
Povrch fólií používaných v široké škále oborů – ať už se jedná o průmyslové materiály, balení potravin nebo denní spotřebu – se upravuje a zpracovává tak, aby měla fólie lepší průhlednost, lesk, voděodolnost, odolnost vůči nečistotám a různé další funkce potřebné v dané aplikaci.
Zatímco povrchová úprava se někdy hodnotí vizuálně pohledem proti světlu, přičemž se kontrolujte lesk povrchu a průhlednost fólie, je třeba kvantitativně vyhodnotit i rozdíly v povrchové struktuře fólie.
Při kvantifikaci rozdílů mezi povrchem různých fólií se jako kvantitativní měřítko textury povrchu zpravidla používá drsnost povrchu. K hodnocení vlastností povrchu ve vertikálním směru (Z) se drsnost povrchu zpravidla udává pomocí parametrů Sa, Sdq a Sdr. Drsnost (výška) povrchu je však pouze jedním z faktorů optického vnímání textury filmu. Významný vliv má i jemná textura a vzory táhnoucí se v horizontálním směru (XY).
Zatímco většina parametrů drsnosti povrchu hodnotí vertikální složku, parametry Sal (autokorelační délka) a Str (poměr stran textury) popisují složku horizontální.
Kvantifikace rozdílů v texturách u povrchově upravených fólií – experiment
Abychom lépe porozuměli tomu, jak tyto horizontální směrové parametry pomáhají měřit texturu povrchu fólie, provedli jsme experiment srovnávající tři fólie s různým vzhledem povrchové textury.
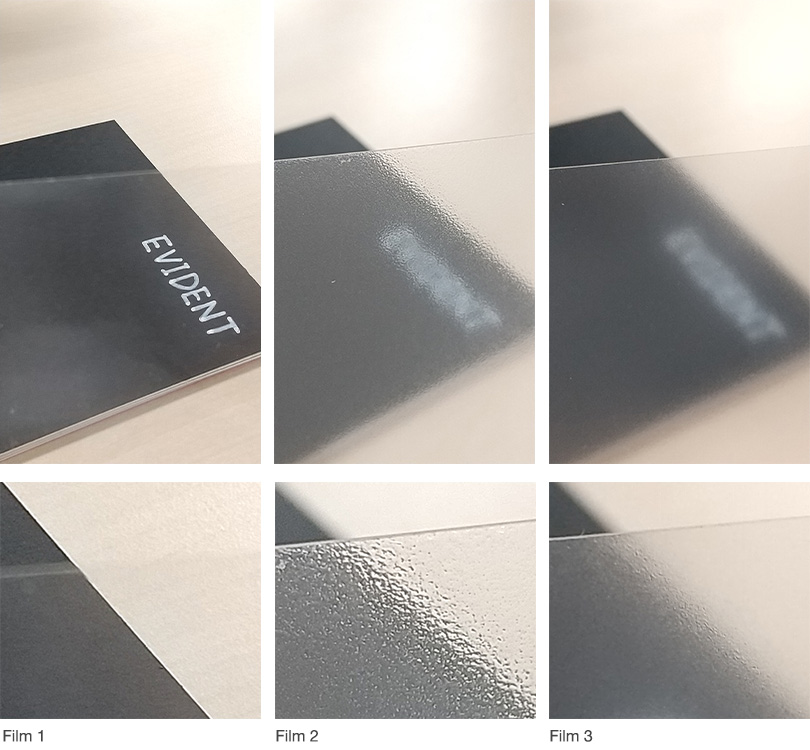
Fólie 1, kde text pozorovaný přes fólii vypadá jako čirý, a fólie 2 a 3, kde tentýž text vypadá zakaleně, mají odlišnou vizuální strukturu. Podívejme se, jak by vypadaly výsledky, kdybychom tyto tři fólie kvantifikovali pomocí horizontálních směrových parametrů Sal a Str.
Základní informace o parametrech Sal a Str
Než se ponoříme do dat získaných z experimentu, zopakujme si základní informace o jednotlivých parametrech.
Sal (autokorelační délka) udává, nakolik se nerovnoměrný obraz podobá (nebo naopak vzdaluje) původnímu obrazu vlivem posunu v horizontálním směru (τx, τy). Jinými slovy udává míru podobnosti mezi obrazem před a po posunutí. Jedná se tedy o číselné vyjádření hustoty povrchových nerovností, jako jsou pruhy a částice, v délkových jednotkách.
