概述
Amplia gama de instrumentos para medir la rugosidad superficial
Los instrumentos, destinados a la medición de la rugosidad superficial, pueden ser clasificados en instrumentos de contacto y sin contacto.
|
| Método | Instrumento de medición | Ventajas | Limitaciones |
| Medición por contacto | Lapicero óptico para rugosidad |
|
|
| Medición sin contacto | Interferómetros de escaneo por coherencia |
|
|
| Microscopio láser |
|
| |
| Microscopio digital |
|
| |
| Microscopio con sonda de escaneo (SPM) |
|
|
Soluciones del microscopio OLS5000 para la rugosidad superficial |
Ventajas frente a un lapicero óptico
Ventajas frente a los
interferómetros de escaneo por coherenciaVentajas frente a los
microscopios con sonda de escaneo (SPM)
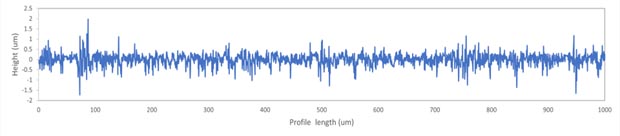
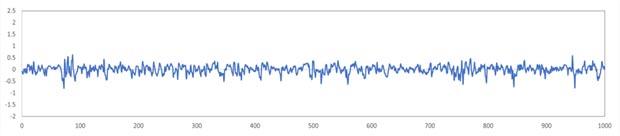
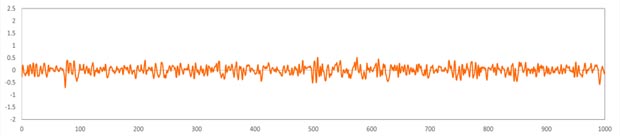
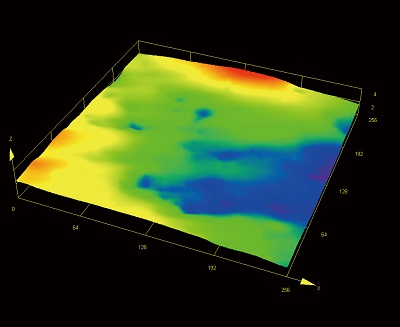
¿Es posible correlacionar los datos provenientes de una máquina de estilo lapicero óptico —dedicada a la medición de la rugosidad superficial— y de un microscopio láser? Si bien los microscopios láser son apreciados por su capacidad en cuanto a la rápida adquisición de datos en modo sin contacto, persiste la inquietud de que los resultados no se correlacionan con los datos adquiridos por una herramienta tradicional de tipo lapicero óptico. A pesar de que existen diferencias inevitables al usar principios de medición distintos, es posible alcanzar un alto grado de correlación al homogenizar las condiciones de medición y de análisis tanto como sea posible. A continuación, se proporciona una comparación de los datos provenientes de un microscopio láser y de una máquina de estilo lapicero óptico dedicada a la medición de la rugosidad superficial. La Figura 1 muestra los datos sin tratar que fueron adquiridos con el microscopio láser antes de aplicar el filtro, y la Figura 3 son los datos provenientes de la máquina de estilo lapicero óptico dedicada a la medición. En el caso de la herramienta de tipo lapicero óptico, normalmente se aplica anticipadamente un filtro λs (en este caso: λs=2,5 µm) a los datos adquiridos; por tanto, para la comparación, se aplica el mismo filtro λs a los datos sin tratar del microscopio láser (Figura 1) . El filtro λs = 2,5 µm aplicado a la Figura 1 proporciona los datos de la Figura 2. Al comparar la Figura 2 y la Figura 3, es posible ver que los datos coinciden. Por tanto, se deduce que al hacer corresponder las condiciones de medición y aplicar las mismas condiciones de filtro, los datos provenientes del microscopio láser con aquellos provenientes del lapicero óptico pueden ser correlacionados. Muestra: Estándar de rugosidad n.