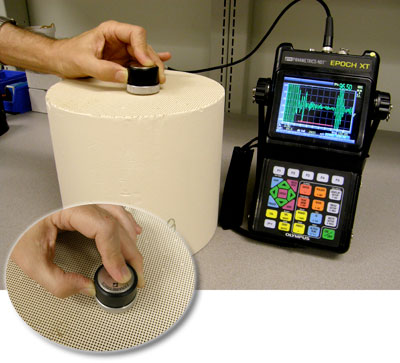
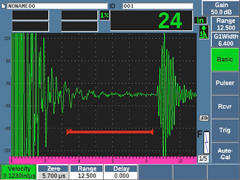
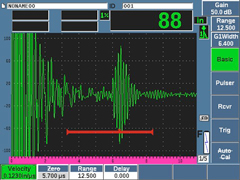
Application In the example below representing a setup with a flaw detector and an A601S-SB transducer, the left screen image represents a typical echo pattern from an undamaged filter. The peaks at the left side of that waveform represent reverberations of the outgoing sound pulse, and the echo at the right side represents the reflection from the far end. There should be no significant echoes in the zone in the middle that is marked by the red gate. The right screen image represents an echo pattern from a filter that is cracked just past its midpoint. The backwall echo to the right of the gate has disappeared because sound energy is no longer reflecting from the far wall. The transducer can be moved to as many points as desired on the face of the filter to check for cracks at other locations.
The specific instrument setup for each type of filter should be established through the use of a known good setup standard that is used to optimize the echo from the far end. By identifying the echo pattern from a good filter and looking for changes, a trained operator can quickly and reliably identify echo variations that correspond to internal cracks. Phased Array Testing
Phased Array can offer cross-sectional imaging of filters from either sectorial or linear scans. This can aid operator visualization of flaws. Automated testing has also been implemented using larger array probes and specialized fixturing. |
资源库
应用说明
返回到资源库



Cracking in Ceramic Diesel Particulate Filters

应用所使用的产品
OmniScan MX PA仪器可以进行手动和自动相控阵检测。这款仪器具有以下功能:功能齐备的A扫描、B扫描、S扫描和C扫描显示,以及高级实时数据处理。仪器可被配置为16:128晶片、16:16M、16:64M、32:32和32:128。
轻便的单组Omniscan SX探伤仪装有一个方便用户阅读的8.4英寸(21.3厘米)触摸屏,可提供性价比很高的检测解决方案。OmniScan SX有两种型号:SX PA和SX UT。SX PA是一个16:64PR仪器,它与仅使用UT技术的SX UT一样,配备有一个用于脉冲回波、一发一收或TOFD(衍射时差)检测的常规UT通道。
OmniScan
X3系列的每台探伤仪都是一款功能齐备的相控阵工具箱。其创新型全聚焦方式(TFM)和高级相控阵(PA)功能助力您充满信心地识别缺陷,其性能强大的软件功能和便捷的工作流程有助于提高您的检测效率。
EPOCH
650仪器是一款常规超声探伤仪,具有优质的检测性能和广泛的适用性:可用于许多检测应用。这款简单直观、坚固耐用的仪器脱胎于广受欢迎的EPOCH
600探伤仪:EPOCH 650仪器添加了一些EPOCH 600探伤仪没有的功能。
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.