6.6 基本波形判读
超音波波形を解釈するには、適切なトレーニングと経験が常に必要です。 トレーニングを受けたオペレーターは、エコーの特徴を生かして欠陥の形状や位置を判別できます。 このセクションでは、一般的に見られるいくつかの表示を簡単に説明します。 以下に示す例は概要を説明することのみを意図しています。実際に行われる特定の検査要件を把握しトレーニングを受けたオペレーターによる解釈の代わりにはなりません。
どのケースでも、最初に斜角ビーム校正を実行する必要があります(セクション4.3を参照)。 ほとんどの検査手順では基準ゲインレベルの設定方法も指定します。これは、IIW試験片の横穴または同様の基準反射源を使用して、検査の開始ゲインレベルを標準化するものです。 この作業が終わったら、セクション6.4で説明したプローブの移動パターンを使用して検査を開始します。
ピークアップ
スキャン中に欠陥指示が観察されたら、次に行う手順は通常、反射された最大振幅を生み出すプローブ位置を識別することです。 この手順は「ピークアップ」として知られており、最初は溶接部の長さに沿って(円周方向)、次に溶接部からの距離に対して(軸方向)2方向から実行します。 エコー包絡線を描くピークメモリソフトウェアを使用すると、最大信号を生み出すプローブ位置を記録する際に非常に便利です。
| 円周方向のピークアップ | 軸方向のピークアップ |
円周方向のピークアップ手順では、欠陥の円周方向の幅も判別できます。 共通の手順は下図に表す「6 dBドロップ法」です。この手順では、プローブを左から右に動かしながら、欠陥の真ん中で最大である反射が50%に落ちる両端の2つのポイントに注目します。 これらの2つのポイントにあるプローブの中心を結ぶ距離が、欠陥の幅を表します。 その他の手順では、別の振幅ポイントを基準として使用する場合があります。
欠陥指示の例
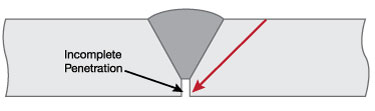
(a)溶け込み不良:この欠陥は通常、第1レグと第2レグの境界で溶接部の底部からの非常に強い反射を生みます。 溶接部の反対側からスキャンした場合も同じ欠陥指示が見られます。
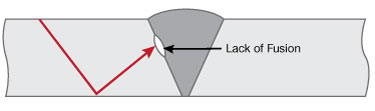
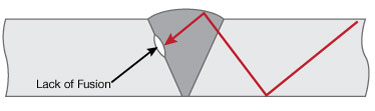
(b)融合不良:この欠陥は通常、溶接部の片側からの第2レグですばやく上下する強い反射を生みますが、反対側からは弱い第3レグの指示が見られるか、何も見られません。 軸方向スキャンの長い応答は、断面の長さを示します。 左下のビデオは、融合の隙間がある側から溶接部をスキャンした場合の信号を表し、右下のビデオは同じ反射源を反対側から見た場合の信号を表しています。
 |  |
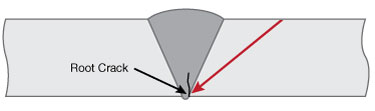
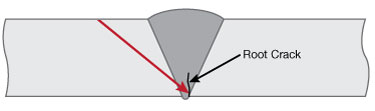
(c)ルート割れ:この欠陥は通常、溶接部下部からの第1レグ信号を生み、溶接ビード下部からの反射の近くに亀裂指示が表れます。 左下のビデオは、ルート割れ側から溶接部をスキャンした場合の信号を表し、亀裂指示がゲート内に、溶接ビードエコーがそれに続いてL1グリッドに見られます。 右下のビデオは、同じ反射源を反対側からスキャンした場合を表し、強いビードエコーが亀裂指示の前に見られます。
 |  |
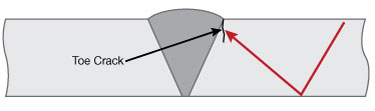
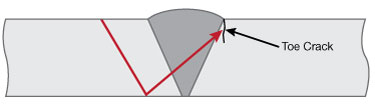
(d)止端割れ:この欠陥は通常、溶接部上部からの第2レグ信号を生み、一方の側から検査するとクラウンエコーの前に、反対側から検査するとクラウンエコーの後に表れます。 下のビデオで、クラウンエコーはL2グリッドにあります。 左下のビデオは、止端割れがある側から溶接部をスキャンした場合の信号を表し、右下のビデオは同じ反射源を反対側から見た場合の信号を表しています。 面状欠陥ではないため、割れは多面反射を生む場合が多くなります。
 |  |
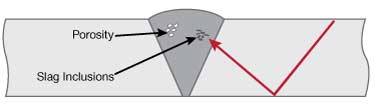
(e)ポロシティとスラグ巻き込み:これらの欠陥は通常、プローブが回転すると複数の面を示す一連のエコーを生みます。 多くの場合、欠陥指示は面状欠陥や大きい亀裂ほど強くありません。 スラグはポロシティによく似ていることがあります。 多面エコーはポロシティほど強くない場合があり、ピークの形状と振幅はプローブの回転に合わせてすばやく変化します。