1. Introdução
No campo dos testes não destrutivos ultrassônicos (END), o método de foco total (TFM) é agora uma técnica de formação de imagem de teste não destrutivo (END) amplamente conhecida e aceita. Além disso, o método agora está comercialmente disponível em vários dispositivos portáteis, incluindo detectores de defeitos da série OmniScan™ X3 e o TFM está crescendo em popularidade na comunidade de END.
No entanto, embora o TFM permita uma interpretação de imagem mais fácil do que a inspeção Phased Array (PA) convencional, o uso de um único elemento na transmissão durante a aquisição pode resultar em imagens com uma relação sinal-ruído (SNR) baixa. Esta SNR baixa é devido à fraca penetração acústica, tipicamente em peças espessas ou em material altamente atenuante.
Para superar esse problema, uma implementação diferente do algoritmo do TFM convencional usando apenas as informações relacionadas à fase dos sinais adquiridos é proposta aqui. Ela é baseada no fator de coerência vetorial (VCF)1, que é usado como uma imagem em si, removendo as informações de amplitude dos sinais adquiridos. Esse método, também conhecido como formação de imagem de coerência de fase (PCI), apresenta algumas vantagens,2,3,4 incluindo o seguinte:
- Apenas a fase instantânea do sinal é considerada2 e a atenuação do material não afeta a fase do sinal. Portanto, o PCI pode ser particularmente útil para resolver os desafios de aplicações de inspeção de material espesso ou altamente atenuante.
- Como a amplitude do sinal não é considerada, a necessidade de calibração de amplitude é eliminada.3
- Sensibilidade aprimorada para geometrias de difração e consistência da representação de defeitos entre as diferentes visualizações de rastreamento.
- Fornece um método confiável não baseado em amplitude para dimensionamento de defeitos semelhantes a rachaduras.3
O resto deste documento explica os princípios básicos da tecnologia de PCI da Evident, e parte dele ainda é patente pendente. Notavelmente, o método de produzir representações binárias de sinais de eco acústico. Para esta explicação, primeiro é revisto a operação do algoritmo de atraso e soma (DAS), que possibilita a construção de uma imagem TFM convencional com um envelope de captação integral de matriz. Em seguida, será demonstrado que o algoritmo PCI constitui uma variante do algoritmo DAS.
Exemplos de casos de uso reais usando defeitos artificiais de natureza e geometria conhecidas permitem a comparação dos dois tipos de imagens, TFM e PCI5 convencionais, obtidas usando os dois tipos de algoritmos.
2. Revisão dos princípios do TFM convencional e do algoritmo DAS

Figura 1. Configuração geométrica da aquisição de captação integral de matriz com uma sonda em contato com a superfície de teste. O elemento piezoelétrico k emite uma onda acústica ultrassônica no material. O elemento piezoelétrico l recebe a onda sonora ultrassônica refletida.
A Figura 1 mostra a configuração geométrica da aquisição de captação integral de matriz (FMC) de uma sonda de testes de ultrassom Phased Array (PAUT), bem como a região de interesse (ROI) correspondente à porção do espécime a ser inspecionada e visualizada usando o TFM. O elemento piezoelétrico k emite uma onda sonora ultrassônica. Essa onda acústica se propaga no material do espécime a ser inspecionado e é refletida por quaisquer defeitos presentes no material, bem como pelas diversas interfaces. O elemento piezoelétrico l recebe a onda acústica ultrassônica refletida, que leva à formação do sinal A-scan. skl. A captação integral de matriz então agrupa todos os A-scans para todas as combinações possíveis de kl.
A Figura 2 fornece um fluxograma que ilustra em 6 etapas principais o princípio da reconstrução do algoritmo de atraso e soma (DAS) de uma imagem TFM convencional de uma aquisição de captação integral de matriz:
- A aquisição de captação integral de matriz é realizada, que gera os dados que consistem em todos os A-scans sklI (t). O expoente I indica aqui que esses A-scans são os sinais em fase.
- A Transformada de Hilbert é aplicada, tornando possível obter os componentes de quadratura sklQ (t) dos A-scans em fase sklI ( t) adquiridos e agrupados nos dados da captação integral de matriz.
- Os dados xklI e xklQ são extraídos usando os atrasos pré-calculados τkl (x,z). Esses atrasos foram pré-calculados de acordo com o tipo de modo selecionado (L-L, T-T, TT-T, TT-TT, por exemplo) e a ROI a ser observada.
