はじめに
エビデントでは、お客様の光学観察・検査装置への組み込みに最適な光学ユニットを供給し、お客様の装置の検査精度や検査スループット向上に貢献しています。
顕微鏡イメージングシステムを必要とするアプリケーションの1 つは、半導体検査です。
半導体メーカーは、製造プロセス全体を通じて、迅速、正確、かつクリーンな検査を必要としています。
このような半導体メーカーは、検査要件を満たすために、半導体検査に必要な光学機器を光学イメージングの専門家に依頼しています。このアプリケーションに不可欠なコンポーネントの一つが光学システムのオートフォーカスであり、これは検査速度全体に大きく影響します。オートフォーカスは、顕微鏡の電動Z機構、照明装置、投光管、対物レンズなどと組み合わせて⽤いることで、ピント調整(合焦)の⾃動化を実現します。
このホワイトペーパーでは、迅速かつ効率的な半導体検査を行うために、顕微鏡の各ユニットとオートフォーカス用センサー(BXC-FSU)をどのようにシステム構築するかを説明します。
オートフォーカスとは
オートフォーカス(AF)は、顕微鏡では自動化や省力化の目的で広く使用されています。AFの⽅式は、主にパッシブ方式とアクティブ方式の2種類に分類されます。
- パッシブ⽅式は観察像を⽤いて合焦する方式で、画像コントラスト⽅式とも⾔われます。パッシブ⽅式は、標本をフォーカス⽅向の両側に動かして、コントラストの増減からフォーカス⽅向を判断します。そのため合焦が遅い、コントラストの低い標本では合焦の追従が困難になる、というデメリットがあります。ただし、⽐較的安価に構成できるメリットもあります。
- アクティブ⽅式は、AF機能専⽤の光源からの光を試料に照射し、その戻り光をもとに合焦する方式です。図1のようなベアウエハーの検査など、コントラストのない標本の合焦に適した方式です。
 |  |
図1. ベアウエハーの検査
瞳分割法
BXC-FSUはアクティブ方式の中でも瞳分割法という方式でフォーカスセンシングを行っています(図2参照)。
この原理では、まず、光源から照射されるレーザー光は絞りによって片側が遮光されています。
