Область применения
Ультразвуковой контроль для определения целостности клеевого шва между наружным слоем из высокоимпедансного материала (обычно металл или керамика) и внутренним слоем из низкоимпедансного материала (пластик, композиты или резина). Данная техника применяется для контроля качества клеевых соединений металлов.
Предпосылка
В случае соединения двух материалов с аналогичным акустическим импедансом (определяемым как плотность, умноженная на скорость звука), например, в конструкциях металл-металл или пластик-пластик, – целостность клеевого соединения обычно определяется по амплитуде первого сигнала, отраженного от границы раздела двух сред. Как правило, наблюдается значительная разница между амплитудой сигнала, отраженного от склеенной зоны, и сигналом, отраженным от несклеенной зоны. Слишком большая разница в акустическом импедансе двух материалов, например в конструкции металл-полимер, может вызвать сильное отражение от границы двух сред, даже если материалы соединены механическим способом. Изменения амплитуды эхо-сигнала в склеенной и несклеенной зонах могут быть незначительными и трудновыявляемыми, особенно если акустический контакт между преобразователем и поверхностью объекта нестабилен. Такая ситуация часто возникает при склеивании металла с металлом с помощью эпоксидной смолы или других клеящих материалов с низким импедансом. Клеевой слой, если только он не слишком тонкий, представляет собой низкоимпедансный клеевой шов с высоким коэффициентом отражения даже в случае качественного соединения.
В случае, когда материал с низким импедансом находится с наружной стороны объекта, или когда форма объекта позволяет проводить контроль шва со стороны низкого импеданса, рекомендуется выполнить тест на сдвиг фаз. Эта процедура описывается в инструкции по применению «Тест на сдвиг фаз для проверки целостности соединений» на сайте Olympus. Если контроль соединения выполняется со стороны высокого импеданса, реверберационный метод УЗК будет лучшим решением. Метод предполагает анализ многочисленных сигналов, отраженных от границы раздела двух сред, и скорости, с которой амплитуда последовательных эхо-сигналов, или кривая реверберации, изменяется в склеенных и несклеенных зонах. Поскольку звуковая волна отражается от металлов и других высокоимпедансных материалов, разница в амплитуде увеличивается с каждым отраженным сигналом. Например, снижение амплитуды на 5%, незаметное на первом эхо-сигнале, становится разницей в 25% на пятом эхо-сигнале и 50% на десятом эхо-сигнале. Если изменение незначительно для одного эхо-сигнала, то при рассмотрении серии эхо-сигналов разница в амплитуде становится очевидной. В типичном соединении, склеенные и несклеенные зоны производят специфический реверберационный рисунок. |  |
Оборудование
Данный вид контроля выполняется с помощью любого стандартного ультразвукового дефектоскопа, например, EPOCH® 650 или EPOCH 6LT. Возможно использование ультразвуковых генераторов/приемников. В данном приложении обычно используется стандартный преобразователь с линией задержки в диапазоне частот от 2,25 до 20 МГц (например, V207-RB, V206-RB, V202-RM или V208-RM). Выбор преобразователя для конкретного теста будет зависеть от толщины материала, акустических характеристик и формы объекта.
Процедура контроля
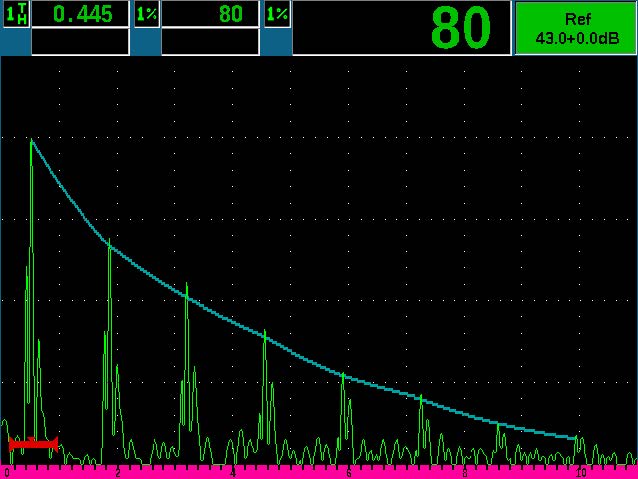
Настройте усиление так, чтобы первый донный эхо-сигнал хорошо склеенного образца был выведен на 80% высоты экрана; затем установите широкий диапазон экрана для отображения серии донных эхо-сигналов. На первом А-скане (ниже) первый пик представляет эхо-сигнал от линии задержки, а последующие пики – это многочисленные донные эхо-сигналы от линии склеивания стали (толщиной 2,5 мм) и пластика. Поскольку металл соединен с материалом подложки, полимер, приклеенный с внутренней стороны стального листа, действует как механизм механического затухания, и поэтому эхо-сигналы затухают относительно быстро. Функция DAC позволит построить огибающую реверберации от известного качественного соединения.
Реверберация звуковых сигналов от склеенного металла (кривая DAC служит опорным элементом):
 | В случае расклеивания двухслойной конструкции, демпфирующий эффект устраняется и амплитуда сигналов увеличивается, выходя за пределы опорной кривой, как показано ниже. |
Реверберация в зоне расклеивания металлов: пики сигналов выше опорной кривой
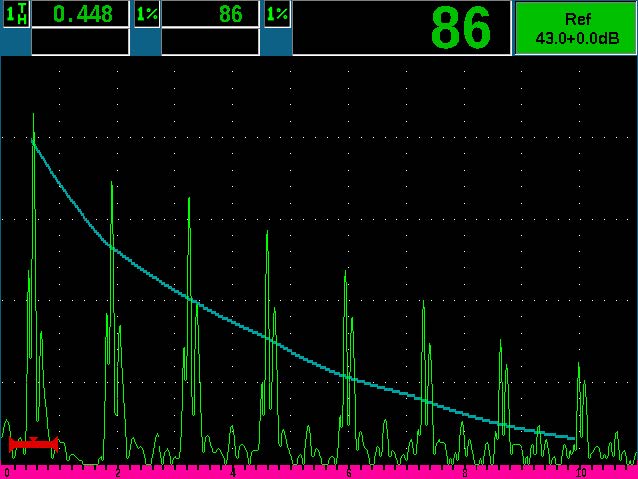 | Обратите внимание, что относительная амплитуда эхо-сигналов быстрее возрастает ближе к правой части экрана. Точное изменение кривой реверберации между склеенной и несклеенной зонами зависит от относительного акустического импеданса двух материалов и факторов затухания, но в целом данный тест работает во всех случаях при склеивании высокоимпедансного материала с низкоимпедансным. Качество склейки определяется путем сравнения полученных в ходе контроля А-сканов с двумя характерными кривыми, записанными при анализе опорных образцов. Важно помнить, что данный тип контроля определяет лишь целостность клеевого шва, но не прочность склеивания. Кроме того, материалы должны быть акустически соединены с помощью клеящего вещества или связующего агента. Одного нажима недостаточно для обеспечения акустической связи. |



