Las placas de refrigeración líquida son intercambiadores de calor que disipan el calor a través del arrastre (o fricción) de fluidos que pasan a través de sus superficies internas. Por lo general, son usadas en componentes de potencia ultra elevada que generan un calor extremo y cuya reducción es insuficiente mediante la refrigeración por aire. Por ejemplo, en la industria de generación de energía, estas placas se usan en compensadores estáticos de VAR (SVG); en la industria automotriz, se usan en baterías de vehículos eléctricos, y en el sector de TI son colocadas en compartimentos que albergan grandes servidores.
La eficacia de una placa de refrigeración líquida depende del área de transferencia de calor del líquido y de la fuerza de arrastre (o fricción). A diferencia de la refrigeración por aire, la refrigeración líquida requiere un canal para que circule el fluido. Este canal de fluido debe estar completamente sellado para evitar fugas y posibles cortocircuitos en cualquier equipo eléctrico.
Soldadura por fusión frente a la de fricción y agitación con aleaciones ligeras
Las placas de refrigeración líquida se fabrican por lo general con aleaciones de aluminio. Debido a su escasa soldabilidad, el uso de una soldadura por fusión tradicional, destinada a sellar la placa de refrigeración líquida, puede generar defectos, como grietas térmicas, porosidad y escoria. Los soldadores deben poseer excelentes habilidades de soldadura por fusión y trabajo para producir una soldadura de alta calidad. Por otra parte, las altas temperaturas y los vapores tóxicos emitidos en la soldadura por fusión pueden ser perjudiciales para la salud del soldador. En cambio, la soldadura por fricción y agitación (FSW), que aplica el calor de fricción producido por una herramienta rotativa para soldar dos interfaces, ofrece una solución eficaz a estos problemas.
Frente a la soldadura por fusión, las principales ventajas de la soldadura por fricción y agitación (FSW) son:
- Distorsión mínima de la soldadura
- Mejores propiedades mecánicas del metal soldado
- No se requiere material de relleno
- Entorno de trabajo más limpio y seguro
- Mayor facilidad operativa
- Eliminación automática de cascarillas de óxido
- Mayor facilidad de integración de la herramienta en la soldadura automática y robótica
- Mayor eficiencia en aleaciones ligeras propensas al agrietamiento
Limitaciones de la soldadura por fricción y agitación, y solución Phased Array
A pesar de las muchas ventajas que ofrece la FSW, también presenta algunas limitaciones. Cuando se emplea la FSW en placas de refrigeración líquida, es posible que se produzcan defectos mecánicos entre la unión de la placa de revestimiento y la placa de base. Por lo general, se generan cerca del punto de fricción de la herramienta rotativa, presentándose como vacíos minúsculos, conocidos como porosidad. Suelen formar una serie casi continua pero no son fácilmente detectables.
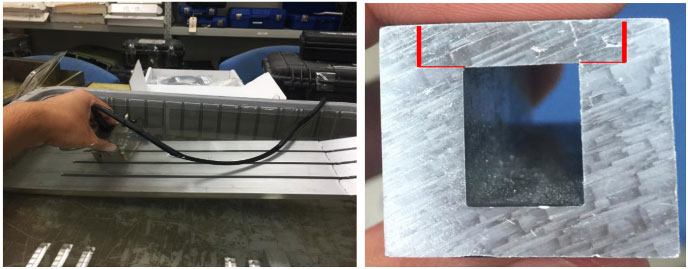
Sonda PA 10L64-FSW y suela (zapata) con cámara de agua SFSW-N45S-WHC de Olympus escaneando soldaduras por fricción y agitación en un bloque de calibración de una placa de refrigeración líquida (izquierda) y la región de interés indicada con líneas rojas (derecha).
La tecnología de ultrasonido multielemento (Phased Array) puede detectar pequeños defectos en la FSW. La solución que se presenta en esta publicación comprende el detector OmniScan™ MX2 más una sonda y una suela (zapata) Olympus, todos están optimizados para la inspección de soldaduras por fricción y agitación. El detector de defectos por ultrasonido multielemento (Phased Array) OmniScan SX también puede usarse con la misma sonda y suela (zapata) para lograr estos resultados.
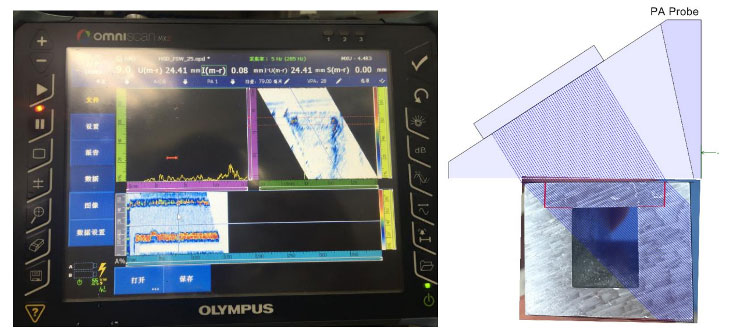
Detector de defectos por ultrasonido multielemento (Phased Array) OmniScan MX2 y sonda PA configurados para un escaneo lineal y proporcionando una emisión simultánea de ocho elementos con un paso de un elemento, bajo un total de 64 elementos a fin de generar una onda de corte de 45°.