標本で反射されたレーザー光はハーフミラーによって2分割フォトダイオードに入射しますが、標本が合焦位置からFarとNearのどちら側にあるかによって2分割フォトダイオードのA側とB側に入射する光量が変化します。A側とB側から流れる電流をそれぞれセンシングすることで方向判別を可能としており、これにより高速に合焦の追従を行うことができます。
合焦位置はフォトダイオードのA側とB側に入射する光量が等しくなる位置であり、BXC-FSUではこの信号を(A-B)/(A+B)という形に変換して合焦位置をセンシングしています。
この (A-B)/(A+B) 信号を誤差信号と呼称し、
(A-B)/(A+B) ≒ 0
となる位置を合焦位置と判断することができます。
図3では、標本位置によって2分割フォトダイオードのA側、B側に入射する信号や誤差信号の値が変化する様子を示しています。
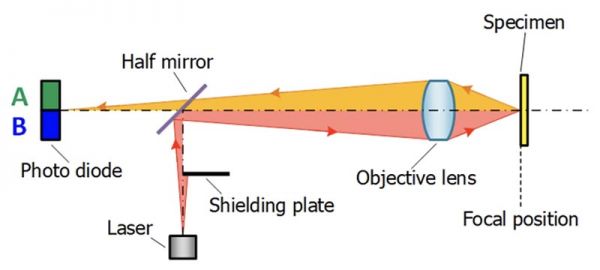
図2. 瞳分割方式の概要
図3. 瞳分割方式でのフォーカスセンシング
フォーカス誤差信号の出力
次に、センシングしたフォーカス情報をお客様の装置にどのような形で出力するかを説明します。
BXC-FSUは図4のようにBXC-CBBコントロールボックスと組み合わせることで動作します。
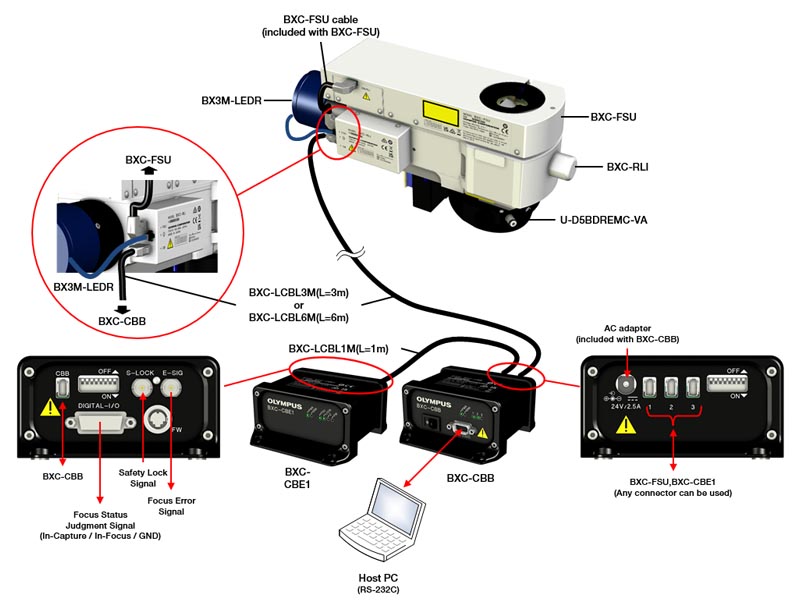
図4. BXC-CBBシステムの構成
フォーカス情報は、BXC-FSU→BXC-RLI→BXC-CBB→BXC-CBE1 という経路で伝達されます。
BXC-CBE1は、BXC-FSUによりセンシングしたフォーカス情報に基づいて、お客様の装置にフォーカス信号を出力します。
フォーカス信号には以下の3種類があり、BXC-CBE1から出力されます。
- 誤差信号(Focus Error Signal)
- In-Capture信号
- In-Focus信号
前項で説明した(A-B)/(A+B)の誤差信号は-10V~+10Vのアナログ信号として出力され、電圧がプラスかマイナスどちらの値かによって合焦位置の方向判別を行うことができます。
