用于测量涂层的精密超声测厚

Nátěry, epoxidy a podobné ochranné povlaky na oceli často představují potenciální problém v aplikacích mapování koroze. Jelikož je rychlost zvuku v nekovových nátěrech obvykle asi poloviční než u oceli, může tak nátěr k měření přidat chybu dvojnásobku své skutečné tloušťky. V této části probereme různé techniky měření, které ultrazvukové tloušťkoměry společnosti Olympus používají k měření tloušťky povrchových vrstev.
Proč je přesné měření povrchových vrstev důležité?
Tloušťka povrchové vrstvy má významný vliv na kvalitu produktu, řízení procesu a řízení nákladů. To, aby nátěr plnil svou zamýšlenou funkci, zajišťují dva faktory: kvalita nátěru a tloušťka nátěru. Přesné měření povrchové vrstvy může zaručit splnění požadavků v celé řadě průmyslových odvětví. Ultrazvuková měřidla jsou nedestruktivní a mohou přesně provádět měření tloušťky povrchové vrstvy-nátěru, u kterého je možný přístup pouze k jedné straně povrchu materiálu.
Techniky ultrazvukového měření tloušťky povrchové vrstvy
Pro měření tloušťky potažených trubek a dílů existují dvě techniky: měření echo-echo a THRU-COAT™. Každá technika má silné i slabé stránky:
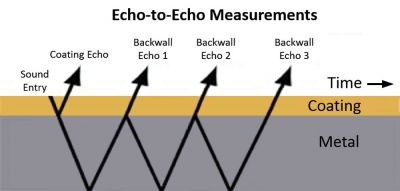
Měření metodou echo-echo:
Technika měření echo-echo, dostupná u tloušťkoměrů 38DL PLUS™ a 45MG (volitelně), umožňuje měřit zbývající tloušťku stěny trubek nebo jiných kovových konstrukcí tak, že do měření nezahrnuje tloušťku povrchové vrstvy. Tato technika krátí interval mezi dvěma po sobě následujícími koncovými echy takovým způsobem, aby poskytla přesné zobrazení tloušťky kovového materiálu bez povrchové vrstvy (protože v kovu může existovat více koncových ech , ale v povrchových vrstvách-nátěru k tomu běžně nedochází).
Mezi výhody používání techniky echo-echo patří:
- Funguje s řadou běžných snímačů
- Často umí pracovat i s drsnými povrchovými úpravami
- S vhodnými snímači ji lze provádět při vysokých teplotách až do přibližně 500 °C (930 °F)
Nevýhody techniky echo-echo jsou:
- Vyžaduje několik koncových ech, ke kterým by u silně zkorodovaných kovů nemuselo docházet
- Rozsah tloušťky je někdy omezenější než u měření metodou THRU-COAT
Měření metodou THRU-COAT:
Technika měření THRU-COAT umožňuje samostatné měření tenkých nekovových povrchových vrstev, jako je barva na kovu, a tloušťky kovu. Tato technika využívá patentovaný software k identifikaci časového intervalu představovaného jedním uzavřeným cyklem v povrchové vrstvě. Odečtením tohoto časového intervalu od celkového měření lze vypočítat tloušťku kovového substrátu. Měření THRU-COAT nemusí fungovat správně, pokud je tloušťka povrchové vrstvy menší než 0,125 mm (0,005 palce), nebo pokud je vnější povrch povrchové vrtvy drsný nebo nepravidelný. Další informace o měření THRU-COAT najdete v našem výukovém materiálu Režimy měření tloušťkoměru.
Mezi výhody používání metody THRU-COAT oproti metodě echo-echo patří:
- Funguje pro širokou škálu tlouštěk kovů, obvykle od 1 mm (0,04 palce) až po více než 50 mm (2 palce) v oceli
- Vyžaduje pouze jedno koncové echo
- Může přesněji změřit minimální zbývající tloušťku kovu, když jsou v něm důlky
Některé z nevýhod používání technologie THRU-COAT jsou:
- Povrchová vrstva musí být nekovová a silná nejméně 0,125 mm (0,005 palce)
- Úprava povrchu musí být relativně hladká
- Vyžaduje použití jednoho ze dvou speciálních snímačů
- Lze použít pouze na povrchy s maximální teplotou 50 °C (125 °F)
Další informace o tom, jak používat ultrazvukové tloušťkoměry Olympus k měření zbytkové tloušťky stěny skrze povrchové vrtvy, naleznete v našich video návodech k produktu, které jsou uvedeny v kapitole Zdroje.