
Tato poznámka k použití vysvětluje, jak měřit tloušťku stěny dutých kovových turbínových lopatek.
Měření tloušťky stěny turbínových lopatek
Mnoho turbínových lopatek používaných v leteckých motorech i jiných vysoce výkonných systémech je dutých, aby uvnitř lopatky mohlo cirkulovat chladivo. Posunutí jádra v průběhu odlévání, nesprávné obrobení nebo běžné opotřebení povrchu během provozu, to jsou faktory, které mohou způsobit, že tloušťka stěny lopatky poklesne pod mezní hodnotu přípustnosti. Mechanické měření tloušťky stěny lopatky obvykle není možné bez toho, že by přitom došlo ke zničení lopatky. Tato měření je však možné provádět ultrazvukem, pomocí vhodných sond a přístrojů.
Ultrazvukové vybavení pro měření tloušťky stěny turbínových lopatek
Pro měření turbínových lopatek se běžně používají precizní tloušťkoměry. Mezi ně patří měřidlo 38DL PLUS™ a měřidlo 45MG se softwarem Single Element a možností zobrazení průběhu signálu. Tato měřidla se typicky používají s imerzní sondou nebo sondou s předsádkou. Sonda pro konkrétní použití se vybírá podle měřené tloušťky stěny a geometrie. Zobrazení průběhu tvaru křivky na měřidle umožňuje vyškolenému operátorovi monitorovat průběh tvaru křivky a dosáhnut tak platné detekce echa. Zobrazení slouží také jako pomůcka pro optimální vyrovnání sondy.
Měřidlo 72DL PLUS™ je vysokorychlostní přístroj nabízející rychlá měření pro výrobu a kontrolu turbínových lopatek. Přístroj se vyznačuje obnovovací frekvencí displeje 60Hz a rychlostí měření až 2 kHz. Přístroj je vybaven širokou, 7palcovou dotykovou obrazovkou, která nabízí skvělou viditelnost z různých úhlů. Měřidlo 72DL PLUS, s různými možnostmi připojení (bezdrátová síť LAN, Bluetooth® a Ethernet) a nástroji pro správu dat, pomáhá optimalizovat pracovní postup kontroly a zlepšit výkonnost.
Postup měření tloušťky stěny turbínových lopatek
Systém pro exaktní měření doporučený k použití pro konkrétní turbínové lopatky závisí na požadavcích zákazníka a akustických vlastnostech turbíny. Zde jsou některé základní úvahy:
Typ sondy: Pro měření turbínových lopatek se používají jak sondy s předsádkou, tak imerzní sondy. Nicméně u zakřivení malých turbínových lopatek může být u sond s předsádkou nemožné zajistit na konkávní straně lopatky náležitou vazbu . U sond s 0,125 palcovou (3 mm) předsádkou (M203 a M208) je obecně možné dosáhnout dostatečné vazby u konkávního poloměru až do nízkých hodnot přibližně 4 palce (100 mm). Vytvarováním předsádky je možné v některých případech dosáhnout potřebné vazby i u ostřejších poloměrů. Obecně však platí, že ostře zakřivené plochy – zejména plochy na náběžně hraně lopatek – se lépe měří pomocí imerzních sond. Příhodnou ruční sestavu pro měření lopatek pomocí imerzní sondy poskytuje 20MHz sonda V316-B v probublávači B-120. V mnoha případech lze k navázání na konkávní plochy, které nelze měřit s klasickými předsádkami, použít také fokusovanou sondu s předsádkou V260-SM Sonopen™.