また、誤差信号が0Vと交わる位置が合焦位置となります。誤差信号が0V付近のIn-Focus
Threshold範囲内にあるときIn-Focus信号がアクティブになります。In-Focus信号がアクティブとなる範囲は標本が対物レンズの焦点深度内に入っている(ピントが合っている)範囲と設定しています。
しかし、図5に示すように合焦位置と大きく離れた位置でも誤差信号はほとんど0Vになり、In-Focus信号がアクティブになってしまいます。これは、標本で反射し2分割フォトダイオードに入射するレーザーの光量が、標本が合焦位置から離れているほど小さくなるためです。図5では、In-Focus信号はLowでアクティブとなるよう示しています。
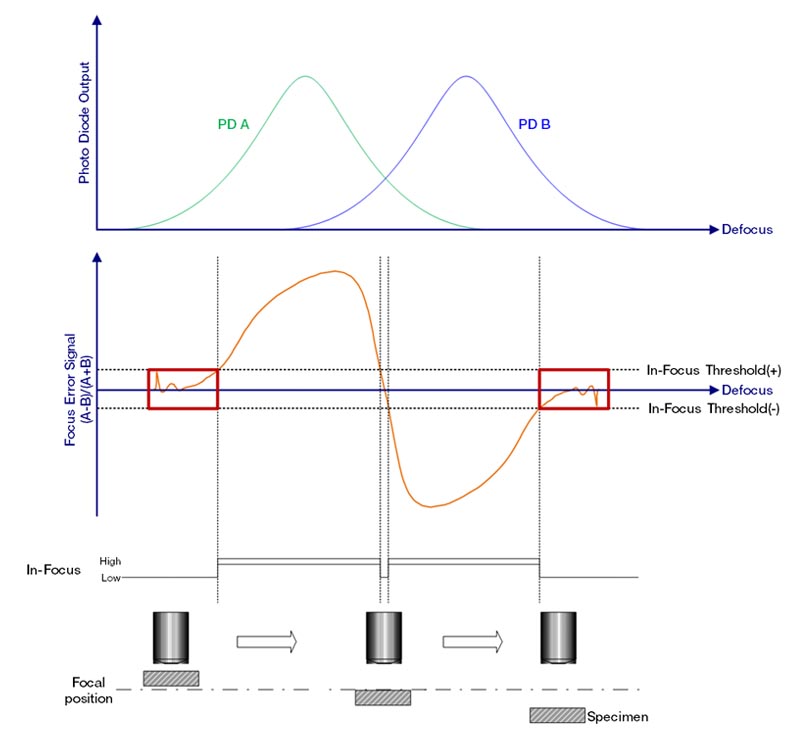
図5. 各Z位置における誤差信号(A-B)/(A+B)とIn-Focus信号の変化
この時使用されるのがIn-Capture信号です。In-Capture信号は、BXC-FSUから標本に照射されたレーザー光がある程度反射されフォトダイオードに返ってきている、すなわちオートフォーカスによってピント合わせが可能な補足範囲内に標本があることを示す信号です。
標本が補足範囲にあることは、図6のように2分割フォトダイオードに入射される総光量 (A+B) が一定の閾値を越えたかどうかで判断します。
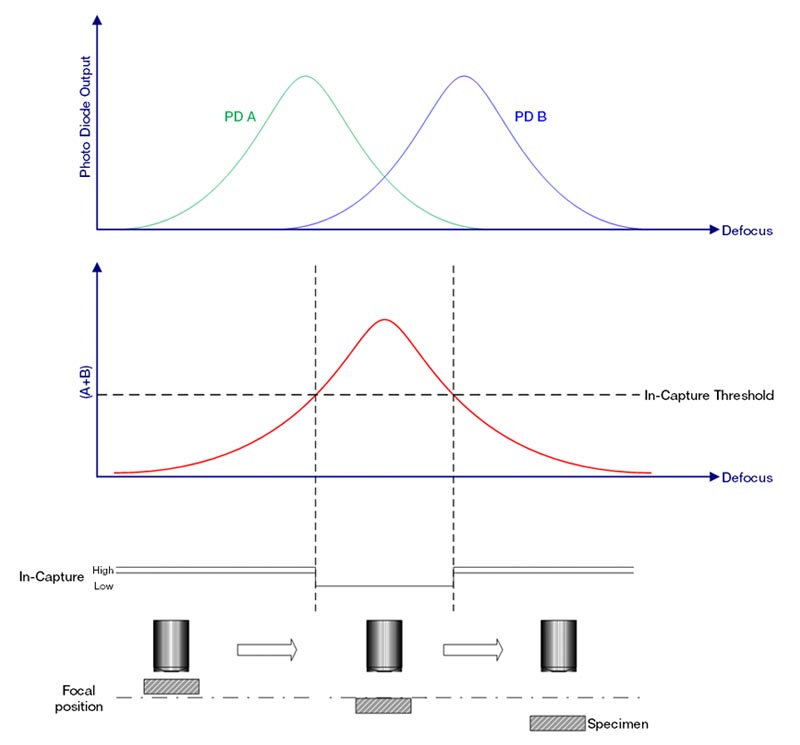
図6. 各Z位置における総光量A+BとIn-Capture信号の変化
In-Capture信号は、A+Bがある閾値を越えるとアクティブになります。図6では、In-Capture信号はLowでアクティブとなるよう示しています。
したがって、BXC-CBE1から出力されるIn-Capture信号がアクティブかつ誤差信号が0V付近でIn-Focus信号もアクティブになっている範囲が合焦位置となります。