º 504 de Rubert Figura 1. Láser (datos sin tratar): Objetivo 20× (A. N. de 0.6)
Figura 2. Láser (con filtro): Objetivo 20× (A. N. de 0.6)
Figura 3. Lapicero óptico
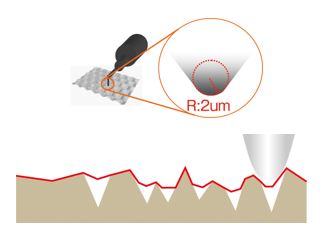
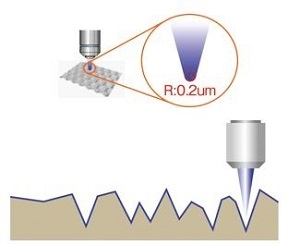
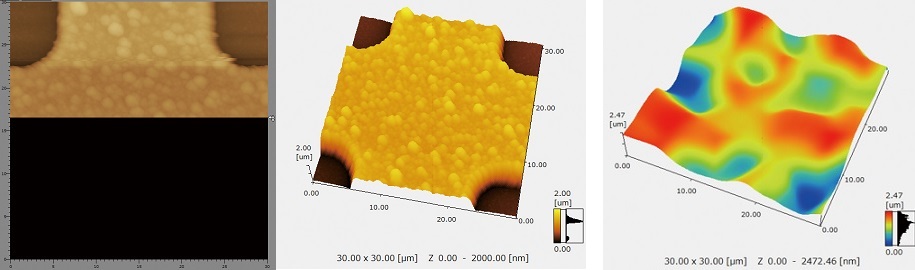
El radio de la punta de un lapicero óptico es de 2 a 10 µm, lo que dificulta la captura de diminutas alteraciones en la rugosidad. Además, debido a su tamaño, puede ser difícil adquirir medidas con un lapicero óptico sobre áreas pequeñas, como los cables.
Sin embargo, el láser utilizado por el microscopio OLS5000 presenta un diámetro de 0,2 µm, lo que permite medir pequeñas irregularidades y adquirir datos de áreas pequeñas y específicas.
|
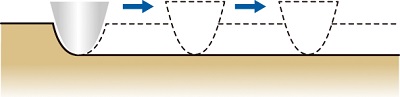
La otra desventaja del lapicero óptico es que requiere un contacto directo entre la sonda y la superficie de la muestra. En el caso de muestras suaves o delicadas, el lapicero óptico puede causar daños.
Sonda del lapicero óptico que puede dañar la superficie de la muestra El microscopio OLS5000 adquiere información sin tocar la muestra, gracias a ello puede adquirir mediciones precisas de rugosidad sin causar daños.
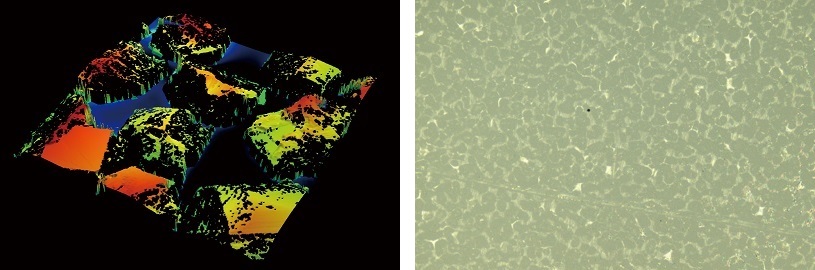
Cinta adhesiva 256 × 256 μm |
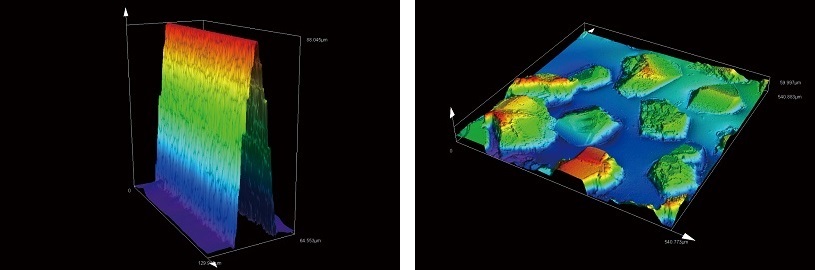
Si bien los interferómetros de luz blanca ofrecen una sensibilidad de detección a nivel subnanométrico para superficies lisas, estos presentan varias desventajas. Primero, crean dificultades durante las mediciones de superficies muy inclinadas (rugosas), lo que los hace inadecuados para muchas aplicaciones. Sus sensores también tienden a pasar señales débiles, lo que complica aún más la capacidad de los interferómetros en la adquisición de medidas precisas. Y, aunque presentan una lente de objetivo, la apertura numérica es más pequeña que la usada en los microscopios ópticos y ofrece una resolución horizontal más baja, lo que dificulta la obtención de imágenes claras y en vivo de una muestra.
