
Ultraschall wird seit etwa einem Jahrhundert in der Industrie für die zerstörungsfreie Prüfung (ZfP) eingesetzt. Erste Ultraschallprüfungen (UT) wurden mit Einzelschwinger-Prüfköpfen durchgeführt, mit einer relativ einfachen Technik, die heute noch verwendet wird und für viele Anwendungen ausreichend ist.
Mit der Zeit entwickelte sich auch diese Technik weiter. Dank Sensoren mit mehreren Elementen und leistungsfähigerer Elektronik sowie Software konnte die Prüfleistung und die Effizienz gesteigert werden. Dies führte zur Phased-Array-Ultraschallprüfung (PAUT), die heute eine weit verbreitete und angewandte Technik ist, obwohl sie mehr Schulung als die herkömmliche UT erfordert, um richtig angewendet zu werden.
Mit der Total Focusing Method (TFM) wurde die Komplexität der Prüfung weiter erhöht. Dieses Verfahren nutzt die Sensortechnologie mit mehreren Elementen, wobei die für TFM erforderlichen Daten mittels des FMC-Verfahrens (Full Matrix Capture) erfasst werden. FMC ist eine umfassendere Strategie zum Senden und Empfangen von Schallbündeln, mit der große Datenmengen erzeugt werden.
In diesem kurzen Video erfahren Sie mehr über die Grundprinzipien von FMC und TFM.
Die TFM-Bildgebung basiert auf der Verarbeitung dieser großen FMC-Datenmengen. Daher haftet ihr der Ruf an, eine langsamere Technik zu sein, die sich nur für die sekundäre, gezieltere Überprüfung eignet. Nachdem ich eine Zeit lang TFM verwendete und damit experimentierte, habe ich einige Tipps und Empfehlungen und kann hoffentlich einige Annahmen über diese relativ neue ZfP-Methode relativieren.
1. GEhen Sie nicht davon aus, dass ein Modus für alles passt
Wenn Sie wie ich über PAUT-Kenntnissen verfügen und dann TFM einsetzen wollen, sind Sie wahrscheinlich mit der Impuls-Echo-Technik (I-E) bestens vertraut. Die Schallbündelwege sind mit Impuls-Echo recht gut nachvollziehbar. Bei einer I-E-Prüfung mit einer Umlenkung wird das Schallbündel vom Sensor gesendet, schallt bis zur Fehlerstelle, wird von der Fehlerstelle reflektiert und schallt zurück zum Sensor. Bei einer Prüfung mit zwei Umlenkungen gibt es ein zusätzliches Auftreffen und Zurückschallen von der Rückwand.
Mit TFM ist das Konzept der Schallbündelwege nicht so einfach. Um ein TFM-Bild zu erstellen, werden die Schallbündelwege durch das Erfassungsgerät mit den FMC-Daten synthetisch regeneriert. Da verschiedene Wellentypen (longitudinal oder transversal) und unterschiedliche Wellenwege kombiniert werden können, bietet das Gerät bis zu 10 Optionen für TFM-Modi (auch bekannt als Wellengruppen): z. B. TTT, TLT oder TTTT.
Um diese TFM-Wellengruppen zu entschlüsseln, müssen Sie wissen, dass jeder Buchstabe einen Abschnitt des Wegs und die Ausbreitungsart für diesen Weg darstellt: T steht für transversal und L steht für longitudinal. TFM-Wellengruppen können, anders als mit Impuls-Echo im Phased-Array-Modus, zu zusätzlichem Zurückschallen führen. Einige Geräte, wie dasOmniScan X3 Prüfgerät, haben sogar eine Option für eine 5T-Wellengruppe (TT-TTT).
Wie wird da bei all diesen Optionen die richtige Wellengruppe (oder die richtigen Wellengruppen) für die Prüfung ausgewählt? Hier sind einige wichtige Faktoren, die berücksichtigt werden sollten:
- Fehlertyp
- Fehlerstelle
- Krümmung oder Teilegeometrie
Eigenschaften, wie die der erwartete Fehler oder das Prüfteil, beeinflussen die Erkennungsfähigkeit der Wellengruppen.
Um dies zu demonstrieren, habe ich Beispiele verschiedener TFM-Bilder eines Risses am ID einer Schweißnaht bereitgestellt.