Kvantifikace výsledků se provádí následovně:
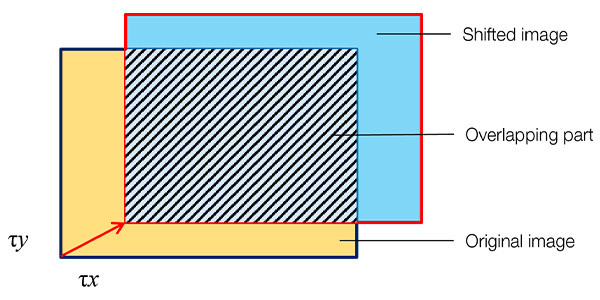
- Nerovnoměrný obraz je posunut o jeden pixel v horizontálním směru (τx, τy).
- Po posunutí a vynásobení vertikálních hodnot překrývajících se stínovaných oblastí (viz obrázek níže) se provádí posloupnost dalších operací, jako je např. normalizace. Tyto procesy nazýváme autokorelační operace. Tímto způsobem vznikne autokorelační obraz transformovaný z původního obrazu.
Proces vytvoření autokorelačního obrazu.
- Matematicky lze autokorelační funkci (ACF) vyjádřit následovně:

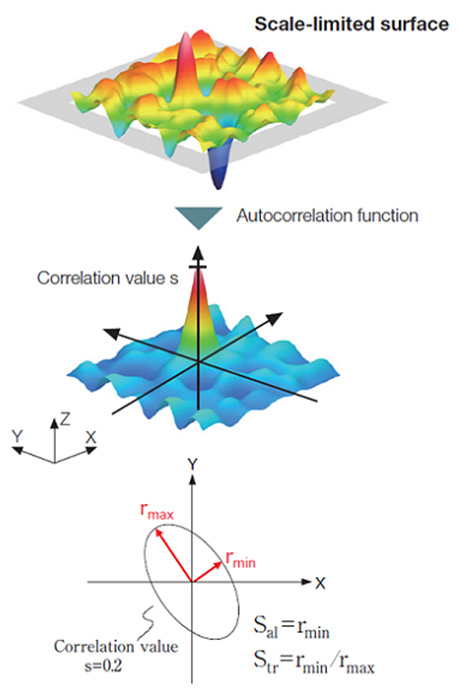
- Nejmenší horizontální vzdálenost (rmin) v autokorelačním obrazu, která klesá na hodnotu korelace s (0 ≤ s < 1, s = 0,2, pokud není zadána), je hodnota Sal.
Hodnotu Str (poměr stran textury) definujeme jako poměr největší horizontální vzdálenosti (rmax) v autokorelačním obrazu, která klesá na hodnotu korelace s (0 ≤ s < 1, s = 0,2, pokud není zadána), a hodnoty Sal (rmin) v autokorelačním obrazu.
Zde jsou hodnoty Sal a Str v trojrozměrném (3D) zobrazení:
Takto vypadají hodnoty Sal a Str v dvourozměrném (2D) zobrazení:
![]()
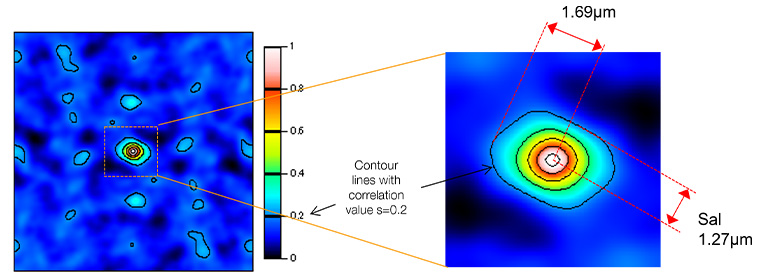
Sal = 1,27 μm. Str = 1,27/1,69 = 0,752.
Pro parametr Sal platí, že čím nižší hodnota, tím strmější nepravidelnost povrchu, a čím vyšší hodnota, tím pozvolnější změna tvaru. Hodnota Str se pohybuje v rozmezí 0 až 1, přičemž Str > 0,5 obvykle znamená silnou izotropii* a naopak Str < 0,3 signalizuje výraznou anizotropii**.
* Nezávislost vlastností a rozložení v libovolném směru. V tomto případě jde o situaci, kdy je rozložení tvaru ve všech směrech rovnoměrné a nezkreslené.
** Závislost vlastnosti nebo rozdělení v určitém směru. Zde se jedná o situaci, kdy je rozložení tvaru orientováno v určitém směru.