Resultados reveladores: Análisis de los datos provenientes de las representaciones Phased Array
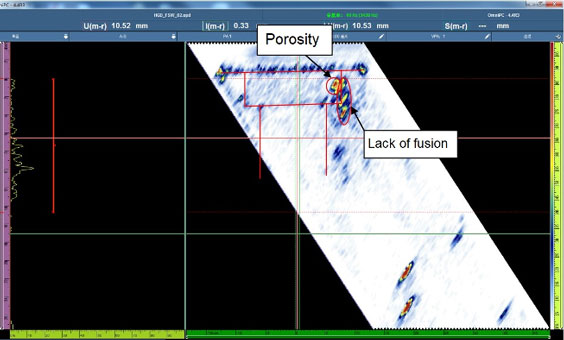
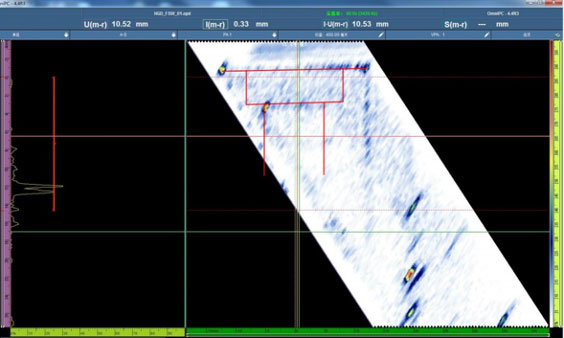
La captura de pantalla a continuación, resultante del análisis de inspección en el software OmniPC™, muestra los resultados del escaneo del bloque de calibración. Ésta revela no sólo la porosidad cerca de la superficie, sino también la falta de fusión en la junta vertical, lo que demuestra una soldadura incorrecta.
La inspección a partir del lado opuesto del bloque de calibración muestra nítidamente la superficie soldada por fusión, sin defectos visibles, y el reflejo geométrico de la esquina afilada.
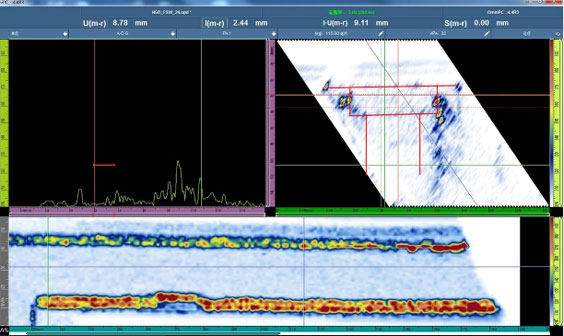
Los resultados de la inspección, relativos al ensayo cubierto de la placa de refrigeración, se muestran a continuación. Es posible ver los defectos en ambos lados de la soldadura por fricción y agitación, ocupando toda la longitud de la pieza.
Representaciones que permiten interpretar con facilidad la falta de fusión y porosidad en la FSW
Usar la tecnología de ultrasonido multielemento (Phased Array), junto con sondas y suelas (zapatas) especializadas para soldaduras por fricción y agitación, ha permitido que se detecte claramente la porosidad visible y la invisible falta de fusión en las superficies de juntas de las placas de refrigeración líquida. Las representaciones de escaneo obtenidas con el detector de defectos OmniScan MX2 (u OmniScan SX) y proyectadas en sus diversas pantallas de datos son fáciles de interpretar y reflejan el estado real de la pieza inspeccionada.
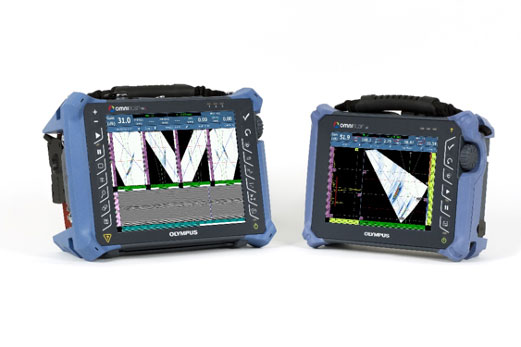
Detectores de defectos por ultrasonido multielemento (Phased Array) OmniScan MX2 (izquierda) y OmniScan SX (derecha)
Contenido relacionado
Inspección de soldaduras por fricción y agitación
Note: Control por ultrasonido multielemento (Phased Array) de soldaduras por fricción y agitación
Tecnología de ultrasonido multielemento (Phased Array) en lugar de la radiografía