各Z位置におけるIn-Capture、In-Focus信号の状態を以下の図7で示します。図7では、In-Capture信号とIn-Focus信号はLowでアクティブとなるよう示しています。
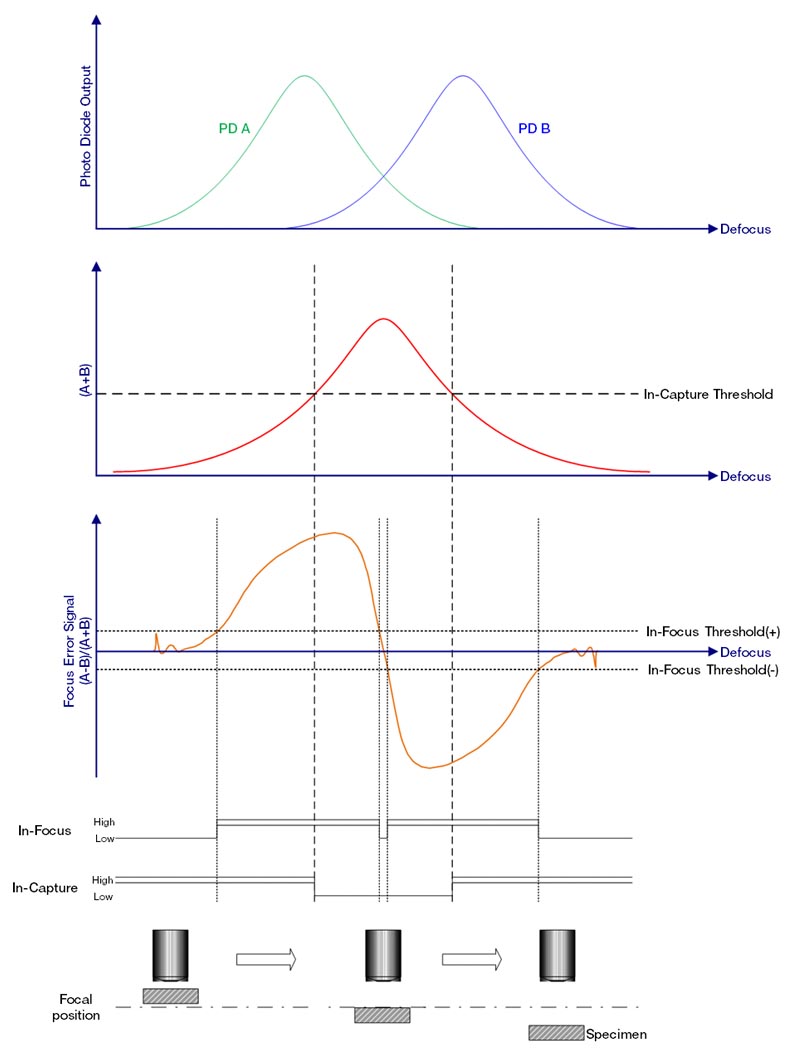
図7. In-Capture信号とIn-Focus信号の変化
以上のことから、BXC-CBE1から出力される誤差信号とIn-Capture信号、In-Focus信号の3つの信号をモニターすることで、お客様の装置で標本の合焦位置を探すことが可能になります。
以下の図8では、標本と対物レンズ間の距離に応じてBXC-CBE1から出力される信号の変化の様子を示しています。
図8. 標本と対物レンズ間距離に応じて変化する各信号のオシロスコープ測定波形とライブ画像の様子
(オシロスコープの信号; 誤差信号: 緑; In-Focus: 黄色; In-Capture: 青)
合焦しているときにすべての信号がアクティブであることをオシロスコープで確認できます。 これは機器設計と開発時に活用できます。
レーザーのマルチスポット投影
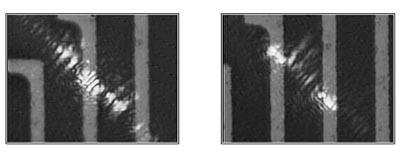
レーザーをシングルスポットで標本上に投影すると、半導体基板など標本の配線パターンの微細化や段差構造によって、標本がわずかに横ずれした際に合焦位置が段差の上段と下段を行き来する不安定な動作や、段差エッジでのAF光の散乱によるフォーカスエラー信号のS/N比(Signal-to-Noize ratio)が悪化するなどの問題が生じます(図9参照)。
こういった合焦不安定性を解決するため、BXC-FSUでは合焦検出箇所を多点化したマルチスポット方式のアクティブAFを採用しています(図10、図11参照)。スポットは視野全体を 45 度の角度で横切るように配置され、すべてのスポットからの平均信号によって平均的な焦点位置が生成されます。これにより、段差のある標本にAFをかけた際に再現性よくピント合わせをすることが可能になります。
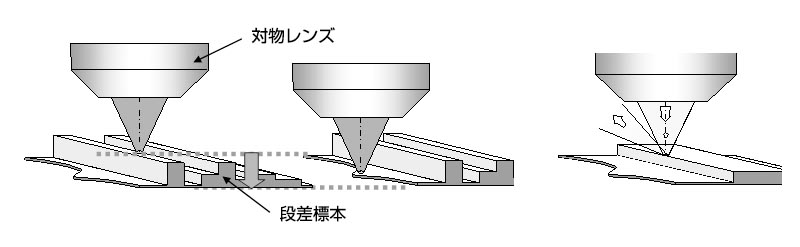
