8.3 AWS D1.1
Olympus AWS D1.1
Im Abschnitt vom American Welding Society Structural Welding Code D1.1 wird ein festgelegtes Verfahren zur Klassifizierung von Diskontinuitäten in Schweißnähten entsprechend einer D-Einstufung definiert, die wie folgt berechnet wird:
A – B – C = D, wobei:
A = Einstufung der Diskontinuität in dB
B = Referenzpegel in dB
C = Dämpfung im Material (2x (Schallweglänge in Zoll – 1 Zoll]) in dB
Der Prüfer vergleicht dann die berechnete Indikation der D-Einstufung mit einer Tabelle zur Annahme/Ablehnung der AWS, um den Schweregrad der Diskontinuität zu klassifizieren. Mit dem Fortschreiten der Prüfung erstellt der Prüfer einen AWS-Bericht, in dem die Variablen sowie Angaben zum Prüfkopf, Länge und Position der Diskontinuität, und die Einschätzung des Prüfers angegeben werden.
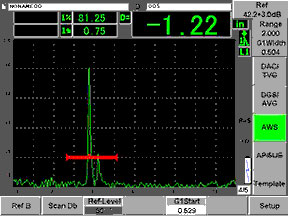
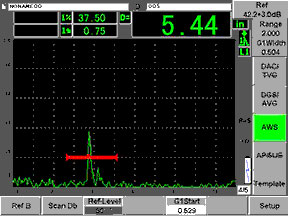
Moderne Prüfgerätesoftware vereinfacht dieses Verfahren durch Einbeziehen der Berechnung der D-Einstufung auf dem Bildschirm und durch Aufzeichnen der Werte A, B, C und D in gespeicherten Prüfberichten. In der Konfiguration zeichnet der Prüfer eine Referenzamplitude (B) von einem Reflektor mit Querbohrung auf. Beim Prüfen misst das Gerät die Amplitude und die Schallweglänge, um die Werte für A und C zu erhalten und berechnet dann die D-Einstufung, die positiv oder negativ sein kann, je nachdem, ob der Reflektor kleiner oder größer als das Referenzecho aus der Konfiguration ist. Im folgenden Beispiel betragen die Indikationen in der roten Blende D-Einstufungen von -1,22 und +5,44 und zeigen große und kleinen Reflektoren an.
 |  |