
Ultrazvukové měření tloušťky není omezeno pouze na testování materiálů při normálních teplotách (prostředí). Měření lze provádět i na materiálech, jejichž teplota povrchu se blíží k 900 °F (500 °C). Při práci s kovy může dojít k situacím, kdy je třeba změřit tloušťku během probíhajícího procesu, při kterém testovací kus nelze zchladit.
Teplo může ovlivnit přesnost a efektivitu měření. Pokud použijete nesprávnou sondu, můžete ji teplem poškodit a zkrátit její životnost. Těchto 8 tipů vám pomůže překonat výzvy spojené s testováním horkých materiálů.
- Použijte vysokoteplotní dvojitou sondu
Tloušťka horkého korodovaného kovu s drsným povrchem by se měla měřit pomocí vysokoteplotní dvojité sondy. Nejdůležitější je zvolit sondu, která je klasifikována pro použití při teplotě vašeho měření. Níže jsou uvedeny některé z našich nejběžnějších vysokoteplotních dvojitých sond tloušťkoměrů:- D790: pro přerušovaný kontakt až do teplot 932 °F (500 °C)
- D791: pro přerušovaný kontakt až do teplot 932 °F (500 °C)
- D797: pro přerušovaný kontakt až do teplot 752 °F (400 °C)
- Použijte vazebné prostředí pro vysoké teploty
Speciální vazebná prostředí pro vysoké teploty jsou vyžadována při měření při teplotách vyšších než cca 200 °F (100 °C). Standardní vazebné prostředí B2 glycerin není klasifikované pro použití při teplotách vyšších než 200 °F. Jeho použití vyústí ve ztrátu signálu a může dojít k potenciálnímu poškození sondy. Místo toho použijte vazebné prostředí pro vysoké teploty, které je klasifikováno pro teploty vaší inspekce. K dispozici je jich běžně celá řada:- H-2: vazebné prostředí pro střední teploty pro použití při teplotách až 750 °F (398 °C)
- I-2: vazebné prostředí pro vysoké teploty pro použití při teplotách až 1 250 °F (675 °C)
- Použijte funkci kompenzace teploty tloušťkoměru 38DL PLUS®
Rychlost zvuku se ve všech materiálech mění s teplotou. Za normálních okolností se rychlost zvyšuje s klesající teplotou materiálu a klesá s rostoucí teplotou materiálu, přičemž dochází k prudkým změnám v blízkosti bodů tuhnutí nebo tání. Změny rychlosti souvisí se změnami elastických modulů a hustot a odvíjí se od materiálu a rozsahu teplot. Samotná závislost může být výrazně nelineární. Měření horkých materiálů tloušťkoměry nastavenými na rychlost šíření zvuku při pokojové teplotě může způsobit nepřesnost měření.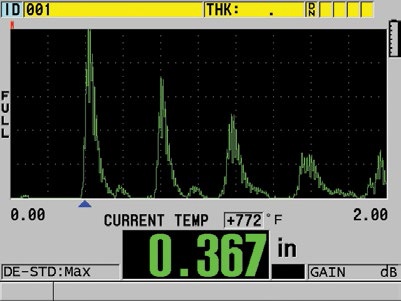 Pro maximální přesnost musíte brát v úvahu vliv zvýšení teploty na rychlost zvuku. Toho docílíte tak, že zkalibrujete nastavení rychlosti zvuku tloušťkoměru na teplotu, při
které budete měření provádět. Toho může být pracné a obtížné dosáhnout, nicméně tloušťkoměr 38DL PLUS je vybaven funkcí pro kompenzaci teploty, která při aktivaci automaticky kompenzuje změnu v rychlosti zvuku vycházející z hodnot teplot, které zadáte před měřením.
Pro maximální přesnost musíte brát v úvahu vliv zvýšení teploty na rychlost zvuku. Toho docílíte tak, že zkalibrujete nastavení rychlosti zvuku tloušťkoměru na teplotu, při
které budete měření provádět. Toho může být pracné a obtížné dosáhnout, nicméně tloušťkoměr 38DL PLUS je vybaven funkcí pro kompenzaci teploty, která při aktivaci automaticky kompenzuje změnu v rychlosti zvuku vycházející z hodnot teplot, které zadáte před měřením.
- Zvyšte rychlost aktualizace měření tloušťkoměru
Zvýšení rychlosti aktualizace měření tloušťkoměru vám pomůže zkrátit dobu, po kterou musí být sonda v kontaktu s horkým povrchem.
- Nanášejte vazebné prostředí na hrot sondy, ne na povrch materiálu
V případě, že nanesete vazebné prostředí na povrch horkého materiálu, pravděpodobně se odpaří ještě předtím, než stačíte měření provést. Místo toho naneste vhodné vazebné prostředí na hrot sondy a pevně jej přitlačte na horký povrch.
- Omezte dobu kontaktu sondy na 5 sekund
Pokud nedokážete získat platné měření tloušťky do 5 sekund, sejměte sondu z horkého povrchu, naneste na hrot větší množství vazebného prostředí a měření opakujte.
Dokonalejší přístroje, jako např. tloušťkoměry 38DL PLUS a 45MG, umožňují uživateli zmrazit obrazovku měření. Jedná se o klíčovou funkci, kterou lze využít při vysokoteplotních měřeních. Sondu stačí krátce přitlačit na vzorek, stisknout tlačítko FREEZE (ZMRAZIT), sondu odejmout a následně provést úpravy měření na zmrazeném A-skenu.
- Pravidelně provádějte postup „Do ZERO“ (Provést NULOVÁNÍ)
Již dříve jsme uvedli, že se rychlost zvuku mění s teplotou. Proto poté, co se zahřejí zpožďovací vedení uvnitř dvojitých sond, vysílají zvuk při jiných rychlostech. Chcete-li tento jev kompenzovat, měli byste pravidelně provádět postup „Do ZERO“ (Provést NULOVÁNÍ).
Toho lze snadno dosáhnout otřením vazebného prostředí ze sondy, stisknutím a uvolněním druhého funkčního tlačítka F a následným stisknutím tlačítka CAL ZERO (NULOVAT VÝPOČET). Stisknutí těchto tlačítek vyvolá to, že přístroj vykompenzuje teplotní posuny v sondě.
- Nikdy nenechte sondu nahřát tak, aby se nedala udržet
V případě, že se sonda nahřeje tak, že ji nelze udržet holýma rukama, nechte ji zchladit na vzduchu nebo čelo sondy ponořte do vody. Poté musíte provést vynulování postupem „Do ZERO“ (Provést NULOVÁNÍ).
Související obsah
Vysokoteplotní ultrazvukové testování