Hodnocení povrchu 3 fólií pomocí laserové skenovací 3D mikroskopie
Při tomto experimentu jsem nejprve vizuálně ověřil stav povrchu tří fólií ve třech rozměrech pomocí laserového konfokálního 3D mikroskopu LEXT™ OLS5100.
Mikroskop OLS5100 sbírá 3D data tak, že skenuje povrch vzorku fialovým laserovým paprskem o vlnové délce 405 nm. Speciální objektivy LEXT, které jsou přizpůsobeny vlnové délce 405 nm a minimalizují aberace, umožňují jasně snímat drobné vzory a vady, které je obtížné zachytit běžnými optickými a laserovými mikroskopy. Optický systém navíc měří bezkontaktně, takže si není potřeba dělat starosti ohledně možného poškození povrchu, a to ani u měkkých vzorků, jako jsou fólie.

Speciální objektivy LEXT zleva doprava: Objektiv s malým zvětšením 10X, vysoce výkonné objektivy 20X, 50X a 100X a objektivy s velkou pracovní vzdáleností 20X, 50X a 100X.
Červený laser (658 nm: čára a mezera 0,26 μm). |
Fialový laser (405 nm: čára a mezera 0,12 μm). |
Mikroskop OLS5100 umožňuje dále provádět spolehlivou analýzu drsnosti povrchu podle normy ISO 25178, vyhodnocovat parametry Sal a Str (unikátní parametry drsnosti povrchu) a spojovat více snímků do jednoho a získávat tak vysoce přesná data v širokém poli. Na makro-mapě můžete dokonce určit oblasti v sešitém snímku pro snazší analýzu povrchové textury.
Tuto poslední funkci ukazuji v následujícím kroku, kdy jsem vytvořil sešitý snímek pro zachycení dat o drsnosti povrchu fólie v širší oblasti.
Snímání dat o drsnosti povrchu v širší perspektivě
Mez velikosti objektu viditelného lidským okem je cca 0,1 až 0,2 mm a velikost textury na povrchu filmu, kterou lze vizuálně zkontrolovat, lze tedy považovat za stejnou nebo větší.
Protože ale povrchová textura fólie může obsahovat i menší nerovnosti, je při snímání dat důležité zvolit objektiv s větším rozlišením a zvětšením. Vzhledem k tomu, že zorné pole je u vysoce výkonných objektivů užší (cena za vyšší rozlišení), je režim sešití snímků s mikroskopem OLS5100 praktický pro pozorování širokého zorného pole.
Jednotlivé snímky pořízené objektivem s vysokým zvětšením lze spojit (v podstatě pospojovat dohromady podobně jako puzzle) a získat tak snímek s vysokým rozlišením a širším zorným polem, který zobrazuje prvky rozptýlené v intervalech desítek až stovek milimetrů.
Jednotlivé 2D snímky před sešitím. |
2D obraz po sešití. |

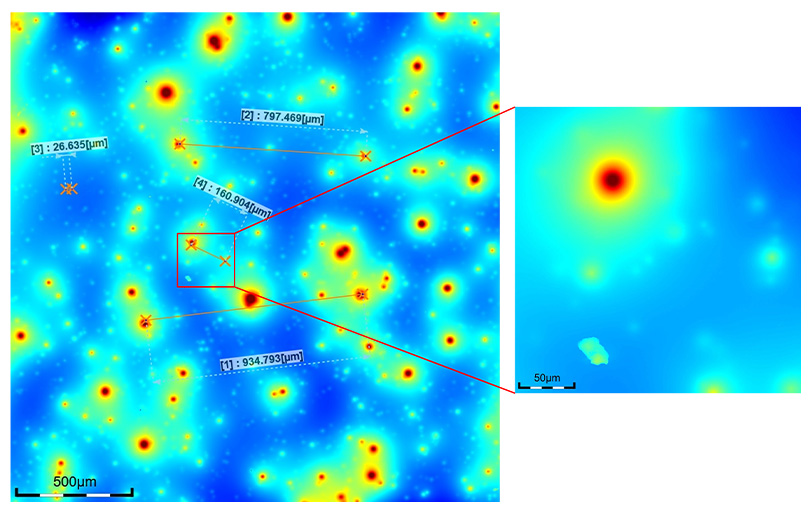
Vlevo: 9×9 sešitých výškových snímků (objektiv 50X, čtverec cca 2000 µm). Výškové snímky jsou 2D snímky, které obsahují data o výšce v barevném pásmu. Vpravo: jeden snímek, cca 250 µm. Při pohledu na sešitý snímek je patrné rozložení velkých a malých textur v intervalech desítek až stovek µm.
