
Výše je uvedena typická kalibrace zpoždění klínu pomocí standardních bočních vývrtů (Side-Drilled Holes, SDH). Podobný obrázek, kde je střed bočního vývrtu umístěn v 0 m, pravděpodobně znáte. Toto se může zdát jako vhodné řešení. Pojďme však rozebrat a prozkoumat základní principy této kalibrace. Vysvětlím vám, proč je tato technika vlastně špatná a jak zhoršuje přesnost zpoždění svazku.
Kalibrace pomocí bočních vývrtů: ne tak přesná, jak byste si mysleli
Boční vývrt je dobrou odrazovou plochou pro ultrazvuk z jednoho konkrétního důvodu. Bez ohledu na úhel vygenerovaného svazku vrací kulatá odrazová plocha signál sondě. Proto se u referenčního bloku typu IIW ke změření hloubky pro přesnou rychlost atd. volí úhel. Červená oblast, kterou vidíme na displeji se sektorovými údaji, však nepředstavuje skutečný střed SDH. Abychom byli úplně přesní, jedná se o místo, kde zvuk nejdříve zasáhne zakřivenou stěnu SDH-Side Drilled Hole, boční vyvrtaný otvor.
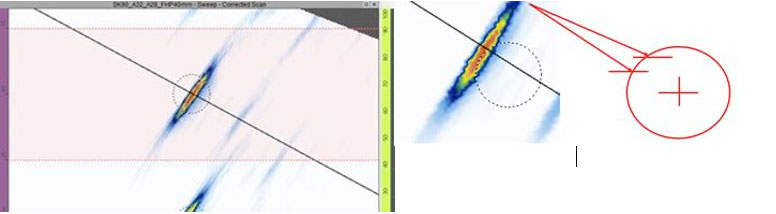
Kalibrace zpoždění klínu nalevo sice může vypadat dobře, ale nesprávně zakládá dobu TOF svazku na střed SDH, zatímco kalkulátor korekce softwaru WeldSight bere v úvahu průměr SDH (vpravo) a zakřivení, takže je kalibrace zpoždění svazku mnohem přesnější.
Korigovaný výpočet SDH zlepšuje přesnost zpoždění svazku
Kalibrátor zpoždění svazku softwaru WeldSight pomáhá tuto nepřesnost zmírnit. Nabízí algoritmus automatické kalibrace pro výpočet průměrů bočních vývrtů. Na rozdíl od toho, aby použil středovou hloubku otvoru, jak bylo uvedeno dříve, provádí korekce v různých úhlech podél zakřivení.
Jak vidíte v zadání Zpoždění svazku níže, tolerance zůstává shodná na 1 mm, ale je zadán také průměr SDH (3 mm). Software tuto hodnotu použije k výpočtu odsazení mezi středem SDH a tím, kde TOF skutečného svazku protne poloměr. Všimněte si, že oblast tolerance (zelená oblast ve spodní části displeje) zohledňuje odsazení, aby zahrnula velikost SDH, ale není překročena tolerance v rozsahu 1 mm. Využití této metody znamená, že jsou doby TOF pro výpočet zpoždění svazku ještě přesnější, než je tomu u běžné kalibrační metody pomocí SDH.
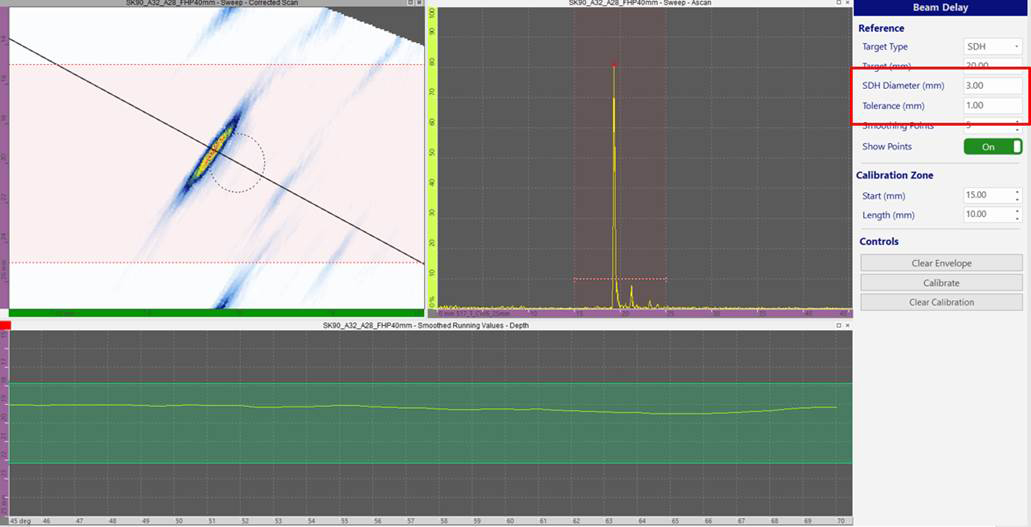
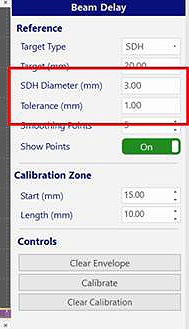
Průměr SDH (3 mm) se zadává ve Zpoždění svazku tak, aby se poloha odrazu vypočítala přesněji a oblast tolerance (zelená oblast ve spodní části displeje) stále odpovídala normě 1 mm
Software WeldSight vše vypočte za vás. Představuje tak jednoduchý způsob, jak zlepšit přesnost kalibrace zpoždění klínu, a tím zvýšit spolehlivost dosažených výsledků.
Související obsah
Video: Software WeldSight™ pro defektoskop OmniScan™ X3
Video: Olympus po celém světe – kalibrace zpoždění klínu u přístroje OmniScan™ X3
Blog: Která sonda phased array je pro kontrolu pomocí TFM ta správná?
