Introducción del método de focalización total en los ensayos no destructivos
El método de focalización total (TFM) ha generado mucho entusiasmo en el ámbito de los ensayos no destructivos. Sin embargo, todavía existen desafíos que tienen que ser resueltos con respecto al uso de este método; por ejemplo, qué modo de propagación (grupo de ondas) sería el apropiado para una inspección específica. Algunos de los primeros inspectores que adoptaron este método se dieron cuenta con rapidez que el uso de un modo incorrecto podía traducirse en la pérdida completa de un defecto en la pantalla, cuya repercusión era obviamente negativa.
Desafíos en la selección de la configuración adecuada bajo el TFM
Al seleccionar un modo de propagación (grupo de ondas) para una inspección específica, el inspector necesita conocer los tipos de defectos que pueden formarse en la pieza que será inspeccionada. El tipo de defecto facilitará un poco de información con respecto a la orientación del reflector, lo cual es sumamente importante para los ensayos por ultrasonido. Los principios básicos son los mismos en el caso del ultrasonido convencional (UT), del ultrasonido multielemento (Phased Array) y del método de focalización total (TFM). A su vez, la probabilidad de detección (POD) es mayor cuando el ángulo de incidencia del haz acústico transmitido es igual al ángulo de reflexión en el reflector del objetivo. Los parámetros de la sonda también son otro aspecto a considerar. Puede que la energía no sea capaz de alcanzar el defecto específico con la amplitud apreciable debido a la sonda que está siendo usada. Aunque la zona de focalización con el TFM define un área particular, es posible que la física no permita que dicha sonda específica genere tal focalización de influencia en la pieza. Existen muchos factores que deben tenerse en cuenta. Por ende ¿cómo se puede simplificar la inspección y estar seguros de que sea la adecuada?
Diferentes modos | 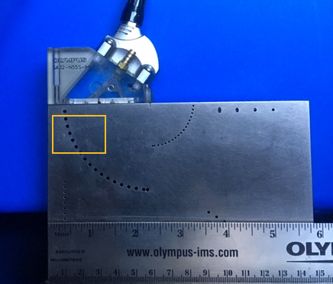 | Ubicación idéntica de sonda |
 TT |  TTT |  LLL |
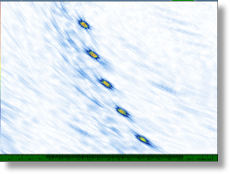
Figura 1: Uso de diferentes modos para tratar de representar una serie de taladros laterales (SDH). En este caso, la muestra es muy gruesa y los modos autotándem (TTT y LLL) no se adaptan lo suficiente.
Solución gracias a la herramienta de modelado: Mapa de influencia acústica (AIM)
El detector de defectos por ultrasonido multielemento OmniScan® X3 integra la función del plan de escaneo. Y, esta última proporciona el mapa de influencia acústica (AIM) como herramienta de modelado que ha sido específicamente desarrollada para las inspecciones con el método de focalización total (TFM). La herramienta AIM permite a los usuarios seleccionar el modo de propagación (o grupo de ondas) correcto para su inspección.

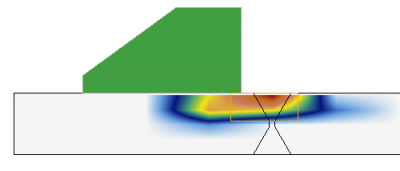
Figura 2: Plan de escaneo del OmniScan X3 en el modo TFM que muestra el mapa de influencia acústica (AIM) generado por la sonda, suela (zapata) y estándar de referencia de la Figura 1. Prevé la cobertura y proporciona el índice de sensibilidad (41.42) para los grupos de onda TT. La representación TFM resultante también es mostrada en la Figura 1 (izquierda). El cuadrado de contorno anaranjado delgado en el mapa térmico representa el área TFM (región de interés que es delimitada por el usuario).
 | 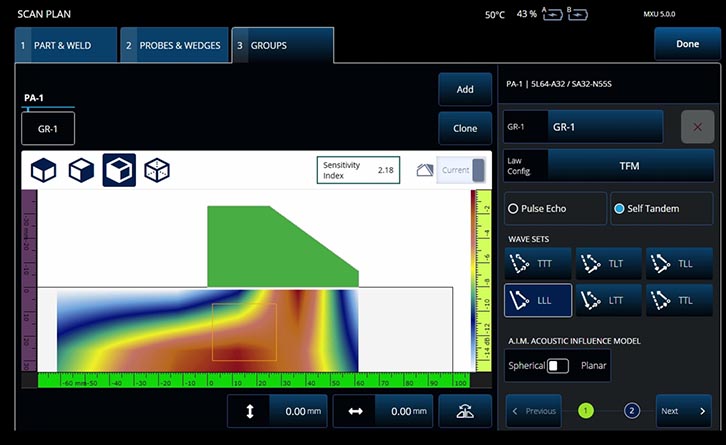 |
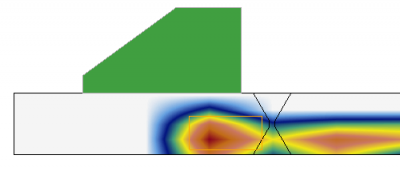
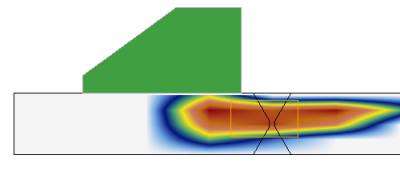
Figura 3: Los modelos del AIM prevén la cobertura y sensibilidad para los grupos de ondas TTT y LLL en el modo autotándem, junto con las lecturas respectivas del índice de sensibilidad (SI): 13,89 para el grupo de ondas TTT y 2,18 para el grupo de ondas LLL. Esto corresponde a las representaciones TFM que se muestran en la Figura 1 (centro y derecha) para el grupo de ondas TTT y el LLL.
