は、TFMに関するQ&Aをご覧ください。
関連コンテンツ
このページをブックマークしましょう。 トータルフォーカシングメソッド(TFM)のリソースへ便利な1か所からアクセス
アプリケーションノート:トータルフォーカシングメソッドの使用によるフェーズドアレイ超音波イメージングの向上
ホワイトペーパー:エンベロープ機能を利用したトータルフォーカシングメソッドの使用
お問い合わせ