Kromě standardních imerzních sond a sond s předsádkou nabízíme tři speciální 20MHz sondy s předsádkou pro nízké profily určené pro měření tloušťky u turbínových lopatek v sestavách s více lopatkami, ve kterých je prostor mezi lopatkami omezený a přístup obtížný. Sonda M2054 je 20MHz sonda s předsádkou o tloušťce pouhých 0,27 palce (6,75 mm) na 3palcové (75 mm) rukojeti. M2055 je podobná sestavě sonda/předsádka, s tloušťkou 0,40 palce (10 mm). Sonda s předsádkou V2034 je tvořena 0,40palcovou (10 mm) hlavou na 6 palcové (300 mm) zahnuté rukojeti. Obrysové nákresy těchto sond jsou k dispozici na vyžádání.
Režim měření: Při použití sond s předsádkou a imerzních sond lze měření tloušťky provádět buď v režimu 2 (rozhraní k prvnímu koncovému echu) nebo režimu 3 (echo k echu po následující rozhraní). Režim 3 poskytuje lepší rozlišení tenkých materiálů než režim 2, avšak toho je možné dosáhnout pouze v případě, že měřené body na turbínové lopatce vytvářejí vícenásobná koncová echa. Jestliže vzniká pouze jediné využitelné koncové echo (z důvodu zakřivení nebo útlumu), musí se měření provádět v režimu 2. Režim 2 nebo režim 3 lze používat u měřidel 38DL PLUS a 45MG. Optimální nastavení pro konkrétní turbínové lopatky stanovte pomocí referenčních etalonů se škálou tlouštěk a geometrií, které mají být změřeny.
Rozmezí tloušťky: V případě typických kovových lopatek je minimální rozlišitelná tloušťka 20MHz imerzní sondy nebo sondy s předsádkou přibližně 0,006 palce (0,15 mm) v režimu 3 a 0,020 palce (0,5 mm) v režimu 2. Pro tenčí materiály, jejichž tloušťka je menší než 0,006, lze použít vysokofrekvenční verzi měřidla 72DL PLUS. Většina měření turbínových lopatek se provádí na frekvencích 10 MHz nebo 20 MHz.
Mrtvá zóna: V dutých turbínových lopatkách se často nacházejí různé konstrukce, které slouží ke směrování toku chladiva nebo ke zpevnění lopatky. Obecně platí, že v zónách, kde jsou tato žebra či lamely umístěny, nelze získat koncové echo, protože tyto konstrukce narušují hladkost vnitřního povrchu potřebnou k dosažené dobrého odrazu. V případech, kdy jsou tyto konstrukce blízko sebe, vytváří fokusovaná imerzní sonda s malým průměrem svazku lepší koncová echa od stěny než sonda s předsádkou. Existují také případy, kdy ostře se zužující tloušťky lopatky vytváří stav, ve kterém jsou vnitřní stěna a vnější stěna významně nerovnoběžné, což způsobuje zkreslení echa a potenciální chyby měření.
Ve všech případech určete kombinaci sondy a přístroje podle zkoušek provedených na vzorcích skutečného výrobku. Vzhledem k široké variabilitě turbínových lopatek je vyhodnocení vzorku důležité.
Obrázky 1–3 ukazují typické průběhy signálu spojené s měřeními turbínových lopatek prováděnými měřidlem 38DL PLUS. Obrazovka displeje měřidla poskytuje okamžitě živý průběh ultrazvukového signálu s naměřenými hodnotami hradel a tloušťky. To je ideální pro oblasti obtížného použití nebo tam, kde nastavení parametrů vyžaduje bližší zkoumání.
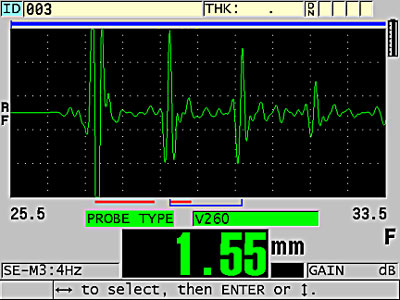
Obrázek 1. Měření turbínové lopatky v režimu 3
Obrázek 1 ukazuje měření náběžné hrany konkávní turbínové lopatky o tloušťce 0,041 palce (1,05 mm) pomocí sondy M208 v režimu 3. Poloměr zakřivení je v místě měření dostatečně velký na to, aby bylo dosaženo dobré vazby sondy M208 na materiál, a čistá vícenásobná echa dovolují použít měření režimu 3.
