单晶探头模式
超声测厚仪如何工作?
本指南探讨了超声测厚仪的技术特点、测量模式和要考虑的关键因素,无论您是想学习超声测厚仪的基础知识,还是想更深入地了解这些设备,您都可以从中得到帮助。超声测厚仪可用于测量各种材料,因此更好地了解它们的工作方式有助于您更准确、更有效进行检测。
超声测厚仪如何测量厚度?
超声测厚仪利用声波的物理特性来测量样件的厚度。 测厚仪通过分析有组织的机械振动如何穿过金属、塑料和其他工业材料的模式,并计算声波脉冲穿过被测试件到达内壁或材料另一侧反弹回来所需的时间来测量材料的厚度。通常,时间越长,材料越厚。 这些超声设备使用的声能频率远远高于人耳所能听到的频率。 人耳可以听见的声音通常在20 KHz左右,但超声测厚仪的工作频率可以达到500 KHz甚至更高。
传输声波脉冲的探头含有压电晶片,晶片由短的电脉冲激励。 这样就产生了可以穿过被测样件并反射回到探头的超声波。声波脉冲反射回来后,会被转化为声能。测量仪使用这个声能,通过以下公式计算出厚度;
T = (V) x (t/2)
T = 工件的厚度
V = 被测材料中的声速
t = 测量到的往返传播时间
测量模式
单晶探头:模式1、模式2 和模式3
产生了声波脉冲并接收到回波之后,就可以通过几种方式进行计时。使用普通接触式、延迟块式和水浸探头时,测量代表声波在被测样件中传播所用时间的三种常见用方法是模式1、模式2 和模式3。探头类型和应用要求通常决定您选择哪种模式。
模式1是最常见的测量方式。它测量的是产生声波的激励脉冲和第一个回波之间的时间间隔,然后再减去很小的零位偏移值,以补偿声波在仪器、电缆和探头防磨板中的固定延迟。
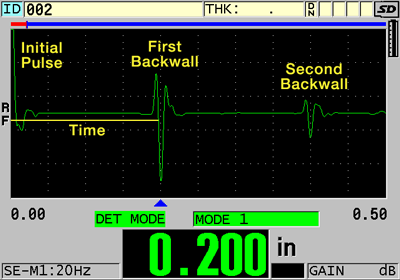
模式1是使用接触式探头进行检测所采用的正常测量模式。 其主要优势是一般具备测量超高最大厚度的能力。由于只需要单一的底面回波,其在检测铸件、低密度塑料和橡胶等具有挑战性的材料时,也表现出上佳的穿透能力。 模式1的缺点是其最小可测厚度高于其他模式,而且由于耦合变化,精度可能略低。 此外,与模式1相关的接触式探头只可用于测量表面温度低于50°C的材料,因此无法进行高温测量。
模式2测量的是从被测样件的近表面返回的界面回波与第一个底面回波之间的时间间隔,其代表的是声波在被测样件中的往返声程。这个模式一般需要使用延迟块式探头或水浸式探头。
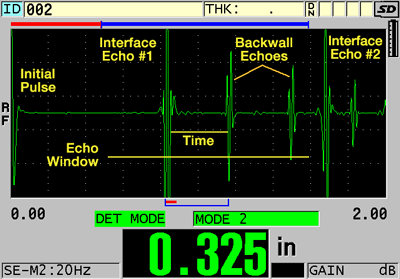
模式2通常可:
- 优化塑料和复合材料的近表面分辨率
- 使用高温延迟块探头进行高温测量
- 使用聚焦水浸式探头,或者聚焦或曲面延迟块探头对急转圆角进行测量
- 使用水浸式探头对移动材料进行在线测量
模式2测量方式的主要缺点是其最大可测厚度受延迟块长度的限制。
模式3使用延迟块式探头或水浸式探头测量两个连续底面回波之间的时间间隔,其代表的是声波在被测样件中的往返声程。
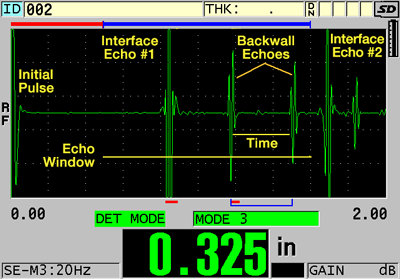
模式3通常可提供很高的测量精度和上佳的最小厚度分辨率,尽管其最大可测厚度会受到限制。 这种模式需要两个或更多的清晰多重底面回波,因此通常只能对衰减性相对较低且声阻抗较高的材料进行测量,如细粒金属、陶瓷和玻璃。可以使用适当的高温延迟块探头在高温下进行测量。模式3还具有从带涂层金属的厚度测量值中去除薄的非金属涂层(如油漆)的优势。
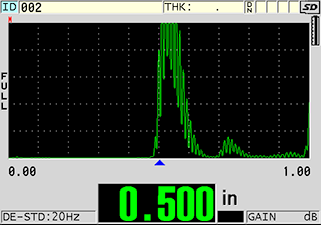
双晶探头
双晶探头包含安装在延迟块上独立的发射晶片和接收晶片,延迟块既可以起到导引声波、创建V形声程的作用,又可以用作热绝缘体,在高温测量过程中保护活动晶片。 回波计时通常在模式1中完成,不仅要减去代表脉冲在延迟块中传播时间的较大零位偏移值,还要使用三角校正补偿被测材料中的V形声程。
超声测厚仪测量注意事项
使用超声测厚仪进行测量时,必须考虑许多外部影响因素,以确保测量的准确性和安全性。如需更多信息,请进到以下网页,了解影响超声检测和检测条件的因素: