涡流检测简介
Wirbelstromprüfgeräte, eine Kategorie von ZfP-Geräten, verwenden das Prinzip des Magnetismus, das auch hinter Elektromotoren, Generatoren, Relais und Stereolautsprechern steckt. Die Wirbelstromprüfung (ECT) ist eine kontaktfreie Methode zur Prüfung von Metallteilen.
Wirbelströme sind magnetische Wechselfelder, die entstehen, wenn ein elektrischer Wechselstrom durch eine oder mehrere Spulen in einer Sondeneinheit fließt. Wenn die Sonde nahe des Prüfteils positioniert wird, werden durch das magnetische Wechselfeld Wirbelströme im Prüfteil erzeugt. Diskontinuitäten oder Abweichungen der Merkmale im Prüfteil verändern den Wirbelstromfluss und werden von der Prüfsonde erfasst, was die Dickenmessung von Materialien oder die Erkennung von Fehlern, wie Rissen und Korrosion, ermöglicht.
Im Laufe der Jahre haben sich die Sondentechnologie und die Prüfdatenverarbeitung so weit entwickelt, dass die Wirbelstromprüfung als schnell, einfach und genau gilt. Die Technologie wird heute in der Luft- und Raumfahrt, Automobilindustrie, Petrochemie und Energieerzeugung häufig zur Erkennung von Fehlern auf und nahe der Oberfläche in Materialien, wie Aluminium, Edelstahl, Kupfer, Titan, Messing, Inconel Legierungen und sogar Kohlenstoff (nur Oberflächenfehler) eingesetzt. In diesem Tutorial werden die Funktionsweise der Wirbelstromprüfung und häufige Prüfanwendungen und -methoden erklärt. Weitere Einzelheiten über die Wirbelstromprüfung finden Sie in unserem Tutorial.
Grundlagen der Wirbelstromprüfung
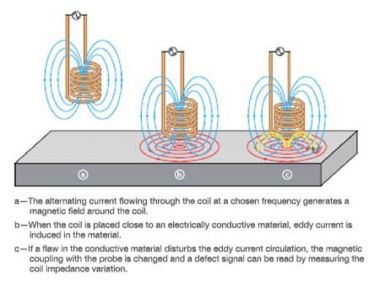
Die Wirbelstromprüfung basiert auf dem physikalischen Prinzip der elektromagnetischen Induktion. In einer Wirbelstromsonde fließt Wechselstrom durch eine Drahtspule, wobei ein oszillierendes Magnetfeld erzeugt wird. Wird die Sonde und ihr Magnetfeld in die Nähe eines leitenden Materials, z. B. eines Metallprüfteils, gebracht, beginnt sich ein Elektronenstrom, namens Wirbelstrom, in kreisförmigen Bahnen durch das Metall zu bewegen, wie Wasserstrudel in einem Fluss. Dieser durch das Metall fließende Wirbelstrom erzeugt wiederum ein eigenes Magnetfeld, das durch gegenseitige Induktivität mit der Spule und deren Feld in eine Wechselwirkung tritt.
Änderungen der Metalldicke oder Fehler, wie z. B. oberflächennahe Risse, unterbrechen oder verändern die Amplitude und das Muster des Wirbelstroms und des resultierenden Magnetfelds. Dies wiederum beeinträchtigt die Bewegung von Elektronen in der Spule, indem die elektrische Impedanz der Spule verändert wird. Das Wirbelstromprüfgerät zeichnet Änderungen der Impedanzamplitude und des Phasenwinkels auf, die von einem geschulten Bediener verwendet werden können, um Abweichungen im Prüfteil zu identifizieren.
Die Wirbelstromdichte ist nahe der Oberfläche des Prüfteils am höchsten, sodass dies der Bereich mit der höchsten Prüfauflösung ist. Die Standard-Eindringtiefe ist die Tiefe, an der die Wirbelstromdichte 37 % ihres Oberflächenwertes beträgt, der sich wiederum aus der Prüffrequenz und der magnetischen Sättigung und Leitfähigkeit des Prüfmaterials errechnen lässt. So beeinflussen Schwankungen der Leitfähigkeit des Prüfmaterials, die magnetische Sättigung, die Frequenz der Wechselstromimpulse, die die Spule antreiben, und die Geometrie der Spule die Prüfempfindlichkeit, Auflösung und Durchdringung.
Es gibt viele Faktoren, die die Fähigkeiten einer Wirbelstromprüfung beeinflussen können. Wirbelströme, die in Materialien mit höheren Leitfähigkeitswerten fließen, reagieren empfindlicher auf Oberflächenfehler, dringen aber nicht so tief in das Material ein, wobei die Eindringtiefe auch von der Prüffrequenz abhängt. Höhere Prüffrequenzen erhöhen die oberflächennahe Auflösung, begrenzen jedoch die Eindringtiefe, während niedrigere Prüffrequenzen die Eindringtiefe erhöhen. Größere Spulen prüfen ein größeres Materialvolumen von jeder Position, da das Magnetfeld tiefer im Prüfteil fließt, während kleinere Spulen empfindlicher gegenüber kleineren Fehlern reagieren. Variationen bei der Sättigung eines Materials erzeugen ein Rauschen, was die Fehlerauflösung aufgrund größerer Hintergrundvariationen einschränken kann.
Während die Eigenschaften Leitfähigkeit und Sättigung des Prüfmaterials außerhalb der Kontrolle des Prüfers liegen, können Prüffrequenz, Spulenart und die Spulengröße basierend auf den Prüfanforderungen ausgewählt werden. Während einer Prüfung wird die Auflösung durch die Sondenart bestimmt und die Erkennungsfähigkeit wird durch Material- und Geräteeigenschaften bestimmt. Einige Prüfungen umfassen das Durchlaufen mehrerer Frequenzen, um die Ergebnisse oder die Prüfung mit mehreren Sonden zu optimieren, um die beste Auflösung und Durchdringung zu erzielen, die zur Erkennung aller möglichen Fehler erforderlich ist. Es ist immer wichtig, die richtige Sonde je nach Anwendung auszuwählen, um die Prüfleistung zu optimieren.
Wirbelstromprüfgeräte
Einige ältere Wirbelstromprüfgeräte verwendeten einfache analoge Anzeigen. Heute ist das Standardformat eine Impedanzebene, die den Spulenwiderstand auf der x-Achse und die induktive Reaktanz auf der y-Achse grafisch darstellt. Variationen im Diagramm entsprechen Abweichungen im Prüfteil. Die folgende Anzeige zeigt beispielsweise eine Prüfkonfiguration für Oberflächenrisse in Aluminium. Die obere Kurve repräsentiert einen 0,04 Zoll tiefen Oberflächenriss, die mittlere Kurve repräsentiert einen 0,02 Zoll tiefen Riss und die kleinste Kurve repräsentiert einen 0,008 Zoll tiefen Riss. Die horizontale Linie ist der Liftoff, bei dem die Sonde auf dem Aluminiumteil genullt (abgeglichen) wurde und wenn sie hoch gehoben wird. Das Signal bewegt sich direkt nach links. Diese Prüfung erfolgt mit einer Sonde mit Stiftgehäuse.
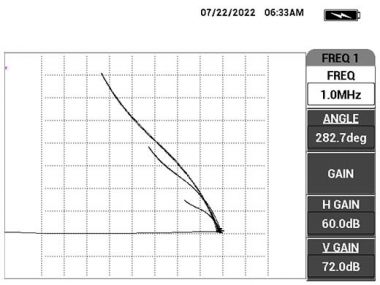
Diese Anzeige würde als Justierung des Geräts betrachtet werden. Nachdem die Parameter eingestellt sind, sollten sie während einer Prüfung nicht mehr geändert werden. Die Prüfmessungen hängen vollständig vom Vergleich des Signals mit der Referenzjustierung ab.
Eine weitere gängige Prüfung ist die Messung von nichtleitenden Beschichtungen, wie z. B. Lack auf Metallen. Die folgende Bildschirmanzeige zeigt eine nichtmetallische Beschichtung auf Aluminium. Für diese Anwendung wird die Sonde hochgehoben und genullt (abgeglichen) und dann auf die Probe positioniert. Die obere Linie zeigt das Signal auf Aluminium ohne Beschichtung. Die untere Linie zeigt eine 0,004 Zoll Beschichtung, dann eine 0,008 Zoll Beschichtung und eine 0,012 Zoll Beschichtung. Um dieses Bild zu erzeugen, musste die Anzeigeposition für jede Messung geändert werden, um eine Trennung zwischen jedem Signal anzuzeigen. Nachdem diese Justierung durchgeführt wurde, prüft der Prüfer das Material und beobachtet die Strecke, die das Signal auf dem Bildschirm zurücklegt. Alarme könnten verwendet werden, um den Prüfer zu warnen, wenn eine Beschichtung zu dick oder zu dünn ist.