|
Por el contrario, el microscopio OLS5000 usa un láser para las mediciones y tiene objetivos específicos con una alta apertura numérica. Estas características permiten obtener medidas precisas sin importar el tipo de superficie de la muestra, incluso si es muy inclinada. Los objetivos de alta calidad también permiten ver la muestra mientras se adquieren las medidas y obtener datos de imagen durante las mediciones.
|
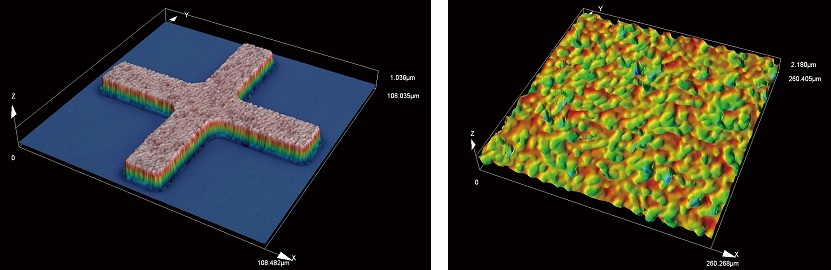
Los microscopios con sonda de escaneo son capaces de ejecutar mediciones a nivel subnanométrico; sin embargo, su sistema de escaneo en voladizo hace que la adquisición de datos sea un proceso que lleva mucho tiempo. El área de escaneo también se ve limitada a aproximadamente 100 µm, lo que los hace inadecuados para medir características grandes y ejecutar observaciones de baja magnificación.
|
Los microscopios láser OLS5000 permiten desarrollar mediciones a nivel subnanométrico de forma mucho más rápida. También, facilitan las observaciones de irregularidades submicrónicas gracias a un amplio campo de visión. La función mosaico puede usarse para ampliar aún más el área analítica.
|
Normalización internacionalLa Organización Internacional de Normalización (ISO) promueve la designación de normas para la medición de áreas; al día de hoy, varias normas básicas ya han sido adoptadas. La tabla a continuación enumera las normas principales que se aplican a los métodos de perfil y de superficie (área). Las normas del método de perfil fueron creadas en función del uso exclusivo de instrumentos de medición con sondas de contacto. Las normas han establecido requisitos de condiciones relativas a la medición unificada, como la longitud de evaluación, el corte, el radio de la punta de la sonda, etc. En el caso del método de superficie (área), varios instrumentos de medición basados en diferentes principios operativos han sido utilizados, lo que imposibilita la introducción de requisitos de condiciones relativas a la medición unificada. Por consiguiente, los usuarios deben determinar las condiciones de medición apropiadas que se adapten al propósito de la evaluación. Para determinar las condiciones de medición, la publicación «Conceptos básicos sobre la evaluación de la rugosidad superficial por microscopía láser» describe algunas sugerencias. Normas principales para los métodos de perfil y de superficie (área) |
