
El ultrasonido ha sido empleado en ensayos no destructivos (NDT) del ámbito industrial durante aproximadamente un siglo. Los primeros ensayos ultrasónicos (UT) implicaban sondas monoelemento: una tecnología relativamente simple que todavía se usa en la actualidad y es apta para muchas aplicaciones.
Pero, a medida que ha transcurrido el tiempo, también lo ha hecho la tecnología. Al mejorar el rendimiento y eficiencia de las inspecciones, fueron naciendo nuevos avances gracias a las sondas multielemento, los componentes electrónicos y los softwares más potentes. Esto derivó en el ensayo por ultrasonido multielemento (Phased Array, PAUT), el cual es hoy una técnica ampliamente aceptada y aplicada, aunque requiere más capacitación que el ensayo por ultrasonido convencional para obtener resultados correctos.
El método de focalización total (TFM) es otro avance en términos de complejidad. Éste se beneficia de la tecnología proporcionada por la sonda multielemento, pero los datos necesarios para el TFM se adquieren mediante el método de captura de matriz completa (FMC). La captura de matriz completa (FMC) es una estrategia de emisión y recepción de haces más completa que conlleva a la recuperación de un volumen extraordinario de datos.
El procesamiento de imágenes por TFM empalmará con la adquisición de esta gran cantidad de datos por FMC; por ello, se ha ganado la reputación de ser una técnica más lenta y práctica sólo para una verificación secundaria más específica. Tras haber usado y experimentado esta técnica TFM por un tiempo, hay algunos pros y contras que deben recomendarse para eliminar algunos errores sobre este método END relativamente nuevo.
1. Evite asumir que un modo sirve para todo
Si prueba el TFM con una experiencia en ensayos PA, probablemente esté muy familiarizado con la técnica pulso-eco (pulse-echo, P/E). Las trayectorias del haz son bastante fáciles de comprender con la técnica pulso-eco. En una inspección de primer salto P/E, el haz acústico es emitido a partir de la sonda, viaja hasta el defecto, se refleja en el defecto y regresa a la sonda. En una inspección de segundo salto, habrá un rebote adicional en la pared de fondo.
Con el TFM, el concepto de las trayectorias del haz no es tan sencillo. Para producir una representación TFM, las trayectorias del haz son regeneradas sintéticamente por el instrumento de adquisición a partir de los datos FMC. Si se combinan diferentes tipos de ondas (longitudinales o transversales) y diferentes saltos en las trayectorias de las ondas, el instrumento proporcionará hasta 10 opciones en los modos TFM (también conocidos como grupos de ondas), por ejemplo, TTT, TLT o TTTT.
Para descifrar estos grupos de ondas TFM, tenga en cuenta que cada letra representa un tramo del viaje y el modo de propagación para tal tramo: T para transversal o L para longitudinal. Los grupos de ondas TFM pueden generar rebotes adicionales que no se acostumbra a ver con la técnica pulso-eco [pulse-echo] del ultrasonido multielemento (PA). En algunos instrumentos, como el detector de defectos OmniScan X3, se cuenta incluso con la opción para un grupo de ondas 5T (TT-TTT).
Teniendo todas estas opciones, ¿cómo se elige el grupo de ondas (o grupos de ondas) adecuados para una inspección? A continuación, se listan algunos factores importantes a considerar:
- Tipo de defecto
- Ubicación del defecto
- Curvatura o geometría de la pieza
Estas características, tanto del defecto de interés como de la parte inspeccionada, influyen en la capacidad de detección de cada grupo de ondas.
Para demostrar esto, a continuación se proporcionan ejemplos de diferentes representaciones TFM provenientes de una grieta de diámetro interno (D. I.) de una soldadura.