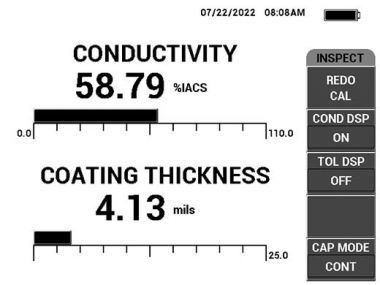
Eine zweite Möglichkeit, die Dicke einer nichtleitenden Beschichtung von einem leitenden Material zu messen, ist die Verwendung der Leitfähigkeitsmessfunktion der Prüfgeräte der NORTEC 600 Serie von Olympus (Modelle N600C, N600S und N600D). Für diese Messung wird eine spezielle Leitfähigkeitsmesssonde verwendet, die anstelle des oben gezeigten Standard-Impedanzbildschirms den folgenden Bildschirm anzeigt. Diese Messung wird häufig zur Bestimmung der Leitfähigkeit eines Materials verwendet. Sie liefert aber auch den Dickenwert zu einer Beschichtung, die als Liftoff vom Material (wie weit sich die Sonde von der Oberfläche des leitenden Materials befindet) betrachtet wird. Dieses Beispiel zeigt eine Beschichtung mit einer Dicke von 0,0004 Zoll eines Aluminiumprüfteils.
Wirbelstromprüfgeräte können je nach Sondenart verschiedene Prüfungen durchführen. Eine bedachte Auswahl der Sonde trägt zur Optimierung der Prüfleistung bei.
Arten von Wirbelstromsonden
Nachfolgend sind einige häufig verwendete Wirbelstromsonden mit einer Beschreibung für entsprechende Fehlerarten und Prüfteile aufgeführt.
Oberflächensonden: Oberflächensonden werden zur Identifizierung von Fehlern auf und unter Metalloberflächen verwendet und haben normalerweise einen großen Durchmesser, um niedrigere Frequenzen für eine tiefere Durchdringung oder für größere Prüfbereiche zu bieten.
Sonden mit Stiftgehäuse: Sonden mit kleinerem Durchmesser und Spulen, die für hohe Frequenzen ausgelegt sind, ermöglichen eine hohe Auflösung von oberflächennahen Fehlern.
Sonden für Nietlöcher: Diese Sonden wurden entwickelt, um das Innere eines Nietlochs zu prüfen und können manuell oder automatisch mit einem Rotationsscanner gedreht werden.
Ringsonden: Sie sind zur Prüfung von Nietlöchern mit Nieten bei Flugzeugen ausgelegt.
Eingebettete Sonden: Eingebettete Sonden werden auch zur Prüfung von Nietlöchern in Flugzeugen verwendet und bieten höhere Abtastraten als Ringsonden.
ID-Sonden: Sonden für den Innendurchmesser (ID) sind für die Prüfung von Wärmetauscherrohren und ähnlichen Metallrohren im Inneren ausgelegt und in verschiedenen Größen erhältlich.
AD-Sonden: Sonden für den Außendurchmesser (AD) werden für die Prüfung von Metallrohren und -stäben von außen verwendet, wobei das Prüfteil von der Spule passiert wird.
Eine vollständige Liste der Wirbelstromsondenarten und deren Verwendung finden Sie hier.
Häufige Anwendungen
Die Wirbelstromprüfung wird häufig in der Luft- und Raumfahrtindustrie sowie in anderen Fertigungs- und Serviceumgebungen eingesetzt, in denen dünnes Metall aus Sicherheits- und Qualitätsgründen untersucht werden muss. Zusätzlich zur Risserkennung in Metallblechen und -rohren kann die Wirbelstromprüfung für bestimmte Dickenmessungen verwendet werden, z. B. zur Identifizierung von Korrosion unter der Flugzeughaut, zur Messung der Leitfähigkeit und zur Überwachung der Auswirkungen der Wärmebehandlung und zur Bestimmung der Dicke nichtleitender Beschichtungen auf leitfähigen Substraten. Es sind portable und installierte Systeme erhältlich, um so vielen Prüfanforderungen zu entsprechen.
Mit der zerstörungsfreien Wirbelstromprüfung können große Bereiche sehr schnell untersucht werden und sie erfordert keine Verwendung von Koppelmittel. Zusätzlich zur Erkennung von Rissen kann die Wirbelstromprüfung auch zur Prüfung der Metallhärte und der -leitfähigkeit eingesetzt werden, wenn diese Eigenschaften von Interesse sind, sowie zur Messung dünner Schichten nichtleitender Beschichtungen, wie z. B. Lack auf Metallteilen. Aber die Wirbelstromprüfung ist auch auf elektrisch leitende Materialien beschränkt und kann daher nicht für Kunststoffe verwendet werden. In einigen Fällen werden Wirbelstrom- und Ultraschallprüfung zusammen als ergänzende Verfahren eingesetzt. Dabei hat Wirbelstrom den Vorteil, dass er schnell die Oberfläche prüft und Ultraschall hat eine bessere Durchdringungstiefe.
