Tato poznámka k oblasti použití se zabývá způsobem přesného měření zbývající tloušťky stěn kovového potrubí, nádrží, nosníků, lodních trupů a dalších konstrukcí přes nátěry a podobné povlaky.
Úskalí měření tloušťky kovu přes nátěr nebo povlaky
V mnoha situacích zahrnujících údržbu průmyslových a petrochemických aplikací je nutné měřit zbývající tloušťku kovu, který je vystaven korozi přes jednu nebo více vrstev nátěru nebo podobných nekovových povlaků. U běžných ultrazvukových tloušťkoměrů způsobuje přítomnost nátěru nebo podobných povlaků chyby měření, které v důsledku mnohem nižší rychlosti šíření zvuku v nátěru obvykle zvyšují zdánlivou tloušťku kovu o více než dvojnásobek tloušťky nátěru. K dispozici jsou dvě řešení tohoto problému: Měření echo-echo a měření THRU-COAT™. |
|

Přístroje a vybavení používané k měření echo-echo a THRU-COAT
Možností měření echo-echo a THRU-COAT disponují dva naše měřiče koroze: 39DL PLUS™ a 45MG. Měření echo-echo se obvykle provádí pomocí jednoho z následujících dvouměničových snímačů: D790, D791, D797 nebo D798. Měření THRU-COAT vyžaduje jeden ze dvou specializovaných dvouměničových snímačů, D7906-SM nebo D7908.
Dvouměničové snímače jsou již dlouho průmyslovým standardem pro mapování koroze díky své vynikající odezvě na drsné povrchy a důlkovou korozi. Obvykle se doporučují pro všechny běžné aplikace mapování koroze. Jednoměničové snímače s předsádkou lze doporučit v některých aplikacích zahrnujících hladký lakovaný kov, kde je vyžadována vyšší přesnost měření.
Teorie fungování měřidla tloušťky kovu přes nátěr
Rychlost šíření zvuku podélných vln v oceli je obvykle přibližně 5900 m/s (0,2320 palce/µs), zatímco rychlost šíření zvuku v nátěru a podobných povlacích je obvykle nižší než 2500 m/s (0,1000 palce/µs). Běžné ultrazvukové měřidlo, které měří celkovou tloušťku natřeného kovu, bude chybně měřit vrstvu nátěru při použití rychlosti oceli, což znamená, že nátěr se bude jevit nejméně 2,35krát silnější (poměr obou rychlostí šíření zvuku), než jaká je skutečnost. V situacích, kdy se jedná o silné povlaky a těsné tolerance, může chyba způsobená vrstvou nátěru představovat významnou část celkového měření. Řešením tohoto problému je měření nebo výpočet tloušťky způsobem, jenž eliminuje složku nátěru z měření.
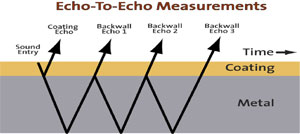
Měření tloušťky echo-echo jednoduše vychází z osvědčené techniky časování intervalu mezi dvěma po sobě jdoucími koncovými echy, která představují po sobě jdoucí průchody zvukové vlny testovaným materiálem tam a zpět. V případě natřeného kovu se tato vícenásobná koncová echa vyskytují pouze v kovu, nikoli v nátěru, takže interval mezi jakoukoli dvojicí ech (koncové echo 1 až 2, koncové echo 2 až 3 atd.) představuje pouze tloušťku kovu, přičemž tloušťka nátěru je vyrušena.
Měření THRU-COAT zahrnuje použití patentovaného softwarového přístupu k určení časového intervalu, který představuje jeden průchod povlakem tam a zpět. Tento časový interval se použije k výpočtu a zobrazení tloušťky povlaku. Odečtením tohoto intervalu od celkové naměřené hodnoty může měřidlo vypočítat a zobrazit také tloušťku kovového podkladu.