- A soma então obtém duas imagens TFM em quadratura, ITFMI (x,z) e ITFMQ (x,z).
- A amplitude (também chamada de módulo ou envelope) ITFM (x,z) é estimada usando o cálculo da distância euclidiana.
- Uma etapa de pós-processamento, habilitada pela placa de vídeo, formata (essencialmente filtragem digital, reamostragem e redimensionamento) a imagem TFM, que é apresentada ao usuário no visor do instrumento.
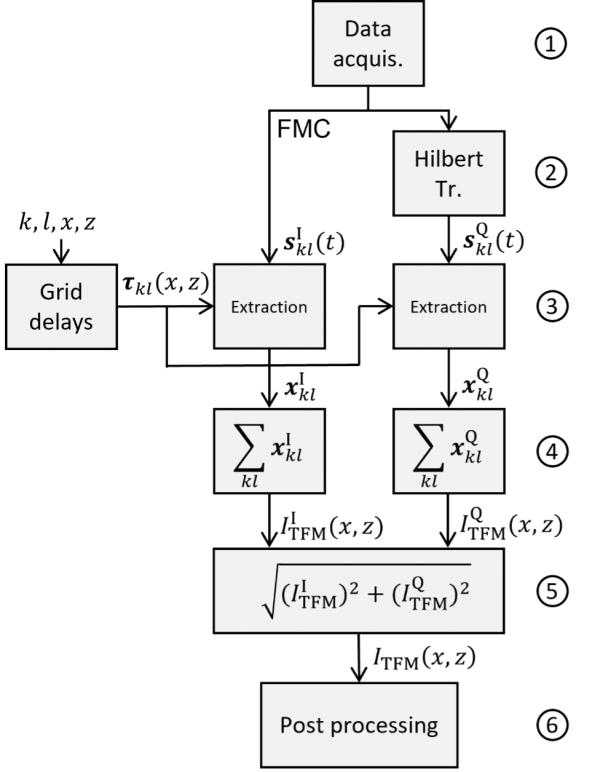
Figura 2. Princípio do algoritmo DAS de 6 etapas para obter uma imagem TFM de amplitude de uma aquisição de captação integral de matriz.
3. Princípios do algoritmo PCI
A principal diferença entre o algoritmo de PCI implementado no detector de defeitos OmniScan X3 64 e o método de foco total convencional e outras tecnologias de processamento de sinal baseadas em fase é que o primeiro contém um componente de binarização de sinal acústico inovador (patente pendente). Se compararmos o algoritmo de PCI com as etapas no algoritmo de DAS mostradas na Figura 2, ele difere em dois aspectos principais:
- Uma etapa adicional, a etapa 3b (Figura 4), que consiste em quantificar os sinais sklI (t) e sklQ (t) usando o sinal de função. Esta etapa permite destacar a coerência dos sinais, conforme explicado mais adiante neste artigo.
- Cálculo da amplitude usando a norma L∞, também chamada de norma de Chebyshev, em vez da norma euclidiana usada no TFM convencional.
3.1. Conceito de coerência de fase
Permitir uma boa compreensão da natureza do PCI requer a introdução da noção de coerência de sinal, um princípio fundamental deste método. Este parágrafo introduz o conceito de forma simplificada. Para isso, deve-se ter atenção à operação do sinal da função, às vezes chamada de função signum.
O sinal da função quantifica um sinal s(t) em 3 níveis distintos, +1, 0 e -1:

Para entender melhor o efeito desta operação de quantificação sobre os sinais, a figura 3 mostra, como um exemplo, o resultado da aplicação do sinal da função em um A-scan s(t), escolhido aqui arbitrariamente para fins de demonstração. Observando a Figura 3, é possível notar o seguinte:
- O sinal tem dois tipos de zonas: (1) as chamadas zonas coerentes que indicam a presença de indicações, que são sintomáticas da presença de defeitos, e (2) as chamadas zonas não coerentes que indicam a ausência de indicações e a presença de ruído puro. Devemos observar que este ruído se origina principalmente no ruído eletrônico intrínseco da instrumentação, mas também é um ruído estrutural vinculado à interação das ondas acústicas com o material do espécime.