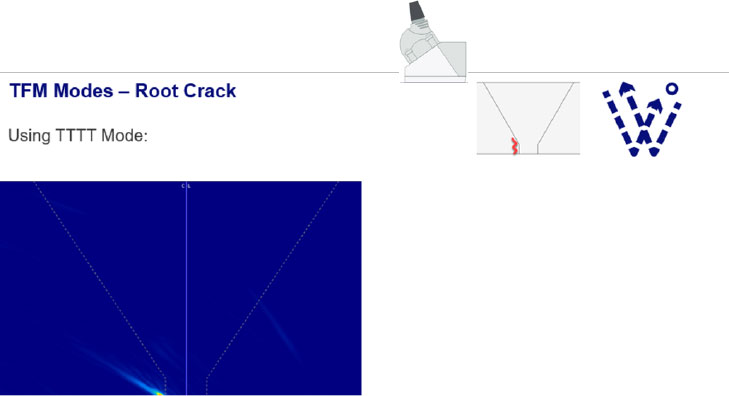
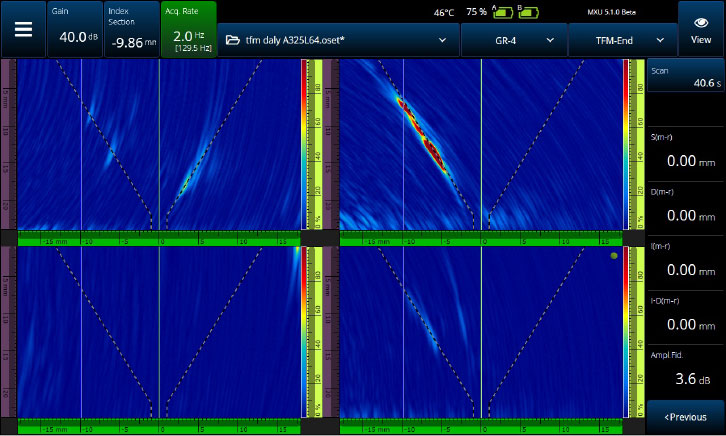
En el primer ejemplo se muestra la respuesta de la señal en la pantalla del OmniScan X3 al usar un grupo de ondas TTTT configurado en el modo pulso-eco (similar a una inspección de segundo salto por PAUT).
Si bien se detecta algo, la señal no es óptima y existe la posibilidad de que este defecto sea pasado por alto. Ahora, al cambiar al grupo de ondas TTT en el modo autotándem para esa misma grieta de D. I., de repente el defecto se muestra en la pantalla.

En este caso, la onda acústica que rebota de la pared de fondo antes de entrar en contacto con el reflector de grieta de D. I. tiene una perpendicularidad mucho mayor al defecto; por lo tanto, la imagen generada por el grupo de onda TTT es maravillosa. [Al igual que con el ensayo ultrasónico convencional, se desea un reflejo lo más cercano a 90° como sea posible.)
Para la grieta de D. I., estos dos modos diferentes TFM proporcionaron resultados de detección de forma radical. Lo mismo es cierto con diferentes reflectores a diferentes profundidades y en diferentes orientaciones. A menudo, un modo no es suficiente para cubrir todos los aspectos.
Consejo adicional: Asegúrese de que los valores de los parámetros de velocidad y espesor sean precisos.
En este caso nuevamente, si está familiarizado con el entorno PAUT, es posible que tenga el hábito de estimar la velocidad acústica del material. Puede que tienda a ingresar el estándar de 0,2320 pulg./µseg o 5890 m/seg para completar la configuración. Sin embargo, con el TFM, en especial cuando se usan modos autotándem que generan todos esos rebotes adicionales, no es posible dejar eso en una estimación grosso modo.
Para que lo vea con sus propios ojos, aquí hay una diferencia que hace una variación del 2,5 % cuando se intenta detectar una grieta de D. I. usando el grupo de ondas TTT.
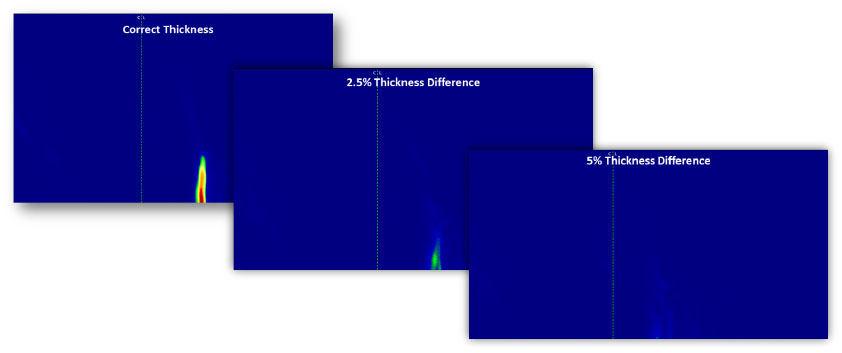
Una diferencia del 5 % en el valor de velocidad acústica para medio tramo/salto (TTT) resultó en una pérdida completa de la señal en la abertura vertical. Este rigor de precisión también se aplica al espesor y la geometría de la pieza. Si los valores de espesor y de geometría introducidos son inexactos, la señal ya no rebota donde se esperaba, lo que da como resultado imprecisiones en el cálculo.
2. Asegúrese de contar con la sonda adecuada para enfocar su zona TFM
El procesamiento de imágenes por el método de enfoque total (TFM) también tienen la reputación de proporcionar un enfoque uniforme en toda la zona TFM. Sin embargo, esto no siempre es del todo cierto. El TFM está sujeto a las mismas leyes físicas que el ultrasonido multielemento (Phased Array) y el ultrasonido convencional. Por ejemplo, el rendimiento de las representaciones TFM de su instrumento depende de las capacidades de la sonda de ultrasonido multielemento (PA).
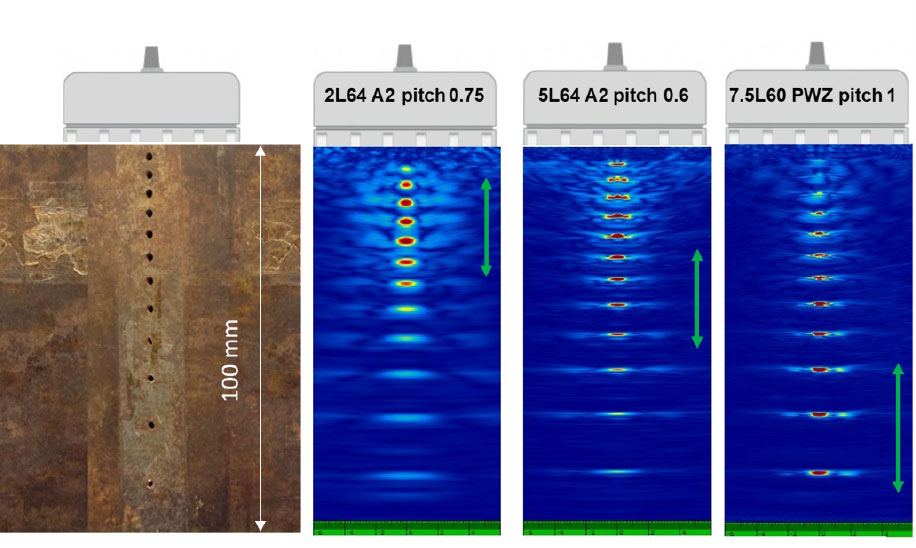
Tal como los ensayos por PA y UT, las características físicas de una sonda, como el tamaño y la frecuencia de los elementos, tienen un papel que desempeñar en las características de su haz (es decir, longitud de campo cercano, diámetro del haz, ángulo de dispersión del haz, etc.), el que al final tendrá efectos en el enfoque de la zona TFM. Visualice las imágenes TFM de los siguientes taladros laterales (SDH) apilados, cuya adquisición se ha efectuado a través de sondas diferentes:
A través de la siguiente publicación, obtenga más información sobre cómo la selección de su sonda podría afectar el método de focalización total (TFM): ¿Qué sonda Phased Array (PA) podría ser la adecuada para sus inspecciones usando el método de focalización total (TFM)?
3. No subestime la importancia de la fidelidad de amplitud
¿Qué es la fidelidad de amplitud y por qué este término es una palabra de moda en cuanto respecta al TFM?