Nyní se podívejme na skutečné výsledky analýzy těchto tří fólií.
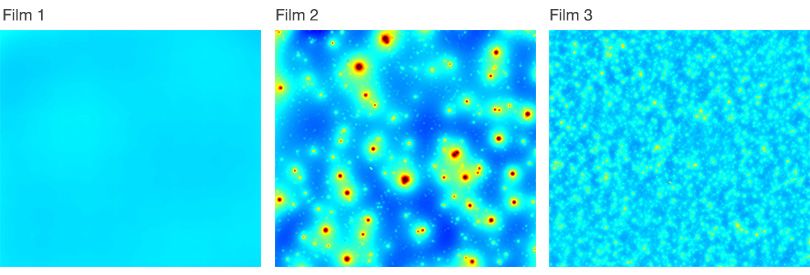
Níže jsou zobrazeny 3D snímky a výsledky měření drsnosti povrchu fólií 1–3 s použitím mikroskopu OLS5100 na ploše cca 2 mm čtverečních.
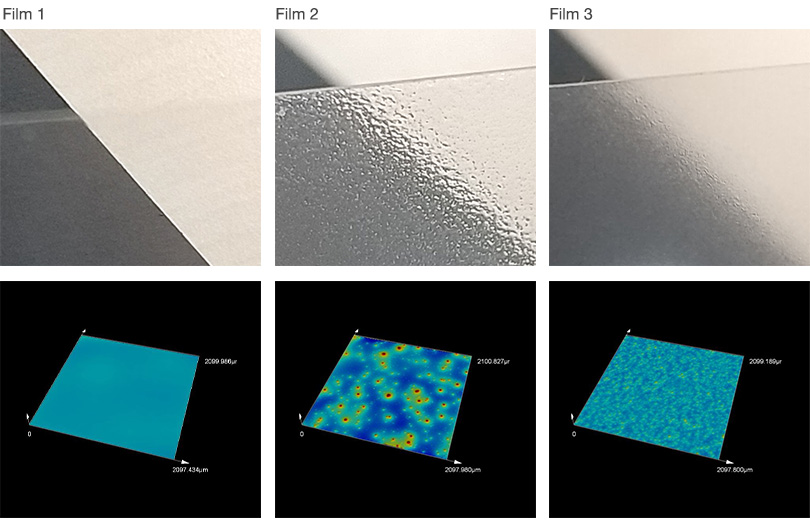
Porovnání 3D snímků fólií 1–3. Spodní řádek ukazuje 9×9 sešitých snímků (objektiv 50X, čtverec cca 2000 µm).
| Vzorek | Sa [µm] |
|---|---|
| Fólie 1_ob50x_9x9 | 0,069 |
| Fólie 2_ob50x_9x9 | 1,181 |
| Fólie 3_ob50x_9x9 | 0,391 |
Hodnota drsnosti povrchu vyjádřená jako Sa.
Jak ukazuje výše uvedená tabulka, hodnoty Sa (aritmetického průměru výšky) dobře odrážejí rozdíly v nerovnoměrnosti povrchu fólie mezi všemi třemi vzorky. Pokud jde o korelaci mezi vizuálním vzhledem povrchu a rozložením 3D nerovnoměrností, vidíme, že fólie 1 má hladký povrch. Naproti tomu fólie 2 a 3 mají nerovnosti lokalizované nebo rozložené po celém povrchu.
Nyní se podívejme na parametry drsnosti Sal (autokorelační délku) a Str (poměr stran textury), které kvantifikují rozsah těchto nerovností.
| Vzorek | Sa [µm] | Sal [µm] | Str |
|---|---|---|---|
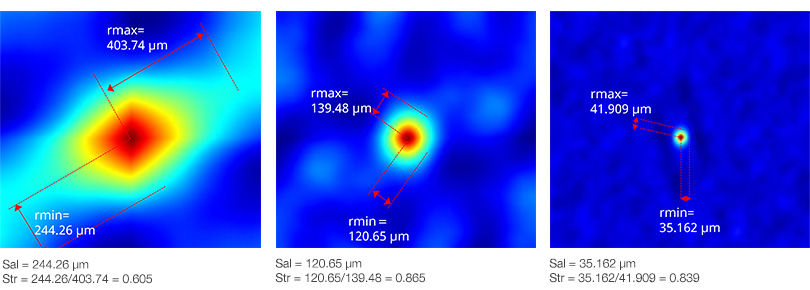
| Fólie 1_ob50x_9x9 | 0,069 | 244,26 | 0,605 |
| Fólie 2_ob50x_9x9 | 1,181 | 120,65 | 0,865 |
| Fólie 3_ob50x_9x9 | 0,391 | 35,162 | 0,839 |
Hodnota drsnosti povrchu vyjádřená jako Sa, Sal a Str.