| Tipo de método de perfil | Tipo de método de superficie (área) | |
| Parámetros de textura de superficie | ISO 4287:1997 | ISO 25178:2 |
| ISO 13565:1996 | ||
| ISO 12085:1996 | ||
| Condiciones de medida | ISO 4288:1996 | ISO 25178:3 |
| ISO 3274:1996 | ||
| Filtro | ISO 11562:1996 | Serie ISO 16610 |
| Categorización de instrumentos de medición | - | ISO25178-6: 2010 |
| Calibración de instrumentos de medición | ISO 12179:2000 | Bajo preparación |
| Pieza de ensayo estándar para calibración | ISO 5436:1 | ISO25178-70: 2013 |
| Método gráfico | ISO 1302:2002 | ISO25178-1: 2016 |
Terminología técnica y descripciones |
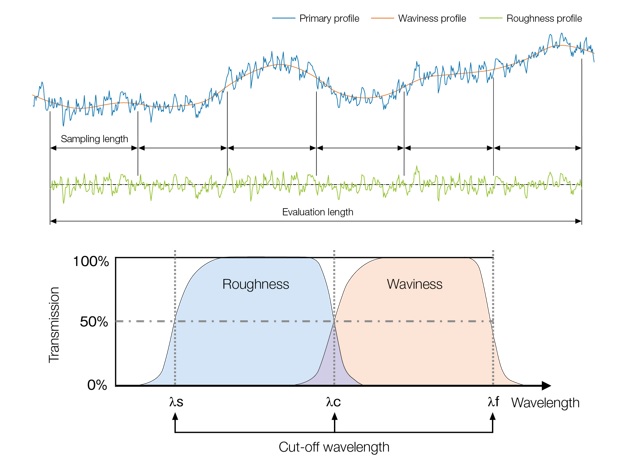
Curva de perfil primarioEs la curva que se obtiene al aplicar un filtro de paso bajo con un valor de límite λs en el perfil primario medido. Al parámetro de textura de la superficie, calculado a partir del perfil primario, se le denomina parámetro de perfil primario (parámetro P). Perfil de rugosidadEs el perfil que deriva del primario al suprimir el componente de onda larga que utiliza el filtro de paso alto con un valor de límite λc. Al parámetro de textura de la superficie, calculado a partir del perfil de rugosidad, se le denomina parámetro de perfil de rugosidad (parámetro R). Perfil de ondulaciónEs el perfil obtenido mediante la aplicación secuencial de los filtros de perfil con valores de corte λf y λc en el perfil primario. λf corta el componente de onda larga mientras que el componente de onda corta es cortado por el filtro λc. Al parámetro de textura de la superficie, calculado a partir del perfil de ondulación, se le denomina parámetro de perfil de ondulación (parámetro W). Filtro de perfilEs el filtro requerido para el aislamiento de los componentes de onda corta y larga contenidos en el perfil. A continuación, se proporciona la definición de los tres tipos de filtros:
| Longitud de onda límiteEs la longitud de onda del umbral en el caso de los filtros de perfil. La longitud de onda indica un factor de transmisión del 50 % para una amplitud determinada. Longitud de muestreoEs la longitud en la dirección del eje X que se usa para determinar las características del perfil. Longitud de evaluaciónEs la longitud en la dirección del eje X usada para evaluar el perfil bajo evaluación.