La fidelidad de amplitud (AF) es la medida (dB) de la variación de amplitud máxima de una indicación causada por la resolución de la cuadrícula TFM. En términos sencillos, este valor determina qué tan gruesa podría llegar a ser la cuadrícula antes de que la calidad de la imagen esté demasiado pixelada para ver claramente los defectos. Al determinar la AF, es asegurarse de que el tamaño del píxel se adapte al tamaño de la longitud de onda. La relación del tamaño de un píxel en función de la longitud de onda del haz ultrasónico es importante. Al igual que se pierde el pico de la señal en los ensayos PA cuando la frecuencia de digitalización es demasiado baja, en TFM, un píxel demasiado grande podría significar que no verá la amplitud máxima de un defecto o indicación.
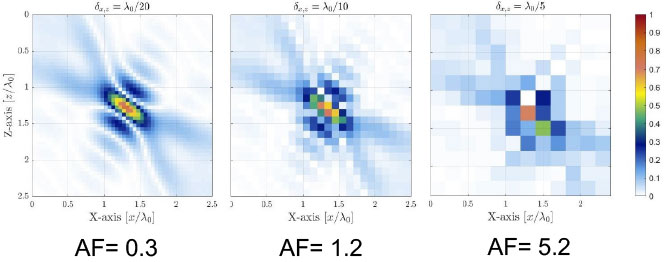
Hay varios factores que influyen en la fidelidad de amplitud: la frecuencia y el ancho de banda de la sonda, la velocidad del material, la resolución de la cuadrícula, la envolvente aplicada, etc. Los códigos de inspección que rigen el TFM (p. ej., ASME), por lo general recomiendan una fidelidad de amplitud que no exceda los 2 decibeles (dB).
¿Cómo saber si su AF ha superado el nivel óptimo? Fácil; sólo mire la lectura de la AF mientras los instrumentos, como el detector de defectos OmniScan X3, la calculan por usted. Además, la función de la envolvente TFM de la unidad OmniScan X3 permite una velocidad de adquisición más rápida que la representación TFM oscilante estándar, a la vez que mantiene una configuración de fidelidad de amplitud (AF) óptima; por lo tanto, asegúrese de probar la envolvente la próxima vez que esté tratando arduamente de obtener el valor correcto AF.
Conozca todo acerca de la innovadora envolvente TFM en este informe técnico: «Uso del método de focalización total (TFM) con su función de envolvente».
4. Aproveche al máximo el simulador de trayectoria de onda y las herramientas de modelado
Utilice todas las herramientas del software a su disposición para prever el resultado de su inspección TFM.
Antes de comenzar su inspección TFM, verifique la cobertura y la sensibilidad alcanzables en función de una determinada combinación de sonda, suela y grupo de ondas gracias a un simulador, como la herramienta de modelado AIM (Mapa de influencia acústica). La herramienta AIM también toma en cuenta el tipo de defecto de interés y la compensación del ángulo de la sonda. Úsela para verificar todos los grupos de ondas y pruebe cada uno en diferentes reflectores hasta hallar el mejor.

Los colores del mapa de amplitud AIM favorecen una indicación clara con respecto a la cobertura de los grupos de ondas TFM que será proporcionada en la región de interés (ROI).
Las áreas rojas representan que la respuesta ultrasónica es muy buena y varía entre 0 dB y –3 dB en relación con la amplitud máxima. Las áreas naranjas varían entre 3 dB y –6 dB a partir de la amplitud máxima. Las áreas amarillas varían entre −6 dB y −9 dB, y así sucesivamente.
Obtenga más información sobre el uso del mapa de influencia acústica (AIM) a través de este seminario web: Mapa de influencia acústica (AIM): la herramienta de modelado justa para su inspección TFM.
5. Utilice múltiples modos para optimizar su cobertura
Por último, pero no menos importante, algunos instrumentos permiten aplicar varios modos al mismo tiempo. Por ejemplo, es posible ejecutar y mostrar los resultados de hasta cuatro modos TFM simultáneamente en la pantalla del OmniScan X3. Utilice este parámetro a su favor para asegurarse de no perder ningún defecto inesperado.
Si desea adquirir más conocimiento sobre este tema, eche un vistazo a las Preguntas frecuentes sobre el método de focalización total (TFM).
Contenido relacionado
Informe técnico: Uso del método de focalización total (TFM) con su función de envolvente
Contáctenos