- Nas zonas coerentes a intensidade do sinal permanece constante e contida entre 1 e -1 no sinal quantizado (Figura 3(b)), enquanto a amplitude diminui com o tempo no caso do sinal sem tratamento (Figura 3(a)) (devido à atenuação geométrica, por exemplo).
- No sinal quantizado da Figura 3(b), há presença de ruído forte, com um aspecto caótico, em um nível muito superior ao nível de ruído quase imperceptível no sinal sem tratamento da Figura 3(a). Isso ajuda a explicar, e como os exemplos propostos neste documento mostrarão, por que as imagens TFM obtidas pelo PCI têm uma aparência "mais ruidosa" do que as imagens TFM convencionais, que você pode ver comparando a Figura 6(a) e 6(b) ou a Figura 8(a) e Figura 8(b). No entanto, essas áreas com altos níveis de ruído caótico (áreas não coerentes) têm uma distribuição estatística independente da posição na imagem, diferentemente das áreas coerentes. Por causa dessa diferença, e apesar de uma aparência mais ruidosa, em uma imagem gerada por PCI, é mais fácil distinguir as áreas coerentes das não coerentes. O mapa de cores adaptado aplicado por padrão no dispositivo OmniScan X3 64 ao usar PCI ajuda a facilitar essa distinção pelo usuário, conforme mostrado na Figura 6(c) e na Figura 8(c).
O comportamento do sinal de função é, portanto, usado no PCI,5 por um lado, para manter a intensidade do sinal consistente (independentemente da profundidade da investigação, por exemplo) e, por outro lado, para separar as zonas coerentes, provavelmente correspondentes à presença de defeitos, e as zonas caóticas não coerentes correspondendo à ausência de falhas. Devemos observar que a coerência dos sinais é a informação transportada pela fase do sinal.
De uma certa perspectiva, as informações comunicadas pelo PCI podem ser consideradas de natureza quase binária, em que "coerência/não coerência" equivale a "presença de um defeito/ausência de defeito". O problema consiste então em adotar uma estratégia que separe esses dois regimes. A forma ou as formas como isso pode ser realizado não são abordadas neste documento, mas um mapa de cores adaptado, como o implementado no detector de defeitos OmniScan X3 64, auxilia na tarefa de separação.

Figura 3. Sinal e ruído do tipo A-scan (a) sem tratamento e sinal quantizado usando o sinal de função (b).
3.2. Algoritmo de PCI

Figura 4. Princípio do algoritmo de PCI.
O fluxograma na Figura 4 resume o algoritmo de PCI implementado no detector de defeitos OmniScan™ X3 64 da seguinte forma:
- Fase de aquisição que constrói os dados de captação integral de matriz que consistem em todos os A-scans sklI (t). O expoente I indica que esses A-scans são sinais em fase.
- Aplicação da Transformada de Hilbert, que permite obter os componentes em quadratura sklQ (t) dos A-scans em fase sklI (t) adquiridos e agrupados nos dados de captação integral de matriz.
- Extração dos dados xklI e xklQ usando os atrasos τkl (x,z). Esses atrasos foram calculados previamente de acordo com o tipo de modo selecionado (L-L, T-T, TT-T, TT-TT, por exemplo) e a ROI a ser observada.
Essas três primeiras etapas são idênticas às do algoritmo de DAS na Figura 2.
3b. Quantização dos sinais xklI e xklQ usando a função de sinal de acordo com a equação 1, que leva aos sinais ykl I e yklQ:

A etapa 3b é uma etapa adicional específica do algoritmo de PCI.
4. A soma obtém duas imagens PCI em quadratura, IPCII (x,z) e IPCIQ (x,z):


5. Por fim, a amplitude IPCI (x,z) é estimada usando o cálculo da distância de Chebyshev, também chamada de norma uniforme, ou norma L∞, e os dois componentes das equações (3) e (4):

com p→∞.
Estimar a amplitude da equação 5 é difícil de alcançar com p→∞. Uma boa aproximação pode então ser obtida usando a seguinte expressão:

Ou seja, retendo como valor final o máximo dos valores absolutos (|⋅|) das imagens em fase e em quadratura.
6. Por fim, há uma etapa de pós-processamento, idêntica à do algoritmo de DAS utilizado para obter uma imagem de TFM convencional, habilitada pela placa de vídeo, que formata (essencialmente, filtragem digital, reamostragem e redimensionamento) a imagem de TFM apresentada para o usuário na tela do instrumento.