Dibujo conceptual del método de perfil |
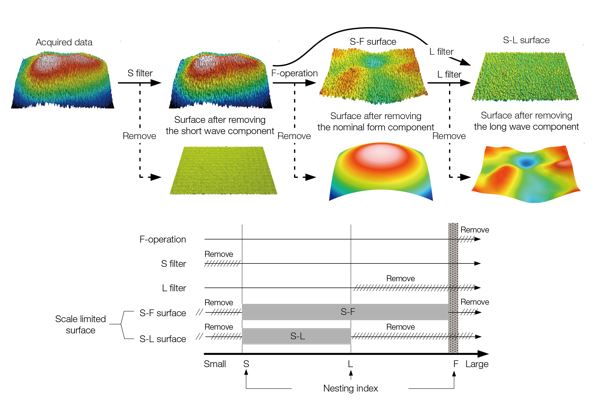
Superficie a escala limitadaLos datos de la superficie sirven como base para calcular los parámetros de textura de la superficie [área], ya sea la superficie S-F o superficie S-L. A este parámetro a veces se le denomina «superficie». Filtro de áreaEs el filtro requerido para la separación de los componentes de onda corta y larga contenidos en las superficies a escala limitada. A continuación, se definen tres tipos de filtros según su función:
Nota: Los filtros gaussianos se establecen por lo general como S y L, y la asociación de mínimos cuadrados totales se establece en la operación F. Filtro gaussianoTipo de filtro de área usado por lo general en la medición de superficies (áreas). El filtro se aplica por convolución partiendo de funciones de ponderación que derivan de una función gaussiana. El valor del índice de anidamiento es la longitud de onda de un perfil sinusoidal en el que se transmite el 50 % de la amplitud. Filtro de canal (spline)Es un tipo de filtro de área con menor distorsión en el borde periférico a diferencia del filtro gaussiano. Índice de anidaciónRepresenta la longitud de onda del umbral para filtros de área. El índice de anidamiento para la aplicación de filtros gaussianos de área se establece en términos de unidades de longitud y es equivalente al valor de límite (corte) en el método de perfil. | Superficie S-FEs la superficie obtenida al eliminar componentes de longitud de onda pequeña con el filtro S, y procesada a continuación mediante la operación F para eliminar ciertos componentes de geometría (forma). Superficie S-LEs la superficie obtenida al eliminar los componentes de longitud de onda pequeña con el filtro S, seguida de la eliminación de componentes de longitud de onda prolongada con el filtro L. Área de evaluaciónEs la porción rectangular de la superficie designada para evaluación característica. El área de evaluación se determina como un cuadrado (a menos de especificación contraria).
Dibujo conceptual del método de superficie (área) |
Conceptos básicos sobre la evaluación de la rugosidad superficial por microscopía láser |
1. A partir de los elementos enumerados a continuación, seleccione las lentes de objetivo apropiadas en función de la característica que desea medir (aspereza, ondulación o irregularidad). Asegúrese de que el valor de la distancia de trabajo (D. T.) no exceda el espacio requerido entre la muestra y la lente.
2. Si se ve en una conjetura frente a una variedad de opciones de lentes de objetivo, haga una selección final. Recuerde que el tamaño del campo de medición debe ser cinco veces la escala de la estructura de interés más gruesa (alta).
- Si tiene varios candidatos, seleccione la lente de objetivo con la mayor apertura numérica [A. N.] en lo posible.
- Si no hay una lente adecuada según su interés, haga una nueva selección en función de los objetivos etiquetados como «aceptables según el uso», o considere expandir el área de medición mediante la aplicación mosaico.
| Objetivos | Especificación | Característica para medición | |||||
| Apertura numérica (A. N.) | Distancia de trabajo (D. T.) (unidad: mm) | Diámetro del punto de enfoque * [unidad: μm) | Campo de medida ** [unidad: μm) | Rugosidad | Ondulación | Desnivel/irregularidad (Z) | |
| MPLFLN2.5X | 0.08 | 10,7 | 6,2 | 5120 × 5120 | X | X | X |
| MPLFLN5X | 0.15 | 20 | 3,3 | 2560 × 2560 | X | X | X |
| MPLFLN10XLEXT | 0,3 | 10,4 | 1,6 | 1280 × 1280 | X | ○ | △ |
| MPLAPON20XLEXT | 0.6 | 1 | 0,82 | 640 × 640 | △ | ○ | ○ |
| MPLAPON50XLEXT | 0.95 | 0,35 | 0,52 | 256 × 256 | ◎ | ○ | ◎ |
| MPLAPON100XLEXT | 0.95 | 0,35 | 0,52 | 128 × 128 | ◎ | ○ | ◎ |
| LMPLFLN20XLEXT | 0.45 | 6,5 | 1,1 | 640 × 640 | △ | ○ | ○ |
| LMPLFLN50XLEXT | 0.6 | 5 | 0,82 | 256 × 256 | △ | ○ | ○ |
| LMPLFLN100XLEXT | 0.8 | 3,4 | 0,62 | 128 × 128 | ○ | ○ | ◎ |
| SLMPLN20X | 0,25 | 25 | 2 | 640 × 640 | X | ○ | △ |
| SLMPLN50X | 0,35 | 18 | 1,4 | 256 × 256 | X | ○ | △ |
| SLMPLN100X | 0.6 | 7,6 | 0,82 | 128 × 128 | △ | ○ | ○ |
| LCPLFLN20XLCD | 0.45 | De 7,4 a 8,3 | 1,1 | 640 × 640 | △ | ○ | ○ |
| LCPLFLN50XLCD | 0.7 | De 3,0 a 2,2 | 0,71 | 256 × 256 | ○ | ○ | ○ |
| LCPLFLN100XLCD | 0.85 | De 1,0 a 0,9 | 0,58 | 128 × 128 | ○ | ○ | ◎ |
* Valor teórico.