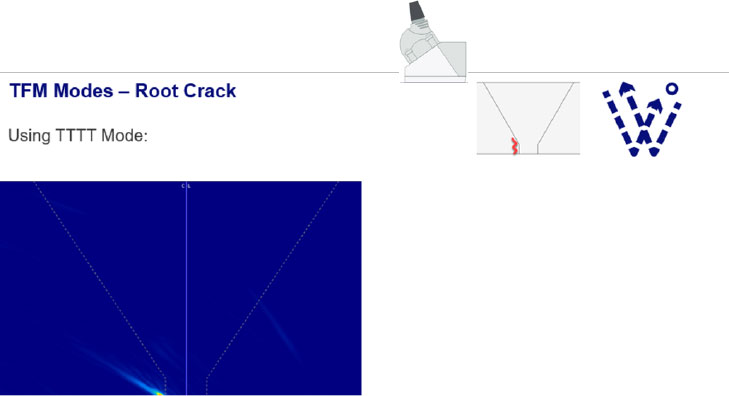
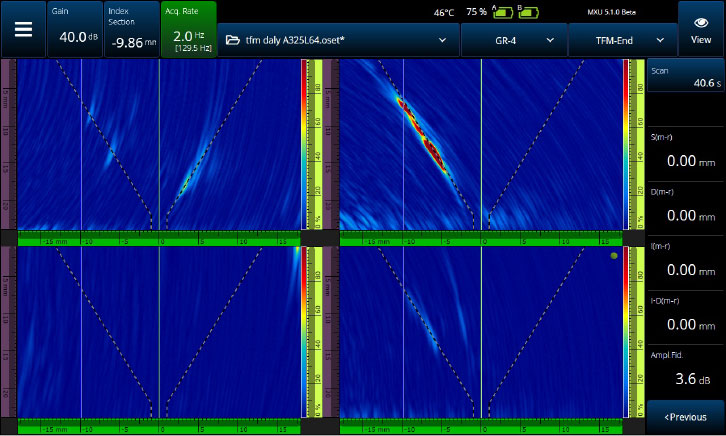
Mein erstes Beispiel zeigt das Signal auf dem OmniScan X3 Bildschirm bei Verwendung einer TTTT-Wellengruppe im Impuls-Echo-Modus (ähnlich einer PAUT-Prüfung der zweiten Umlenkung).
Obwohl etwas erkannt wird, ist das Signal nicht optimal und die Indikation könnte übersehen werden. Wenn wir nun den gleichen Riss am ID mit einer TTT-Wellengruppe im Self-Tandem-Modus prüfen, erscheint plötzlich die Indikation auf dem Bildschirm!

In diesem Fall weist die Schallwelle, die von der Rückwand zurückschallt, bevor sie auf den Reflektor trifft, eine viel größere Rechtwinkligkeit zum Fehler auf, sodass die TTT-Wellengruppe sie sehr gut anzeigt. (Wie mit konventionellem UT soll eine Reflexion so nahe wie möglich an 90° erhalten werden.)
Für den Riss am ID lieferten diese beiden unterschiedlichen TFM-Modi sehr unterschiedliche erkennbare Ergebnisse. Das gleiche gilt für unterschiedliche Reflektoren in unterschiedlichen Tiefen und unterschiedlichen Ausrichtungen. Ein Modus reicht oft nicht aus, um alle Möglichkeiten abzudecken.
Extra Tipp: Stellen Sie sicher, dass die Parameter für die Geschwindigkeit und Dicke genau eingestellt sind.
Mit PAUT-Kenntnissen haben Sie möglicherweise die Angewohnheit, die Schallgeschwindigkeit des Materials zu schätzen. Man könnte den Standardwert von 0,2320 Zoll/µs oder 5890 m/s eingeben und es damit auf sich beruhen zu lassen. Mit TFM ist es unangebracht sich auf eine Schätzung zu verlassen, vor allem bei Verwendung des Self-Tandem-Modus mit all den zusätzlichen Umlenkungen.
Zur Verdeutlichung betrachten Sie den Unterschied, den eine Abweichung von 2,5 % ausmacht, wenn ein Riss am ID mit der TTT-Wellengruppe erkannt werden soll.