(a)合焦位置の変動 (b)エッジによる散乱
図9. 合焦不安定性の要因
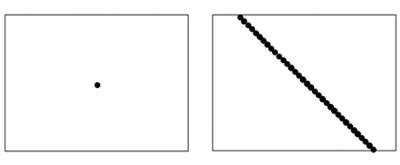
(a)シングルスポット方式 (b)マルチスポット方式
図10. 標本面上の合焦検出箇所の比較
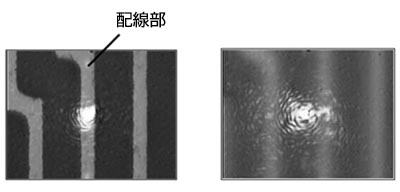
(a)シングルスポット方式の場合、段差標本を横にずらすと合焦位置がずれる。
(b)マルチスポット方式の場合、段差標本を横にずらしても合焦位置が変わらない。
図11. 標本の横ズレに対する合焦安定性の比較。輝点は合焦検出箇所を表す。
レーザーと可視光の色収差補正機構
BXC-FSUでは近赤外のレーザー光源を使用しているため可視光とは合焦位置が異なります。
これはレンズに使用されているガラスの屈折率が光の波長によって異なるためであり、この性質を色収差といいます(図12参照)。そのためBXC-FSUでは、色収差を補正して可視光と赤外レーザー光の合焦位置を一致させるための機構を備えています。対物レンズ毎に色収差の補正量は異なるため、対物レンズを切り替えるたびに補正量を制御できます。
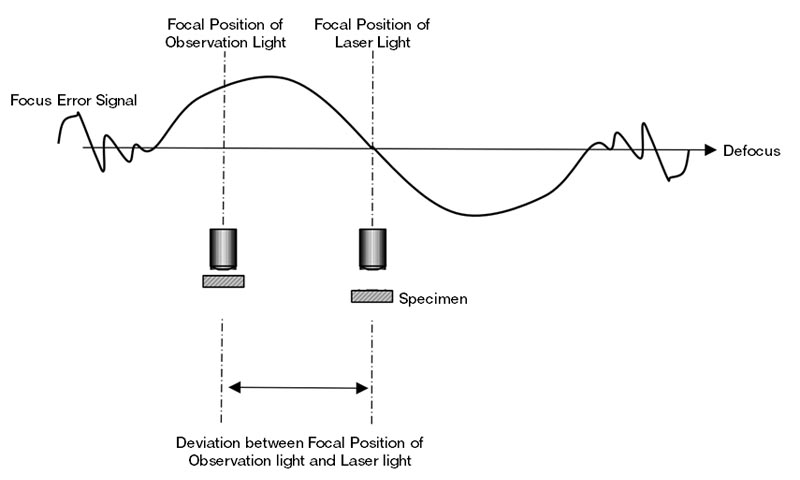
図12. 可視光とレーザー光の色収差
まとめ
オートフォーカス技術により、スキャン時間の短縮と高解像度化を実現できます。フォーカスセンシングの原理を理解いただくことはBXC-FSUの機能を最大限活用するのに役立ちます。
装置搭載のご検討のための資料は、こちらよりダウンロードしてください。
また、BXC-CBBと BXC-CBRLMシステムにおけるコマンド制御の理解に役立つサンプルソフトもご用意しております。
サンプルソフトのダウンロードはこちら
さらに、FSUの使い方を詳細に説明したBXC-FSUアプリケーションマニュアルもご用意しております。
ご入用の方はお問い合わせフォームのコメント欄に「アプリケーションマニュアル希望」と記載いただき、お気軽にお問合せください。