Vale a pena notar que o fluxo de trabalho de processamento do PCI mostrado na Figura 4 e implementado no detector de defeitos OmniScan X3 64 é concluído durante a inspeção em tempo real relativamente à mesma velocidade (ou seja, da aquisição de dados à geração de imagem) que o dispositivo convencional de TFM.
4. Exemplos experimentais
Dois exemplos, trechos de medições experimentais em defeitos de natureza e geometria conhecidas, são apresentados aqui para comparar imagens obtidas usando os dois algoritmos descritos anteriormente e destacar algumas características do PCI. Isso inclui robustez de amplitude e sensibilidade de ponta do defeito.
4.1. Exemplo 1: bloco com abertura perfurada na lateral (SDH)
O primeiro exemplo de teste visa destacar a propriedade de robustez de atenuação do método PCI. Um bloco de aço que contém 17 SDHs (bloco de teste de aço de baixo carbono ASTM E2491) é inspecionado sem um calço (ou seja, a sonda está em contato direto com a peça a ser inspecionada) usando uma sonda de teste de ultrassom Phased Array 5L64-A32. Essa configuração de teste é mostrada na Figura 5.
A Figura 6 mostra as imagens de TFM convencionais reconstruídas resultantes (a) e PCI (b,c) usando o modo de propagação L-L. Na Figura 6, podemos observar claramente o seguinte:
- Todos os SDHs são exibidos com a mesma intensidade na imagem de PCI, enquanto o efeito da atenuação pode ser percebido na imagem de TFM convencional nos SDHs inferiores e o efeito da amplitude transmitida do feixe nos SDHs superiores.
- O nível de ruído de fundo também é maior no caso da imagem de PCI.
Como o PCI é um método de formação de imagem sem amplitude, a soma coerente dos sinais ocorre independentemente da amplitude dos sinais e, portanto, produz indicações com alto nível de contraste.3

Figura 5. Exemplo 1 de configuração de teste: bloco de teste de aço de baixo carbono ASTM E2491 e sonda 5L64-A32.
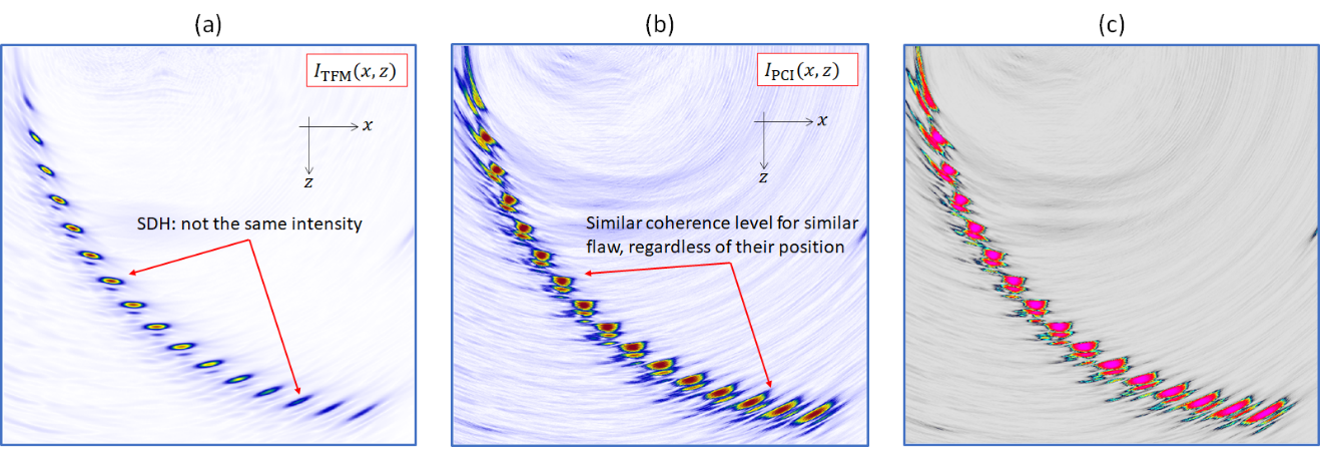
Figura 6. Formação de imagens SDH usando TFM convencional (a), PCI (b) e PCI com o mapa de cores padrão implementado no detector de defeitos OmniScan X3 64.