La herramienta de modelado AIM trata múltiples parámetros, entre los cuales destacan los de la sonda, suela, velocidad, espesor, geometría de la muestra, técnica de inspección y los grupos de ondas; sin olvidar aquellos parámetros determinados por el usuario en el menú «Zona de influencia» que describen el tipo de defecto específico.
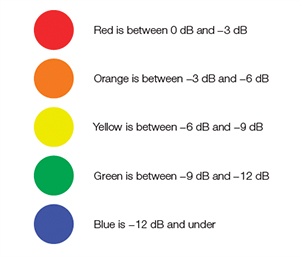
La orientación del defecto es el principal factor que definirá el nivel de detección provisto por un haz ultrasónico en él. La herramienta de modelado AIM demuestra de forma clara cuán buena es la cobertura de la señal en función de un ángulo en particular para un defecto específico. Uso de la herramienta de modelado AIM para determinar el mejor modo de propagaciónEl usuario configura el área de interés y, después, introduce la orientación prevista (en grados) del defecto o selecciona la opción «omnidireccional» para todos aquellos defectos que son por lo general más pequeños que la longitud de onda de la inspección, como la porosidad u otros tipos de defectos volumétricos pequeños. Una paleta cromática permite identificar claramente el rendimiento de la sensibilidad para cada pieza en la zona de influencia. Cada color cubre un rango de tres decibeles, que indica la respuesta del ultrasonido en función de la amplitud máxima:
|
Figura 4: Tres capturas del plan de escaneo de un grupo de ondas que muestran cambios en la herramienta de modelado AIM conforme se ajusta la orientación del defecto en −5, −15 y −25 grados. |
Relevancia del índice de sensibilidad
Un punto importante es que el valor actual de cada color varía de un mapa a otro. Esto se debe a que el rango de decibelios de los colores en cada simulación AIM es medido hacia atrás a partir de la amplitud máxima prevista después de la normalización.
El valor del índice de sensibilidad (SI) es proporcionado para permitir la comparación de un AIM con otro. El índice de sensibilidad es un valor en unidades arbitrarias que representan la sensibilidad máxima estimada para un completo mapa, determinado a un grupo de ondas, antes de la normalización.
Tal como se ve en los mapas generados de la Figura 2 y la 3, los valores del índice de sensibilidad son los siguientes:
- 41,42 para el grupo de ondas TT
- 13,89 para el grupo de ondas TTT
- 2,18 para el grupo de ondas LLL
Al hacer solo referencia de los mapas térmicos de la Figura 2 y la 3, es posible ver que la cobertura prevista para el grupo de ondas TTT es insuficiente en la zona TFM (el cuadro anaranjado); sin embargo, el grupo de ondas LLL y el TT parecen ser buenas opciones de igual modo. En ambos mapas, las áreas rojas y anaranjadas proporcionan cobertura adecuada del área TFM.
Sin embargo, si se comparan las lecturas del índice de sensibilidad de los mapas TT y LLL (41,42 versus 2,18 respectivamente), es posible que el cálculo de la sensibilidad de dichas áreas rojas y anaranjadas sea 19 veces más potente en el mapa del grupo de ondas TT que en el de LLL.
Es decir que si la sensibilidad prevista es más alta, mejor será la relación esperada entre señal y ruido para dichas áreas en la inspección TFM.
Recapitulación de las ventajas de la herramienta de modelado AIM para el método de focalización total (TFM)
En el ejemplo presentado en este documento, después de comparar las simulaciones AIM para los tres grupos de ondas (TT, LLL y TTT), se puede prever que el grupo de ondas TT podría proporcionar una mejor cobertura en el área TFM con la más alta sensibilidad. Las representaciones TFM (en la Figura 1), que fueron adquiridas empleando los grupos de ondas correspondientes, muestran que la herramienta de modelado simuló correctamente sus capacidades de procesamiento de imágenes para detectar los defectos en el bloque de referencia. Esto demuestra que la herramienta de modelado de mapa de influencia acústica (AIM) permite eliminar algunas de las suposiciones del usuario al elegir el modo de propagación del TFM.
El método de focalización total ofrece oportunidades prometedoras para las aplicaciones de inspección industrial; no obstante, si no se cuenta con la herramienta de modelado apropiada, es difícil prever la verdadera cobertura acústica y el nivel de sensibilidad. El plan de escaneo del detector de defectos OmniScan X3 junto con su herramienta de modelado AIM permiten a los inspectores confirmar con seguridad qué modo TFM es el apropiado para una inspección específica.
Para obtener más información acerca de los beneficios del método de focalización total (TFM) en el marco de las inspecciones por ultrasonido multielemento (Phased Array), consulte nuestra nota de aplicación «Uso del método de focalización focal para mejorar la representación por ultrasonido multielemento (Phased Array)».