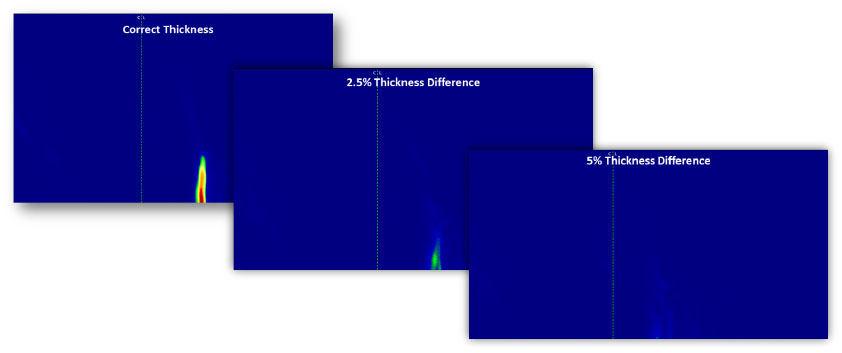
Ein Unterschied von 5 % des Geschwindigkeitswerts für TTT (halber Sprung) führte zu einem vollständigen Signalverlust am vertikalen Riss. Dieser Genauigkeitsanspruch gilt auch für die Dicke und Geometrie des Prüfteils. Sind die eingegebenen Dicken- und Geometriewerte ungenau, erscheint das Signal nicht mehr an der erwarteten Stelle, was zu Berechnungsungenauigkeiten führt.
2. Stellen Sie sicher, dass Sie den richtigen Sensor haben, um den TFM-Bereich zu fokussieren
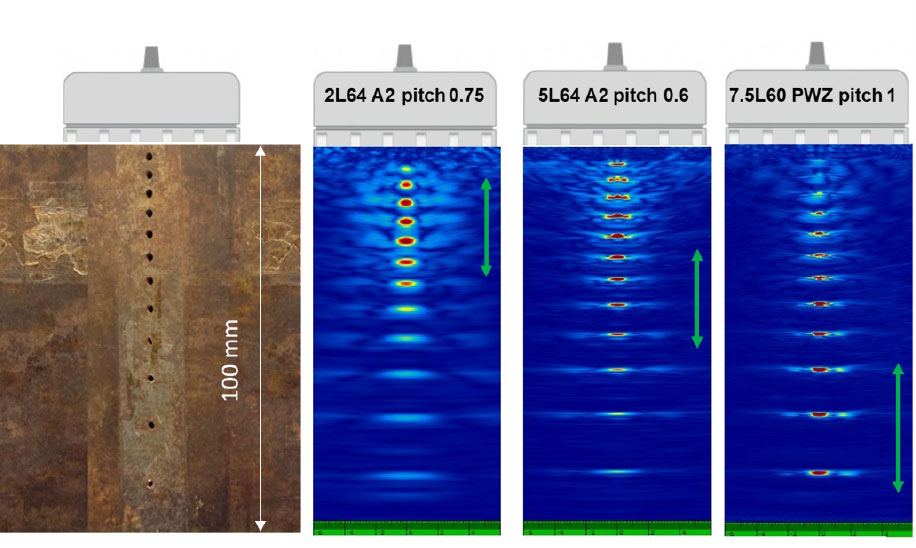
Der TFM-Bildgebung (Total Focusing Method) geht auch der Ruf voraus, einen gleichmäßigen Fokus über den gesamten TFM-Bereich zu liefern. Dies ist jedoch nicht ganz richtig. TFM unterliegt den gleichen physikalischen Gesetzen wie Phased-Array und konventioneller UT. Die TFM-Bildgebungsleistung des Geräts hängt beispielsweise von den Fähigkeiten des Phased-Array-Sensors ab.
Genau wie mit PA und UT beeinflussen die physikalischen Eigenschaften eines Sensors, wie Elementgröße und Frequenz, die Schallbündeleigenschaften (d. h. Nahfeldlänge, Schallbündeldurchmesser, Öffnungswinkel des Schallbündels usw.), was sich ebenfalls auf die Fokussierung im TFM-Bereich auswirkt. Die folgenden TFM-Bilder von gestapelten seitlich gebohrten Löchern (Querbohrungen) wurden mit drei verschiedenen Sensoren aufgenommen:
Erfahren Sie mehr über die Auswahl der Sensoren für TFM im Blogartikel: Welcher Phased-Array-Sensor eignet sich für Ihre TFM-Prüfung (Total Focusing Method)?
3. Unterschätzen Sie nicht die Bedeutung der Amplitudentreue
Was ist Amplitudentreue und warum taucht dieser Begriff im Zusammenhang mit TFM auf?