4.2. Exemplo 2: defeito de entalhe em um bloco de aço
Outra propriedade interessante do PCI é sua sensibilidade a pontas defeituosas, o que possibilita o dimensionamento preciso das descontinuidades. Parece que as reflexões especulares provenientes de grandes dispersores são reduzidas em relação à soma de amplitude, pois apenas alguns termos de fase comuns contribuem para a soma. Assim, o PCI tende a ser mais robusto para refletores estreitos e pontiagudos.
Para destacar essa característica do PCI, este segundo exemplo apresentará os resultados da inspeção em um bloco de aço que contém um entalhe sem quebra de superfície orientado a 70°, usando um calço SPWZ1-N55S-IHC e uma sonda Phased Array 7.5L60-PWZ1. A Figura 7 mostra a configuração de teste.
A Figura 8 mostra as imagens de TFM convencionais reconstruídas resultantes (a) e PCI (b e c) usando o modo de propagação TT-TT. As seguintes comparações podem ser feitas:
- Reflexões especulares de grandes dispersores são reduzidas em relação à soma de amplitude, pois apenas alguns termos de fase comuns contribuem para a soma.
- O contraste é aprimorado para PCI em relação ao TFM convencional.
- O PCI oferece melhor sensibilidade às pontas com defeito.
- A relação sinal-ruído é menor para o PCI.
Assim, mesmo que neste caso uma imagem de TFM convencional permita uma avaliação mais precisa da extensão do entalhe, o PCI permite o dimensionamento preciso de defeitos tipo entalhe, devido à sua alta sensibilidade às pontas defeituosas, sem usar considerações semi-empíricas que poderiam ser facilmente enganado por um processo de calibração ou atenuação no material.
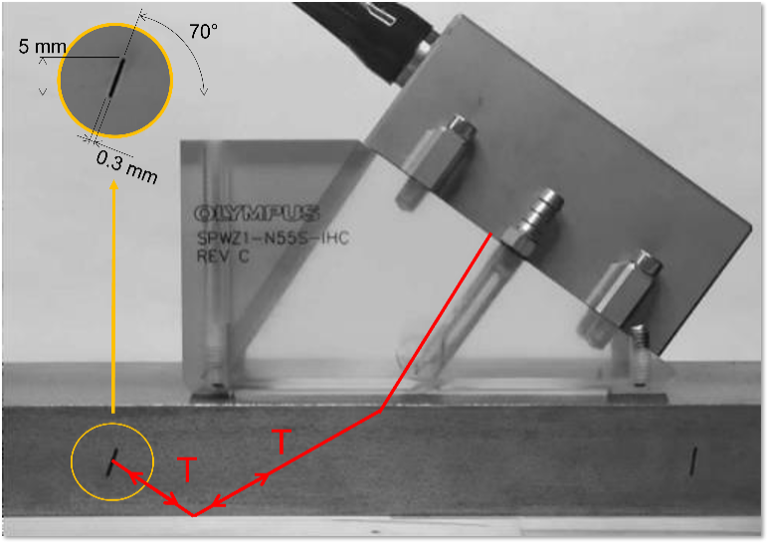
Figura 7. O exemplo 2 de configuração de teste: um bloco de aço de baixo carbono com um entalhe angular fabricado usando usinagem de descarga elétrica, um calço SPWZ1-N55S-IHC e uma sonda 7.5L60-PWZ1.
