超声缺陷探测辅导
9.1 端点衍射
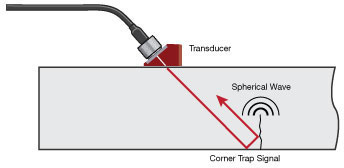
音波回折は超音波では一般的な現象です。 亀裂のようなはっきりした内部欠陥の鋭い先端は、入射超音波ビームを回折し、球面波面を形成します。この波面がプローブに届く時間を利用して欠陥の端部を特定し、亀裂の深さを測定することができます。 この検査では一般的な斜角探触子を使用します。 探触子の周波数が高いと、回折信号が強くなります。
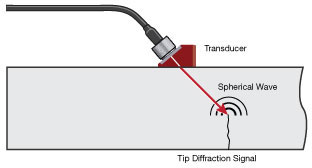
以下の例では、厚さ12.5 mm(0.5インチ)の鋼板底部にある長さ5 mm(0.2インチ)の亀裂の深さを測定するために、45度のウェッジの5 MHzの探触子が使用されています。 左の波形は、亀裂の下のコーナーから跳ね上がった欠陥指示を示しています。 次にプローブは図のとおり右に移動すると、端部回折信号がコーナー指示の前に現れます。 端部信号がピークに達すると、音波経路長に基づく三角法計算から、亀裂上部への距離が得られます。
 |  |
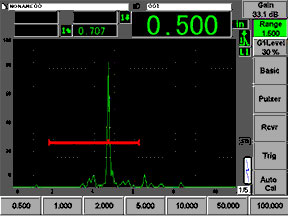 |  |
コーナー指示
|
端部回折とコーナー指示
|
関連する溶接部検査にTime of Flight Diffraction(TOFD)法があります。これは通常、高度に減衰された広帯域探触子と特殊な縦波ウェッジを対で使用し、検査ゾーンを挟んで両側にピッチ/キャッチ配置でマウントします。 溶接部が音波で満たされるよう、探触子の素子サイズ、周波数、および分類を選択します。 端部回折信号は、断面図を生成するB-スキャン画像で見ることができます。 TOFD法では特殊な装置とイメージングソフトウェアによるスキャンを行うため、このチュートリアルでは扱いません。
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.