Im Folgenden sind einige der gängigsten Wirbelstromprüfanwendungen aufgelistet:
Schweißnahtprüfung: Viele Schweißnahtprüfungen verwenden zerstörungsfreie Ultraschallprüfungen für Fehler unter der Oberfläche und eine ergänzende Wirbelstrommethode, um die Oberfläche auf offene Oberflächenrisse an der Schweißnahtüberhöhung und in Wärmeeinflusszonen (WEZ) zu prüfen.
Leitfähigkeitsprüfung: Wirbelstrom zur Leitfähigkeitsprüfung kann verwendet werden, um ferritische und nicht ferritische Legierungen zu identifizieren und zu sortieren und um die Wärmebehandlung zu überprüfen.
Oberflächenprüfung: Oberflächenrisse in maschinell hergestellten Teilen und Metallbeständen können leicht mit Wirbelstrom identifiziert werden. Dies umfasst die Prüfung des Bereichs um die Nietlöcher in Flugzeugen und anderer kritischer Anwendungen.
Korrosionserkennung: Wirbelstromgeräte können verwendet werden, um Innenkorrosion bei dünnem Metall, wie Aluminiumflugzeughaut, zu erkennen und zu quantifizieren. Niederfrequente Sonden können verwendet werden, um Korrosion auf zweiten und dritten Metallschichten zu lokalisieren, die nicht mit Ultraschall untersucht werden können.
Nietlochprüfung: Risse in Nietlöchern können mit Nietlochsonden erkannt werden, oft mit automatisierten Rotationsscannern.
Rohrprüfung: Die Inline-Prüfung von Rohren während der Fertigung und die Prüfung von Rohren vor Ort, wie Wärmetauscherrohre, sind gängige Wirbelstromanwendungen. Es können Risse und Abweichungen der Dicke erkannt werden.
Eine umfassende Auflistung von Wirbelstromprüfanwendungen finden Sie hier.
Referenzstandards für die Wirbelstromprüfung
Ein Wirbelstromsystem, bestehend aus einem Gerät und einer Sonde, muss zu Beginn einer Prüfung immer mit geeigneten Referenzstandards justiert werden. Bei diesem Verfahren wird die Nulllinie eines bestimmten Prüfteils ermittelt und beobachtet, wie sie sich unter den Prüfbedingungen verändert. Bei Anwendungen zur Fehlererkennung umfasst dieser Justierprozess normalerweise die Verwendung von Referenzstandards aus dem gleichen Material, in der gleichen Form und Größe wie das Prüfteil, die erzeugte Fehler (wie Sägeschnitte, Bohrungen oder gefräste Wände) enthalten, um Fehler zu simulieren. Referenzstandards für Dickenmessungen umfassen verschiedene Proben mit bekannter Dicke. Der Prüfer beobachtet das Signal der Referenzstandards und vergleicht dann die Indikationen der Prüfteile mit diesen Referenzmodellen, um Teile zu kategorisieren. Eine ordnungsgemäße Justierung mit geeigneten Referenzstandards ist ein wesentlicher Bestandteil jedes Wirbelstrom-Prüfverfahrens.
Wirbelstrom-Arrays
Wirbelstrom-Array (ECA) ist eine Technologie, bei der mehrere Wirbelstromspulen elektronisch gleichzeitig betrieben werden können, die nebeneinander in einer Sondeneinheit angeordnet sind. Jede einzelne Spule erzeugt ein Signal in Bezug auf Phase und Amplitude der darunter liegenden Struktur. Diese Daten werden mit einer codierten Position und einem Zeitpunkt verknüpft und grafisch in einem C-Bild dargestellt, das Strukturen in einer planaren Ansicht zeigt. Zusätzlich zur C-Bild-Anzeige ermöglicht ECA die Abdeckung größerer Bereiche in einem einzigen Durchgang bei gleichzeitiger Beibehaltung einer hohen Auflösung. ECA ermöglicht die Verwendung einfacherer Vorrichtungen und vereinfacht zudem die Prüfung von komplexen Formen mit anwendungsspezifischen Sonden, die an das Profil des Prüfteils angepasst sind.