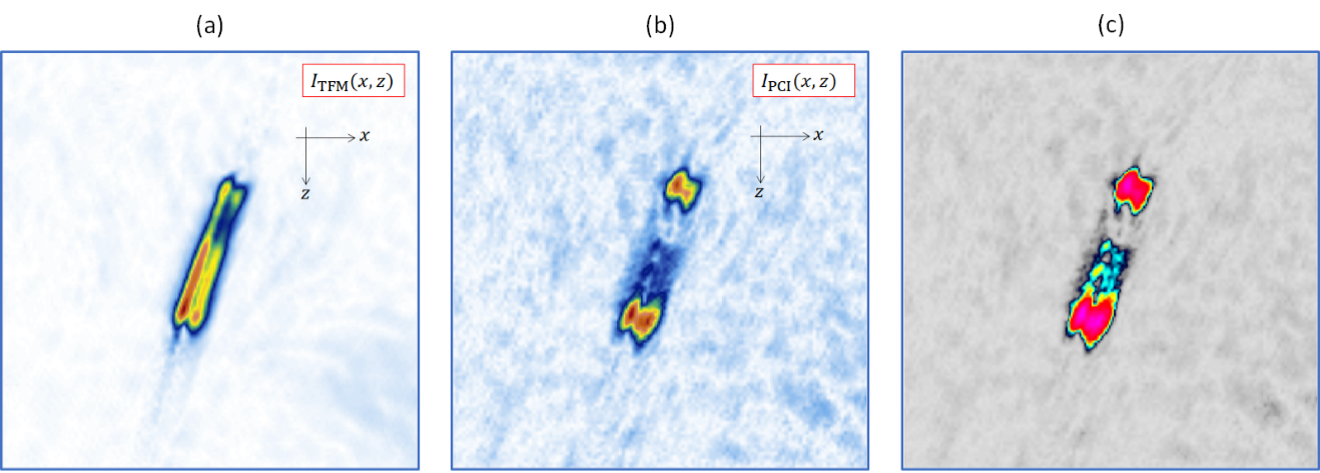
Figura 8. Formação de imagens de entalhe usando TFM convencional (a), PCI (b) e PCI com o mapa de cores padrão do detector de defeitos OmniScan X3 64.
Descobertas experimentais
Em conclusão, nossos experimentos mostraram que o PCI oferece muitos benefícios:
- Por ser um método de formação de imagem não baseado em amplitude, a interpretação da imagem não se baseia em sinais calibrados em amplitude, o que é uma vantagem sobre o TFM convencional baseado em amplitude.
- Maior sensibilidade para refletores estreitos e pontiagudos e, mais geralmente, para geometrias difrativas.
- Permite o dimensionamento preciso de defeitos semelhantes a entalhes sem usar considerações semi-empíricas que podem ser facilmente corrompidas por um processo de calibração ou atenuação no material.
- Não requer um procedimento de calibração, tornando o dimensionamento do entalhe mais fácil e preciso em comparação com o TFM convencional.
- O ganho pode ser ajustado para um valor muito baixo, evitando a saturação do sinal.
- Além disso, um instrumento com um processador poderoso o suficiente, como o detector de defeitos OmniScan X3 64, gera imagens de PCI ao vivo, para que os resultados sejam exibidos imediatamente durante a inspeção.
No entanto, algumas perdas deste método também devem ser mencionadas:
- Reproduz mal os refletores planares.
- A relação sinal-ruído (SNR) do PCI é menor do que os métodos baseados em amplitude. Mas, como explicado anteriormente, isso não é uma grande perda, pois o PCI facilita a distinção de áreas coerentes, indicando a presença de defeitos, de áreas incoerentes correspondentes a áreas ruidosas da imagem.
- Os usuários estão acostumados a ver visualizações finais baseadas em amplitude; portanto, pode haver um período de ajuste.
Referências
- JF Cruza, J. Camacho, and C. Fritsch, Plane-wave phase-coherence imaging for NDE, NDT & E International, vol. 87, p. 31–37, Apr. 2017.
- B. Gauthier, G. Painchaud-April, A. Le Duff, and P. Belanger, “Lightweight and Amplitude-Free Ultrasonic Imaging Using Single-Bit Digitization and Instantaneous Phase Coherence,” IEEE Trans. Ultrason., Ferroelect., Freq. Contr., Vol. 69, no. 5, pp. 1763–1774, May 2022, doi: 10.1109/TUFFC.2022.3163621.
- B. Gauthier, G. Painchaud-April, A. Le Duff, and P. Bélanger, “Towards an Alternative to Time of Flight Diffraction Using Instantaneous Phase Coherence Imaging for Characterization of Crack-Like Defects,” Sensors, vol. 21, no. 3, p. 730, Jan. 2021, doi: 10.3390/s21030730.
- A. Le Duff, N. Badeau, E. Peloquin, G. Painchaud-April, C.-H. Kwan, B. Gauthier, “Total Focusing Method with Phase-Only Ultrasound Signal for Small Flaw Detection,” International Ultrasonic Testing Conference (UT-Online), 2021.
- G. Painchaud-April, A. Le Duff, C. Kwan. C. Brillon, Phase-Based Approach for Ultrasonic Inspection, World Intellectual Property Organization (WIPO). 02.09.2021. WO/2021/168565 https://patentscope.wipo.int/search/fr/detail.jsf?docId=WO2021168565=EP383773045

