直线埋弧焊管材检测系统

概述
Los tubos soldados longitudinalmente por arco sumergido (LSAW) están fabricados con placas de acero dobladas y moldeadas que después son unidas por sus flancos usando una soldadura por arco sumergido a dos laterales. Estos son usados frecuentemente en el sector industrial del gas y el petróleo para formar tuberías que transportarán hidrocarburos a través de largas distancias.
Sistema de inspección de soldaduras longitudinales por arco sumergido (LSAW)La solución de inspección de alta capacidad para tubos y soldaduras LSAW de Olympus emplea sondas de ultrasonido multielemento (Phased Array) integradas en sistemas de ensayo completamente automáticos para cumplir con los rigurosos requisitos en la inspección volumétrica de soldaduras. El sistema LSAW ayuda a los fabricantes a garantizar la calidad de los tubos soldados longitudinalmente por arco sumergido, y puede ser adaptado para satisfacer las diversas necesidades de los fabricantes en el ámbito de productos tubulares para campos petrolíferos (OCTG). | 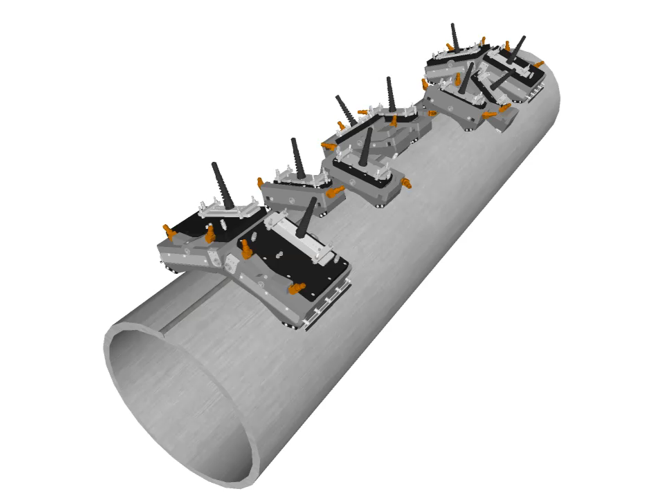 |
Requisitos para la inspección de tuberías LSAW
El sistema LSAW ha sido desarrollado para satisfacer las normativas internacionales que determinan los requisitos de inspección en la fabricación de tuberías. Este inspecciona el volumen de las soldaduras al 100 % en tuberías lineales que van desde los 304,8 mm a los 2032 mm (de 12 pulg. a 80 pulg.) de diámetro externo hasta, además de la zona afectada por el calor (HAZ).
Defectos detectados:
- Grieta longitudinal y transversal (hasta de 3 mm [0,12 pulg.] de diámetro interno y externo por cada lado).
- Falta de fusión, falta de penetración y penetradores en función del espesor de la pared (DEP estándar*)
- Defectos de laminación en la zona afectada por calor (hasta 75 mm [3 pulg.] por cada lado de la soldadura)

Funciones de la solución automática llave en mano para LSAW
La integración del sistema de inspección para LSAW, en un proceso de control de calidad, permite al fabricante:
- Minimizar su dependencia a la habilidad del operador; ya que, el sistema ejecuta las calibraciones automáticamente.
- Detectar defectos a una velocidad normal de producción mediante verificaciones regulares de calibración.
- Limitar las dimensiones generales del cabezal de inspección.
- Optimizar la detección con una visualización 2D.
- Reducir el tiempo de reemplazo y preparación de la sonda gracias al posicionamiento automático de la sonda y la orientación del haz de matriz múltiple.
技术规格
| Medida estándar del producto > Diámetro | De 304,8 mm a 2032 mm de diámetro externo (de 12 pulg. a 80 pulg. de diámetro externo) |
|---|---|
| Medida estándar del producto > Espesor | De 10 mm a 50,8 mm (de 0,394 pulg. a 2 pulg.) |
| Medida estándar del producto > Velocidad | De 200 mm/s a 800 mm/s |
| Medida estándar del producto > Cobertura | 100 % del volumen de la soldadura y 75 mm (3 pulg.) por cada lado de la soldadura |
| Representación de datos > Resultados de inspección en tiempo real | C-scan, A-scan, B-scan, gráfico continuo, y alarmas |
| Representación de datos > Configuración de parámetros | A-scan y B-scan |
| Representación de datos > Diseño de pantalla para la inspección | 20 diseños de pantalla configurables por el usuario |
| Modos de inspección > Modos de inspección típicos | Longitudinal, defecto de pared intermedia, transversal y laminación |
| Modos de inspección > Modos de accionamiento | Pulso-eco [pulse-echo], emisión-recepción [pitch-catch] |
| Modos de inspección > Configuración de modos de inspección | Varios modos de inspección pueden ser efectuados simultáneamente usando la misma sonda PA |
| Funciones de detección para defectos de referencia típicos > Repetibilidad/Reproducibilidad | L, entalladuras en T y taladros de fondo plano laterales de 3,2 mm: 2,5 dB, taladro lateral de 3,2 mm y taladro lateral de 1,6 mm: 3 dB, taladro de fondo plano de 6,90 mm: 4 dB |
| Funciones de detección para defectos típicos de referencia > Relación de señal y ruido (SNR) | > 12 dB |
| Funciones de detección para defectos de referencia típicos > Estándares/normativas | ISO, API, DNV, DEP, Shell |
| Informes y almacenamiento de datos > Tipos de informes | Informes configurables del usuario relativos a la inspección, calibración y configuración de la calibración. |
| Informes y almacenamiento de datos > Almacenamiento | Base de datos usada para el almacenamiento de datos de inspección en tiempo real. |


