
Tato poznámka k oblasti použití se zabývá měřením tloušťky stěny v průmyslovém vyfukování (tváření) forem. Přečtěte si další informace o zařízení, metodách, kalibraci a postupech používaných ke stanovení tloušťky stěn vyfukovaných dílů.
Kontrola kvality vyfukovaných dílů
Po mnoho let spočívala kontrola kvality vyfukovaných dílů v rozříznutí dílu pracovním nožem a změření tloušťky posuvným měřítkem. Tato tradiční metoda testování naráží na několik problémů. Když se testovaný díl rozřízne, zůstanou na řezné hraně obvykle otřepy. Pokud operátor provede měření přes otřep, nezměří skutečnou tloušťku stěny.
I za předpokladu, že operátor postupuje opatrně a vyhne se zdeformovaným hranám, existují nadále omezení míst, kde lze tloušťku měřit mechanickými prostředky. Často geometrie lahve omezuje přístup do těsných rohů nebo manipulačních oblastí. Pokud je měřený předmět z důvodu měření tloušťky zničen, již ho pro většinu dalších testů nelze použít.
Dalším problémem jsou rozdíly v technice obsluhy. Posuvná měřítka mohou vykazovat chyby, pokud jsou vůči danému dílu umístěna šikmo. Pokud se posuvná měřítka používají na materiálech, které lze stlačit tlakem čelistí, budou se údaje o tloušťce u jednotlivých pracovníků obsluhy lišit. S tímto způsobem měření souvisí také problematika bezpečnosti. Operátoři musí několikrát za směnu použít pracovní nůž k rozříznutí dílu, což přináší riziko vážných poranění.
Dvěma elektronickými metodami, které mohou tyto problémy omezit nebo odstranit, jsou ultrazvukové měření a měření pracující na principu Hallova jevu. Obě metody se běžně využívají při kontrole kvality vyfukovaných dílů. Výběr metody měření obecně závisí na testovaném výrobku. Tato poznámka k oblasti použití se zabývá klíčovými faktory, které je třeba zvážit při výběru metody měření vyfukovaných dílů.
Jak ultrazvuková měřidla měří tloušťky stěny
Ultrazvukové tloušťkoměry umožňují přesný, spolehlivý a opakovatelný způsob měření tloušťky stěny z jedné strany dílu bez jeho poškození. Pracují na principu měření doby, kterou potřebuje ultrazvuková akustická vlna k průchodu dílem. Snímač se umístí na povrch měřeného dílu a pomocí tekutiny se zajistí jeho akustická vazba na měřený díl – jako vazební prostředek se obvykle používá glycerin, propylenglykol nebo voda.
Poté se z kontaktního povrchu šíří na protilehlý povrch a zpět akustický impulz a ve formě echa dopadá zpět na snímač (viz obr. 1). Přístroj měří dobu průchodu akustického impulzu materiálem (viz obr. 2). Na základě rychlosti šíření zvuku v měřeném materiálu vypočítá měřidlo
tloušťku materiálu podle následující rovnice:
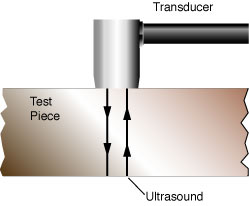

Obrázek 1. Snímač se umístí na měřený díl. Akustický impulz ze snímače se šíří od kontaktního povrchu k zadnímu povrchu a zpět.
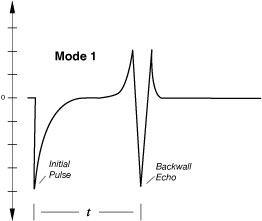
Obrázek 2. Prvotní impulz představuje zvuk vstupující do dílu. Koncové echo představuje zvuk, který se vrací po odrazu od protilehlého povrchu. „t“ je doba průchodu akustického impulzu. Režim 1 značí způsob měření, který k určení tloušťky používá prvotní impulz a koncové echo.
Kalibrace pomocí ultrazvukových měřidel
Ultrazvuková měřidla jsou mimořádně přesná, je však nutné dobře porozumět podmínkám, které způsobují chyby měření, a přijmout několik jednoduchých preventivních opatření. Pokud bylo měřidlo náležitě zkalibrováno, zobrazí přesnou tloušťku stěny. K provedení kalibrace jsou nutné vzorky daného materiálu známé tloušťky.