Amplitudentreue ist ein Messwert (in dB) der maximalen Amplitudenvariation einer Indikation, die durch die TFM-Rasterauflösung verursacht wird. Mit anderen Worten bestimmt dieser Wert, wie grob das Raster sein darf, bevor die Bildqualität zu verpixelt wird, um Fehler deutlich zu erkennen. Durch Anpassen der Amplitudentreue kann sichergestellt werden, dass die Größe des Pixels der Größe der Wellenlänge entspricht. Das Größenverhältnis eines Pixels zur Wellenlänge des Schallbündels ist wichtig. Bei einer zu niedrigen Digitalisierungsfrequenz mit PAUT wird möglicherweise die Spitze des Signals nicht erkannt. Mit TFM kann ein zu großer Pixel bedeuten, dass die Spitze der Amplitude einer Indikation nicht angezeigt wird.
Es gibt mehrere Faktoren, die die Amplitudentreue beeinflussen: Sensorfrequenz und -bandbreite, Geschwindigkeit im Material, Rasterauflösung, angewendete Hüllkurve usw. Prüfnormen für TFM (z. B. ASME) empfehlen normalerweise eine Amplitudentreue, die 2 Dezibel (dB) nicht überschreitet.
Wann ist der Wert der Amplitudentreue zu hoch? Ganz einfach: Schauen Sie sich einfach den Wert der Amplitudentreue an, den Geräte, wie das OmniScan X3, berechnen. Zudem ermöglicht die TFM-Hüllkurvenfunktion des OmniScan X3 Geräts eine schnellere Erfassungsrate als das standardmäßige, oszillierende TFM-Rendering, während eine optimale Amplitudentreue-Einstellung beibehalten wird.
Erfahren Sie mehr über das optimierte TFM-Bild in diesem White paper: Total Focusing Method (TFM) mit Hüllkurve-Funktion.”
4. Nutzen Sie alle Vorteile des Simulators für Wellengruppen und des Modellierungstools
Nutzen Sie alle Ihnen zur Verfügung stehenden Softwaretools, um das Ergebnis Ihrer TFM-Prüfung vorherzusagen.
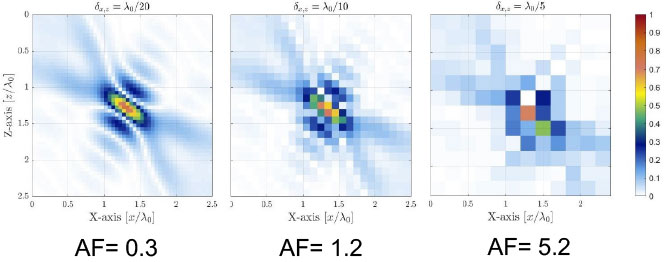
Bevor mit der TFM-Prüfung begonnen wird, überprüfen Sie die gewünschte Abdeckung und Empfindlichkeit für eine bestimmte Kombination aus Sensor, Vorlaufkeil und Wellengruppe mit einem Simulator wie dem AIM-Modellierungswerkzeug (Acoustic Influence Map). Das AIM-Tool berücksichtigt auch den vermuteten Fehlertyp und den Winkelversatz. Verwenden Sie es, um alle Wellengruppen zu überprüfen und jedes auf verschiedenen Reflektoren zu testen, bis Sie das beste gefunden haben.

Die Farbzuordnung der AIM-Amplitudenkarte gibt einen deutlichen Hinweis auf die Prüfabdeckung der TFM-Wellengruppen im Prüfbereich.
Rot markierte Bereiche zeigen, dass das Ultraschallsignal sehr gut ist und zwischen 0 dB und -3 dB entsprechend der maximalen Amplitude variiert. Orange markierte Bereiche liegen zwischen 3 dB und -6 dB der maximalen Amplitude. Gelbe Bereiche zwischen -6 dB und -9 dB usw.
Mehr über die Verwendung von AIM erfahren Sie im Webinar:Acoustic Influence Map (AIM) — The Modeling Tool for Your TFM Inspection.
5. Verwenden Sie mehrere Modi, um Ihre Abdeckung zu optimieren
Bei einigen Geräten können mehrere Modi gleichzeitig verwendet werden! Sie können beispielsweise bis zu vier TFM-Modi gleichzeitig einsetzen und die Ergebnisse auf dem OmniScan X3 Bildschirm anzeigen. Nutzen Sie dies, um keine unerwarteten Fehler zu übersehen!
Noch mehr erfahren Sie hier: Häufig gestellte Fragen zu TFM (FAQ).
Ähnliche Artikel
Schnell gefunden! Unsere Ressourcen zur Total Focusing Method (TFM) jetzt an einer Stelle gebündelt
Anwendungshinweis: Total Focusing Method zur Verbesserung der Phased-Array-Bildverarbeitung
White Paper: Total Focusing Method (TFM) mit Hüllkurve-Funktion
Kontakt