|
◎ : Más adecuado
|
La funcionalidad, combinación y el tamaño de cada filtro usado en el análisis de las características superficiales se describen a continuación: Las condiciones de filtro se establecen conforme a los objetivos analíticos. Funcionalidad de filtroAl realizar un análisis paramétrico de características de la superficie, se debe considerar la aplicación de tres tipos de filtros (operación F, filtro S y filtro L) para los datos de textura superficial adquiridos de acuerdo con los objetivos de la medición. |
|
Combinaciones de filtros
Hay ocho combinaciones disponibles para los tres filtros (operación F, filtro S y filtro L). Seleccione la combinación de filtros a aplicar haciendo referencia a la lista de objetivos de medición indicados en la siguiente tabla.
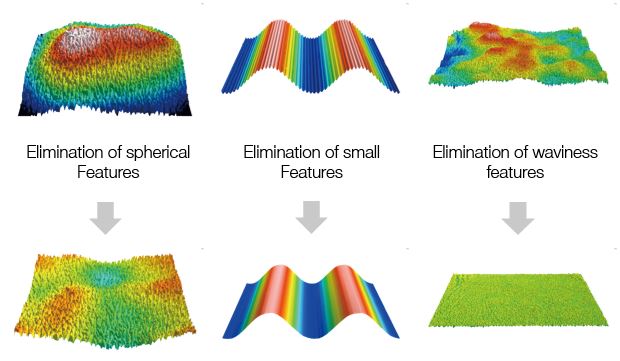
| Finalidad prevista | Al analizar datos adquiridos sin procesar | Al eliminar el componente de ondulación | Al eliminar esferas, curvas y otros componentes de forma | Al eliminar esferas, curvas y otros componentes de forma además del componente de ondulación | Al eliminar pequeños componentes de rugosidad y ruidos | Al eliminar pequeños componentes de rugosidad, ruido y ondulaciones | Al eliminar esferas, curvas y otros componentes de forma junto con pequeños componentes de rugosidad y ruido | Al eliminar pequeños componentes de rugosidad y ruido, esferas, curvas y otros componentes de características además del componente de ondulación |
| Operación F | - | - | 〇 | 〇 | - | - | 〇 | 〇 |
| Filtro S | - | - | - | - | 〇 | 〇 | 〇 | 〇 |
| Filtro L | - | 〇 | - | 〇 | - | 〇 | - | 〇 |
- : No disponible
○ : Aplicable
Tamaño de filtro (índices de anidamiento)
La fuerza de filtrado (capacidades de separación) se conoce como índices de anidamiento (los filtros L se denominan alternativamente cortes).
- El filtro S elimina componentes de características cada vez más detallados cuanto mayor es el valor del índice de anidamiento.
- El filtro L elimina cada vez más componentes de características de ondulación cuanto menor es el valor del índice de anidamiento.
Aunque se recomienda el uso de valores numéricos (0.5, 0.8, 1, 2, 2.5, 5, 8, 10, 20) al definir valores de índice de anidamiento, se aplican las siguientes restricciones:
- El valor del índice de anidamiento para los filtros S debe especificarse para exceder la resolución óptica (≒ diámetro del punto de enfoque) y al menos tres veces el valor del intervalo de muestreo de datos.
- El índice de anidamiento del filtro L debe establecerse en un valor más pequeño que el área de medición (longitud del lado estrecho del área rectangular).