
Oben sehen Sie eine typische Vorlaufkeiljustierung unter Verwendung eines Standards mit Querbohrungen. Wahrscheinlich kennen Sie solche Bilder, bei denen der Mittelpunkt der Querbohrung bei 0 m positioniert ist. Das mag schön und konform aussehen, doch lassen Sie uns das Ganze aufschlüsseln und die zugrunde liegenden Gesetzmäßigkeiten untersuchen. Hier erkläre ich, warum dies eigentlich die falsche Vorgehensweise ist und wie dadurch die Genauigkeit der Schallbündelverzögerung beeinträchtigt wird.
Justierung mit Querbohrungen: Nicht so einfach, wie Sie vielleicht glauben
Eine Querbohrung ist ein guter Ultraschallreflektor – und dafür gibt es einen guten Grund. Der runde Reflektor schickt das Signal unabhängig vom Winkel des erzeugten Schallbündels an den Sensor zurück. Aus diesem Grund wird ein Radius in einem Referenzkörper vom Typ IIW gewählt, um die Tiefe für die genaue Geschwindigkeit usw. zu messen. Der rote Bereich auf der Sektordatenanzeige stellt jedoch nicht die tatsächliche Mitte der Querbohrung dar. Genauer gesagt ist es die Stelle, an der der Schall zuerst auf die gekrümmte Wand der Seitenbohrung trifft.
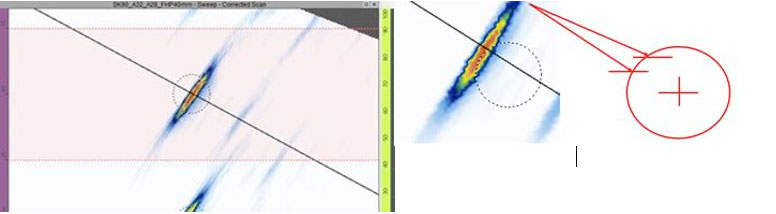
Die Vorlaufkeilvorlaufjustierung auf der linken Seite mag gut aussehen, aber sie basiert fälschlicherweise auf der Laufzeit des Schallbündels in der Mitte der Querbohrung, während der Korrekturrechner der WeldSight Software den Durchmesser (rechts) und die Krümmung der Seitenbohrung berücksichtigt, sodass die Justierung der Schallbündelverzögerung genauer ist.
Die korrigierte Berechnung der Querbohrung erhöht die Präzision der Schallbündelverzögerung
Die Justierung der Schallbündelverzögerung der WeldSight Software reduziert diese Ungenauigkeit. Die Software verfügt über einen automatischen Korrekturalgorithmus, der die Durchmesser der Querbohrungen berücksichtigt. Die Software führt die Korrektur in verschiedenen Winkeln entlang der Krümmung durch und nutzt nicht nur die zuvor genannte mittlere Tiefe der Bohrung.
Wie an der Schallbündelverzögerung unten zu erkennen, wird die Toleranz von 1 mm eingehalten, aber es wird auch der Durchmesser der Querbohrung eingegeben (3 mm). Die Software berechnet mit diesem Wert den Offset zwischen der Mitte der Querbohrung und dem TOF-Schnittpunkt des realen Schallbündels mit dem Radius. Beachten Sie, dass der Toleranzbereich (der grüne Bereich in der unteren Datenanzeige) den Offset durch die Größe der Querbohrung berücksichtigt, die Toleranz von 1 mm aber nicht überschritten wird. Dank dieser Methode ist die Laufzeit für die Berechnung der Schallbündelverzögerung noch präziser als mit der typischen Justiermethode für Querbohrungen.
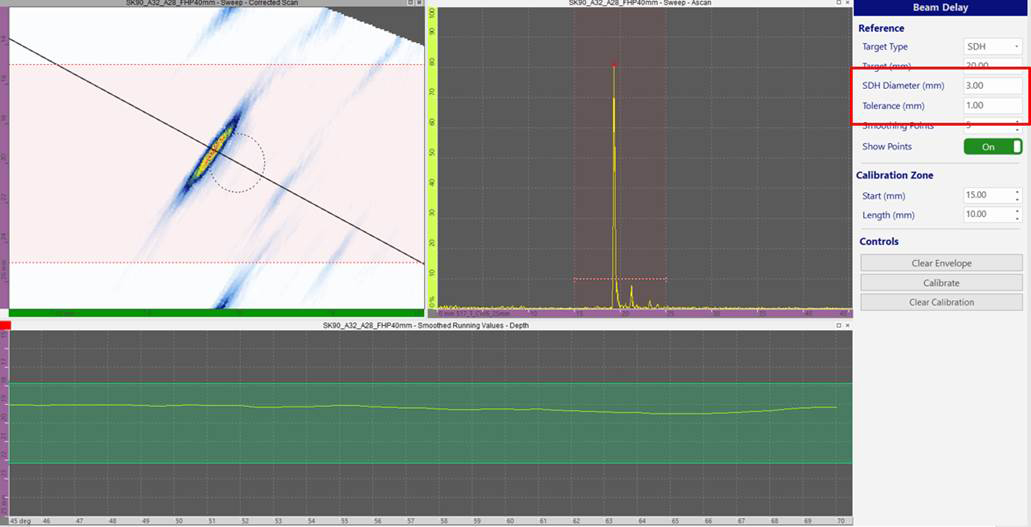
Der Durchmesser der Querbohrung (3 mm) wird in das Formular Schallbündelverzögerung eingegeben, um die Reflexionsposition genau zu berechnen; der Toleranzbereich (der grüne Bereich in der unteren Datenanzeige) entspricht immer noch dem Standard 1 mm.
Die WeldSight Software erledigt alle Berechnungen für Sie, sodass Sie auf einfache Weise die Genauigkeit der Vorlaufkeilvorlaufjustierung verbessern und die Zuverlässigkeit der Ergebnisse erhöhen können.
Ähnliche Artikel
Video: WeldSight Software für das OmniScan X3 Prüfgerät
Video: Olympus in aller Welt - Vorlaufkeilvorlaufjustierung des OmniScan X3
Blogartikel: Welcher Phased-Array-Sensor eignet sich für die TFM-Prüfung (Total Focusing Method)?