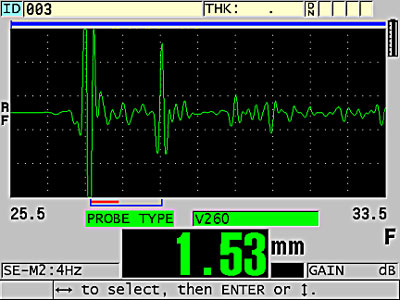
Obrázek 2. Měření turbínové lopatky v režimu 2
Obrázek 2 ukazuje měření náběžné hrany konvexní turbínové lopatky o tloušťce 0,070 palce (1,8 mm) pomocí sondy M208 v režimu 2. V tomto případě přítomnost vnitřních žeber způsobuje, že echa jsou poněkud tlumena, z důvodu absence čistých vícenásobných ech je proto doporučeno měření v režimu 2.
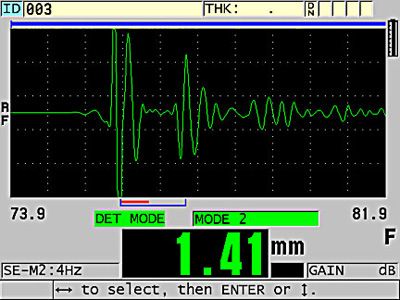
Obrázek 3. Imerzní technika pro měření zakřiveného konvexního úseku lopatky
Obrázek 3 ukazuje imerzní techniku s imerzní sondou V316-BB 20 MHz s ručním probublávačem B-120 použitou ke kontrole tlustšího (0,051 palce neboli 1,3 mm) ostře konvexně zakřiveného (poloměr 1 palec neboli 25 mm) úseku lopatky, kde je z důvodu ostrosti tohoto konvexního zakřivení obtížné dosáhnout vazby u sondy s předsádkou. U tohoto typu měření je důležité, zejména na konkávních plochách, aby operátor monitoroval průběhy tvaru křivky, což mu pomáhá zajistit optimální vyrovnání sondy.
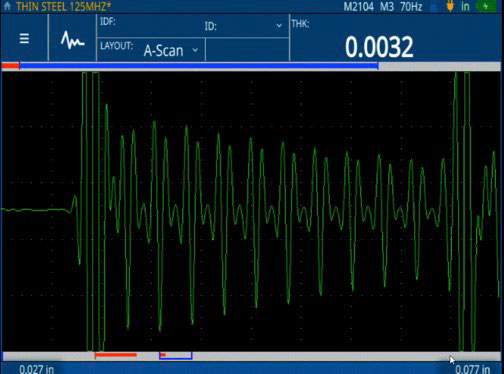
Obrázek 4: Měření tenké tloušťky (0,0032 palce) tenké oceli měřidlem 72DL PLUS
Obrázek 4 ukazuje 125MHz přímou sondu M2104 na tenké kovové podložce o tloušťce 0,0032 palce (0,076 mm). Tento obrázek slouží k předvedení způsobilosti měřidla 72DL PLUS k měření minimální tloušťky. K použití s měřidlem 72DL PLUS je k dispozici úplná řada vysokofrekvenčních sond 30–125 MHz pro celou škálu oblastí použití měření tenkých tlouštěk.
Poznámka: Některé turbínové lopatky odlité z hrubozrnných slitin mohou na dráze z jednoho místa do druhého vykazovat významné rozdíly v rychlosti, způsobené anizotropní zrnitou strukturou. V těchto případech je přesnost měření tloušťky pomocí ultrazvuku omezena mírou kolísání rychlosti. Tuto mezní hodnotu je nutné určit v konkrétních případech experimentálně.


