应用
检测巴氏合金轴承瓦与钢制或青铜制轴承壳之间的粘接情况,并对轴承瓦的厚度进行测量。
背景
巴氏合金首次出现于1839年,是一种锡或铅,加上铜和锑的合金,通常用于制造摩擦轴承中滚珠的接触面,因为这种合金的摩擦系数低,而且具有非常好的承重和润滑性能,以及防刮擦的特点。巴氏合金轴承一般是将一层相对较薄的巴氏合金铸造在钢壳或青铜壳之上,以使轴承获得应有的结构强度。巴氏合金轴承瓦与钢壳或青铜壳之间的粘接质量是保证轴承性能的关键,而且巴氏合金层的厚度通常也是需要注意的问题。如果巴氏合金层的厚度大于约0.2毫米,则可以轻而易举地使用超声探伤仪对巴氏合金层的粘接情况进行检测,并测量其厚度。
设备
大多数奥林巴斯探伤仪都可以用于这类检测,其中包括EPOCH 6LT、和EPOCH 650仪器。在检测中可以使用所选的接触探头或延迟块探头,如下所述。
检测程序
(a) 从轴承的外侧表面进行粘接检测
如果可以接触到轴承壳的外侧表面,且轴承壳与轴承瓦的内壁呈同心状态,则最简单的检测方法是使用一个小接触探头从外侧表面进行检测,所使用探头的频率范围一般为10 MHz到2.25 MHz。通常所选择的探头包括V112-RM(10 MHz)、V110-RM(5 MHz)和V106-RM(2.25 MHz)。如果轴承瓦的粘接情况良好,则轴承壳与轴承瓦的边界会反射一个小回波,后面会跟随一个来自轴承瓦内壁的较大的回波。如果轴承瓦处于脱粘状态,则只有轴承壳的内侧表面会反射一个大回波。
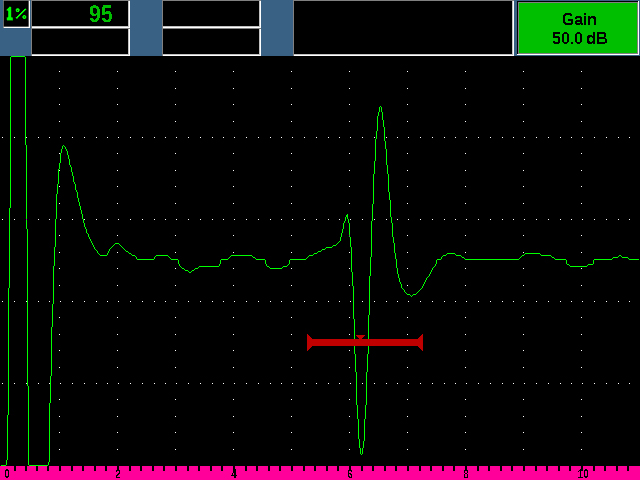
下面的波形图表明在使用一个V112-RM接触探头检测2毫米厚的巴氏合金轴承瓦与17.75毫米厚的钢制轴承壳之间的粘接情况时而获得的典型信号响应。在左侧的波形图中,蓝色闸门中的一个回波跟随着红色闸门中的小负极回波出现,表明合格的粘接情况。在右侧的波形图中,红色闸门中出现一个非常大的负极回波,而蓝色闸门中没有回波,表明脱粘的情况。
 | 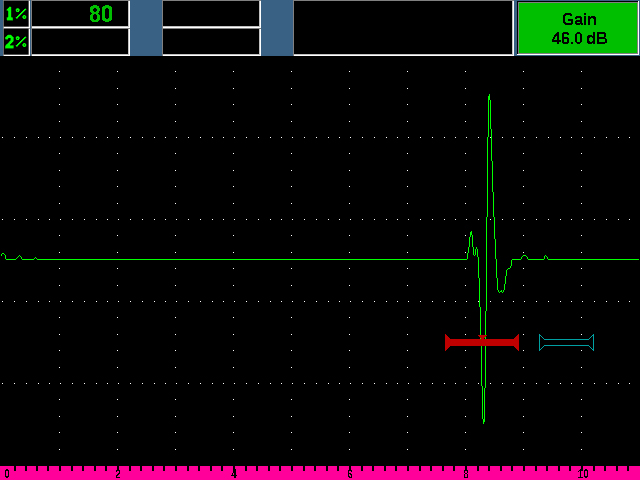 |
| 粘接合格时的典型波形 | 脱粘时的典型波形 |
(b) 从轴承的内侧表面进行粘接检测
还可以使用小直径延迟块探头对轴承瓦的粘接情况进行检测。一般来说,探头的宽带延迟块应该为曲面,而且需要贴附在轴承瓦内壁的曲面上,以获得优质的耦合效果。探头的频率范围为20 MHz(检测低于0.5毫米的非常薄的巴氏合金层)到2.25 MHz(检测等于或大于5毫米的厚巴氏合金层)。通常所选择的探头包括带有曲面延迟块的V208-RM(20 MHz)、V202-RM(10 MHz)、V206-RB(5 MHz)和V207-RB(2.25 MHz)探头。这种检测基于回波的相位和波幅做出判断。如果巴氏合金层处于粘接状态,则会从轴承瓦和轴承壳的边界处反射一个正极回波。如果巴氏合金层处于脱粘状态,则会出现一个波幅明显增大的负极回波。这种波形的差异是由于两种金属相对的声阻抗造成的。下面的波形图表明在使用一个V202-RM延迟块探头从钢制轴承壳内的2毫米巴氏合金轴承瓦的内侧进行检测时得到的典型的信号响应。在左侧的波形图中,闸门内的小正极回波代表粘接的状态。在右侧的波形图中,一个更大的负极回波后面跟随着多个反射信号,表明脱粘的情况。
 |  |
| 粘接合格时的典型波形 | 脱粘时的典型波形 |
(c) 巴氏合金层厚度的测量
巴氏合金层的厚度可以从其外壁或内壁进行测量。厚度测量所使用的探头与粘接检测所使用的探头相同,而且可以使用同一个探头同时完成粘接检测和厚度测量。下面的波形图表明从轴承的内壁进行的典型的厚度测量。请注意:巴氏合金非常软,作为一种金属,其声速非常慢:锡基巴氏合金一般约为3350 m/s,铅基巴氏合金一般约为2285 m/s。
 |
| 巴氏合金层厚度的测量 |
要了解有关巴氏合金轴承检测或其它超声检测应用的更多信息,请与奥林巴斯联系。