Porovnání technik měření echo-echo a THRU-COAT
Každá z těchto technik má své výhody a omezení, které je třeba vzít při výběru nejvhodnější techniky pro danou aplikaci v úvahu:
Výhody echo-echo:
- Funguje s řadou běžných snímačů
- Často umí pracovat i s drsnými povrchovými úpravami
- S vhodnými snímači ji lze provádět při vysokých teplotách až do přibližně 500 °C nebo 930 °F
Omezení techniky echo-echo:
- Vyžaduje několik koncových ech, ke kterým u silně zkorodovaných kovů nemusí docházet
- Rozsah tloušťky může být omezenější než u měření metodou THRU-COAT
Výhody techniky THRU-COAT:
- Funguje pro širokou škálu tlouštěk kovů, obvykle od 1 mm (0,040 palce) až po více než 50 mm (2 palce) v oceli
- Vyžaduje pouze jedno koncové echo
- U důlkové koroze může měřit minimální zbývající tloušťku kovu přesněji
Omezení techniky THRU-COAT:
- Povrchová vrstva musí být nekovová a silná nejméně 0,125 mm (0,005 palce)
- Úprava povrchu musí být relativně hladká
- Vyžaduje použití jednoho ze dvou specializovaných snímačů
- Maximální povrchová teplota je přibližně 50 °C nebo 125 °F
Postup pro měření echo-echo a THRU-COAT
Postupy pro aktivaci a provádění měření echo-echo a THRU-COAT pomocí měřidel 39DL PLUS a 45MG a vhodných snímačů jsou podrobně popsány v příslušných návodech k obsluze. Tyto informace a podrobnosti o doporučeném postupu kalibrace rychlosti a případné optimalizace zesílení a zaslepení naleznete v návodech k měřidlům.
Rozsah měření pro režim THRU-COAT
Funkce THRU-COAT využívající snímače D7906-SM nebo D7908 může měřit pouze nekovové povlaky, jako je lak nebo epoxidová pryskyřice, jejichž tloušťka je 0,12 mm (0,005 palce) nebo větší. Pokud měříte ocel s povlakem a hodnota pro povlak se nezobrazí, je tloušťka povlaku pod minimální schopností funkce THRU-COAT odečítat tloušťku, popř. ji funkce není schopna stanovit z jiného důvodu. V mnoha případech se tloušťka povlaku přesto od naměřené hodnoty odečte a zobrazí se tloušťka oceli. Můžete se také pokusit o měření pomocí funkce echo-echo nebo může být nutné povlak odstranit.
Měřitelná tloušťka kovu v režimu THRU-COAT se obvykle pohybuje od přibližně 1 mm (0,040 palce) do více než 50 mm (2 palce) v závislosti na akustických vlastnostech kovu a stavu vnitřního povrchu.
Rozsah měření pro režim echo-echo
V režimu echo-echo závisí rozsah tloušťky na vybraném snímači a typu použitého měřidla, jakož i na akustických vlastnostech měřeného kovu a stavu povrchu. Podle definice vyžaduje měření echo-echo přítomnost alespoň dvou zpětných koncových ech, takže v určitých extrémních situacích zahrnujících silně zkorodované, velmi drsné, vysoce rozptylující nebo vysoce tlumivé materiály, které nepodporují druhé vícenásobné koncové echo, nebude fungovat. V takových případech by se mělo použít měření THRU-COAT, pokud je to možné.
U měřidel 39DL PLUS a 45MG jsou obvyklé rozsahy tloušťky při měření echo-echo následující:
| Typ snímače | Rozsah tlouštěk* |
| D798 | 0,06 až 0,3 palce (1,5 až 7,50 mm) |
| D790/D791 | 0,1 až 2 palce (2 až 50 mm) |
| D797 | 0,5 až 5 palce (12,5 až 125 mm) |
| M201 | 0,05 až 0,5 palce (1,25 až 12,5 mm) |
*Rozsahy tlouštěk závisí na materiálu, stavu povrchu a teplotě.