Obvykle se nastavení měřidla provede na vzorcích reprezentujících maximální a minimální tloušťku měřeného materiálu. Rychlost šíření zvuku v materiálu a posun začátku měření – nuly (parametr související se snímačem) se nastaví jednoduchým úkonem na klávesnici, tj. zadáním známé tloušťky referenčních etalonů. Známou tloušťku měřidlo použije k výpočtu rychlosti šíření zvuku a posunu nuly pro daný materiál a snímač. Při měření tloušťky použije přístroj kalibrovanou rychlost k výpočtu tloušťky výrobku.
Výhody a omezení ultrazvukového měření
Hlavní výhodou ultrazvukového měření je skutečnost, že k měření tloušťky je potřeba přístup pouze z jedné strany testovaného materiálu, což umožňuje měřit touto metodou uzavřené nádoby, velké plechy a jiné geometrie, u kterých je získání přístupu z obou stran obtížné nebo zcela nemožné. Měřidla jsou obecně ruční a snadno použitelná.
Potenciální omezení spočívá v tom, že přesnost měření je pouze tak vysoká, jak vysoká je přesnost rychlosti materiálu a zvuku. V důsledku toho je tato metoda zatížena nepřesnostmi, pokud se rychlost zvuku v materiálu nepředvídatelně mění. Rychlost šíření v materiálu může být ovlivněna změnami vlastností materiálu, způsobenými například významnými posuny teploty nebo změnami hustoty. Většina plastových materiálů vykazuje znatelné posuny rychlosti při změně teploty o více než 5 °C (10 °F).
Nejjednodušším způsobem, jak se vyhnout chybám způsobeným teplotou, je provádět kalibraci i měření při teplotě okolního prostředí. Pokud to není možné, měly by být kalibrace i měření prováděny ve známé, stálé pozici v rámci výrobního procesu. Vzhledem k tomu, že většina běžných snímačů se kontaktem s dílem o teplotě vyšší než přibližně 50 °C (122 °F) poškodí, není testování za zvýšených teplot doporučeno, pokud k němu nejsou použity speciální snímače.
U výrobků se silnými stěnami, u nichž dochází k ochlazování vnějšího povrchu, zatímco vnitřní část zůstává ještě horká, se může teplota od vnějšího povrchu směrem dovnitř významně měnit. Tyto změny teploty mohou způsobovat významné změny rychlosti šíření, které pak vnáší do měření určitou míru nejistoty.
Jak měřidla pracující na principu Hallova jevu měří tloušťku stěny
Další elektronická metoda měření využívá jevu známého jako Hallův jev. Hallův jev vzniká v důsledku magnetického pole působícího kolmo na vodič, kterým protéká elektrický proud. Výsledkem je vznik napětí v druhém směru. Do magnetického pole se umístí feromagnetický cíl, například ocelová kulička známé hmotnosti, což způsobí změnu indukovaného napětí. Při posunu cíle od magnetu se magnetické pole a indukované napětí mění předvídatelným způsobem. Vynesou-li se tyto změny indukovaného napětí do grafu, lze vytvořit křivku porovnávající indukované napětí vůči vzdálenosti cíle od snímače (viz obr. 3).
Měření provedete tak, že umístíte snímač na jednu stranu měřeného výrobku a na druhou stranu výrobku umístíte feromagnetický cíl (obvykle malou ocelovou kuličku). Měřidlo zobrazí vzdálenost mezi cílem a snímačem, která odpovídá tloušťce stěny.

Obrázek 3. Kulička představující cíl se umístí na jednu stranu měřeného dílu. Na druhou stranu dílu se umístí snímač, ke kterému je kulička přitahována.
Kalibrace měřidel pracujících na principu Hallova jevu
Měřidlo na principu Hallova jevu se kalibruje tak, že se na snímač umístí řada podložek o známé tloušťce, přes podložky se umístí kulička a každá známá tloušťka se zadá do přístroje. Informace zadané do přístroje během kalibrace umožňují, aby přístroj vytvořil vyhledávací tabulku, která v podstatě reprezentuje křivku změn napětí. Měřidlo pak porovnává změřené hodnoty s údaji uvedenými v tabulce a zobrazí tloušťku jako digitální hodnotu. I když to zní komplikovaně, při kalibraci operátoři pomocí tlačítek jen zadají známé hodnoty, porovnání a výpočty pak provede přístroj. Proces kalibrace je automatický, takže operátor nemusí znát fyzikální principy, na nichž je měření založeno.