Jak jsme již uvedli výše, že čím nižší hodnota Sal, tím strmější nepravidelnost povrchu, a čím vyšší hodnota Sal, tím pozvolnější změna tvaru. Hodnoty Sal vzorků spolu souvisejí, jak ukazuje výše uvedená tabulka. Jak je dobře vidět ve spojení s 3D snímky, fólie 1 s vyšší hodnotou má podle všeho pozvolnější změny profilu povrchu. Naproti tomu fólie 3 s nižší hodnotou má strmější povrchový profil a jemnější zrnitost.
Hodnotu Str definujeme jako poměr největší horizontální vzdálenosti (rmax), která klesá na hodnotu korelace s (0 ≤ s < 1, nebo s = 0,2, pokud není zadána), a hodnoty Sal (rmin) v autokorelačním obrazu. Vyjadřuje se pomocí následujícího vzorce:
Sal = rmin
Str = rmin/rmax
Hodnoty Str pro použité tři vzorky ukazují malý rozdíl mezi fóliemi 2 a 3 a určitý rozdíl mezi těmito dvěma fóliemi a fólií 1.
Hodnota Str leží v rozmezí 0 až 1. Protože hodnota Str > 0,5 zpravidla znamená silnou izotropii a Str < 0,3 výraznou anizotropii, mají všechny tři vzorky hodnotu 0,5 nebo vyšší. Můžeme tedy konstatovat, že rozložení nerovnoměrných tvarů je izotropní. Fólie 1, která se blíží hodnotě 0,3, je přitom poněkud více anizotropní než fólie 2 a 3, které mají hodnoty výrazně vyšší než 0,5.

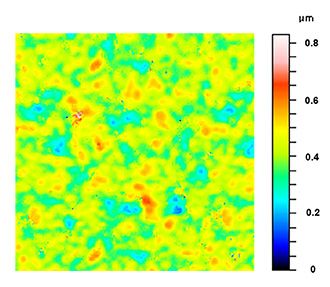
Výškový snímek
![]()
Autokorelační obraz
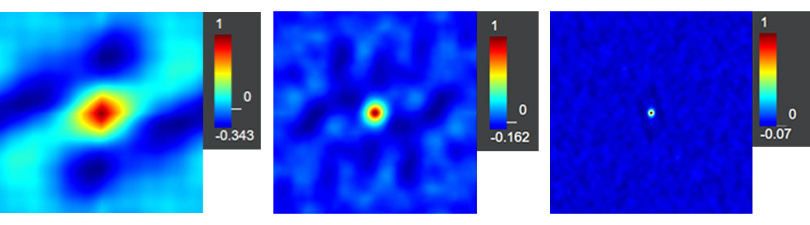
![]()
Zvětšený pohled na autokorelační obraz
Určení rozdílů v texturách fólií pomocí prostorových parametrů
Na základě těchto dat můžeme vyslovit následující závěry o povrchu všech tří fólií s různou texturou.
- Na základě hodnoty Sa (aritmetického průměru výšky) se zdá, že čím více je fólie čirá (viz fólie 1), tím je její povrch méně nerovný a hladší.
- Z hodnot Sal (autokorelační délky) plyne, že fólie 1 s vyššími hodnotami má pozvolnější povrchový profil. Fólie 3 s nižšími hodnotami má strmější profil a jemnější zrnitost.
- Na základě hodnot Str (poměru stran textury) je směrové rozložení nerovností povrchu u všech vzorků rovnoměrné a méně zkreslené (izotropní). Při porovnání těchto tří fólií je fólie 1 poněkud směrovější než ostatní dvě (mírně anizotropní).
Protože na získaná data se můžete skutečně spolehnout, může vám mikroskop OLS5100 pomoci s vyhodnocováním drsnosti povrchu fólií v široké škále oblastí. Další informace o použití laserového konfokálního 3D mikroskopu OLS5100 k měření drsnosti povrchu fólie vám sdělí náš tým.
Související obsah
Vodoodpudivost a drsnost povrchu fólií: příklad s víčkem od jogurtu
Brožura: 3D laserový mikroskop LEXT OLS5100
Statická elektřina a drsnost povrchu fólií: experiment