Výhody a omezení měření pomocí Hallova jevu
Měření pomocí Hallova jevu přináší několik výhod: Není nutné používat žádný vazební prostředek, nedochází k žádným změnám rychlosti v souvislosti s teplotou nebo jinými vlastnostmi materiálu a tloušťku stěny lze měřit i v místech s velkým zakřivením a u mimořádně tenkých vzorků. Často je také snadné provést snímání snímačem na dílu, a rychle tak ověřit tloušťku v mnoha různých bodech nebo nalézt nejmenší tloušťku v dané oblasti.
Potenciálním omezením měření na principu Hallova jevu u vyfukovaných dílů je, že kuličku představující cíl je nutné umístit dovnitř měřeného dílu. Proto není možné měřit tímto způsobem uzavřené nádoby (ty lze měřit pomocí ultrazvuku). Systém je schopen měřit tloušťku asi do 10 mm (0,400 palce). Zatímco měřidla pracující na principu Hallova jevu mohou měřit stlačitelné materiály, kulička může materiál stlačit. Proto by se při těchto měřeních měla používat co nejmenší kulička. Při použití ve výrobě může operátor nasnímat celý díl během několika sekund a uložit více naměřených hodnot nebo snímáním vyhledat nejmenší tloušťku stěny. Tento typ jednotky se často umisťuje do výrobních prostor, kde ho používají operátoři formovacího-vyfukovacího zařízení. Využití tohoto přístupu umožňuje skutečnou statistickou kontrolu procesu (SPC).
Jak vybrat metodu měření pro vyfukované díly
Neexistují žádná pevně stanovená, rychle použitelná pravidla, jak z těchto dvou metod měření vybrat pro konkrétní měření tu vhodnější. Obecně platí, že při měření velkých tuhých dílů se silnými stěnami se upřednostňuje ultrazvuk. Při měření malých, tenkostěnných (méně než 0,100 palce nebo 2,5 mm) dílů s těsnými rohy se dává přednost měřidlům na principu Hallova jevu, jako je například přístroj Magna-Mike™ 8600. Ve většině oblastí použití u vyfukovaných dílů jsou upřednostňována měřidla pracující na principu Hallova jevu. Většina výrobců vyfukovaných dílů vyrábí díly složitých tvarů s relativně tenkými a ohebnými stěnami a rohy, které lze jen obtížně měřit mechanickými nebo ultrazvukovými měřidly.
Pro ultrazvuková měření je možné použít přesný tloušťkoměr. Pro nejběžnější jednovrstvé plastové lahve doporučujeme jeden z našich standardních ultrazvukových tloušťkoměrů. Mezi tyto přístroje patří měřidla 39DL PLUS™ a 45MG se softwarem Single Element. V nich lze uložit větší počet nastavení rychlostí šíření a snímačů, což z měření různých materiálů učiní jednoduchý proces. Pro tenkostěnné díly se běžně doporučují snímače M116, M208 nebo V260 Sonopen™. Pro silnostěnné díly použijte ta samá měřidla s kontaktním snímačem o nižší frekvenci, jako například M112, M110 nebo M109. Pro měření tloušťky horkých plastů při teplotách převyšujících 50 °C neboli 120 °F použijte vysokoteplotní snímač s předsádkou.
Měření tloušťky tenkostěnných lahví nebo vícevrstvých plastů vyžaduje mnohem větší frekvence než standardní ultrazvukové tloušťkoměry. Pro tenké lahve s tloušťkou stěny nižší než 0,004 palce (0,1 mm) a plastové vícevrstvé nádoby doporučujeme vysokofrekvenční měřidlo 72DL PLUS™. S měřidlem 72DL PLUS je možné používat snímače o frekvencích až 125 MHz a na měřidle lze současně zobrazit tloušťku až šesti vrstev.
Oba typy měřidel lze zkalibrovat rychle několika jednoduchými kroky. Po zkalibrování poskytují oba typy měřidel přesné, opakovatelné výsledky. Uživatelé zjistili, že technika operátora je u těchto metod méně důležitá než u mechanického měření. Kalibrační data jsou uložena společně s protokolem měřených
hodnot, tím je zajištěna kontrola práce operátora. Ultrazvuková měřidla i měřidla pracující na principu Hallova jevu nabízejí možnost záznamu dat, což pomáhá eliminovat riziko chyb při přepisu.



