使用AxSEAM扫查器进行纵向焊缝检测

Figura 1: Escáner AxSEAM™ en una configuración de escaneo axial sobre una sección de tubería de 8 pulg. de diámetro externo (D. E.)
Desafíos comunes en la inspección de cordones de soldaduras longitudinales
Inspeccionar un cordón de soldadura longitudinal o axial es complejo tanto en el plan acústico como en el mecánico. Desde un punto de vista acústico, la geometría de la tubería tiende a desfocalizar el haz ultrasónico (o de ultrasonido), lo que reduce el potencial de resolución de la imagen. Los cordones de soldaduras longitudinales, que han sido forjados usando el método por resistencia eléctrica (ERW), pueden presentar defectos difíciles de detectar, como grietas verticales o de gancho (imperfecciones de fibra invertida). Por lo tanto, un equipo de adquisición, como el detector de defectos OmniScan ™ X3 que otorga las capacidades del método de focalización total (TFM) y ofrece representaciones volumétricas, es una herramienta ideal para mejorar la detección y la caracterización de dichos defectos. En lo que respecta a los aspectos mecánicos, como el instrumento (o equipo) utilizado, el escáner para cordones de soldaduras longitudinales debe ubicarse correctamente en el diámetro externo curvado de la tubería mientras da vueltas a lo largo de esta última en dirección axial. Asimismo, la facilidad con la que las sondas pueden ser reubicadas es una ventaja, ya que estas pueden mantener la distancia deseada a partir de la línea central de la soldadura. También, el escáner debe estar equipado con un mecanismo para aplicar una presión constante en la sonda a fin de asegurar el acoplamiento acústico. El diseño del escáner AxSEAM ™ (Figura 1) integra todos estos requisitos mecánicos, lo que conlleva a configurar fácilmente los escaneos por ultrasonido multielemento (Phased Array), método de focalización total (TFM) o difracción de tiempo de vuelo (TOFD) bajo una inspección multitecnológica dedicada a los cordones de soldaduras longitudinales.
Descripción y características del escáner AxSEAM™
El escáner AxSEAM ha sido desarrollado para inspeccionar soldaduras en dirección axial de tuberías que van de 152,4 mm (6 pulg.) de diámetro externo a planas; sin embargo, también puede ser utilizado en configuraciones de escaneo circunferencial de tuberías muy pequeñas de hasta 114,3 mm (4,5 pulg.) de D. E. con solo dos sondas, o hasta 254 mm (10 pulg.) de D. E. con las sondas PA y TOFD (total de 4 sondas; Figura 2).

Figura 2: Vista lateral del escáner AxSEAM en una configuración de dos sondas (izquierda) y una configuración de cuatro sondas (derecha) para soldaduras circunferenciales
El escáner se dota de cuatro ruedas magnéticas de forma cupular (patentadas) que favorecen el uso del escáner en rango de diámetros externos sin necesidad de ajustes. Para bloquear las ruedas se usa el sistema de frenado que además permite mantener el escáner en la posición deseada, lo cual es particularmente útil para configuraciones de escaneo vertical. Entre las otras características prácticas, destacan: la funda de control de cableado para los cables de las sondas y tubos de irrigación, como también los mecanismos a carácter intuitivo que no requieren herramientas para posicionar la sonda y ajustar la configuración del escáner (Figura 3).
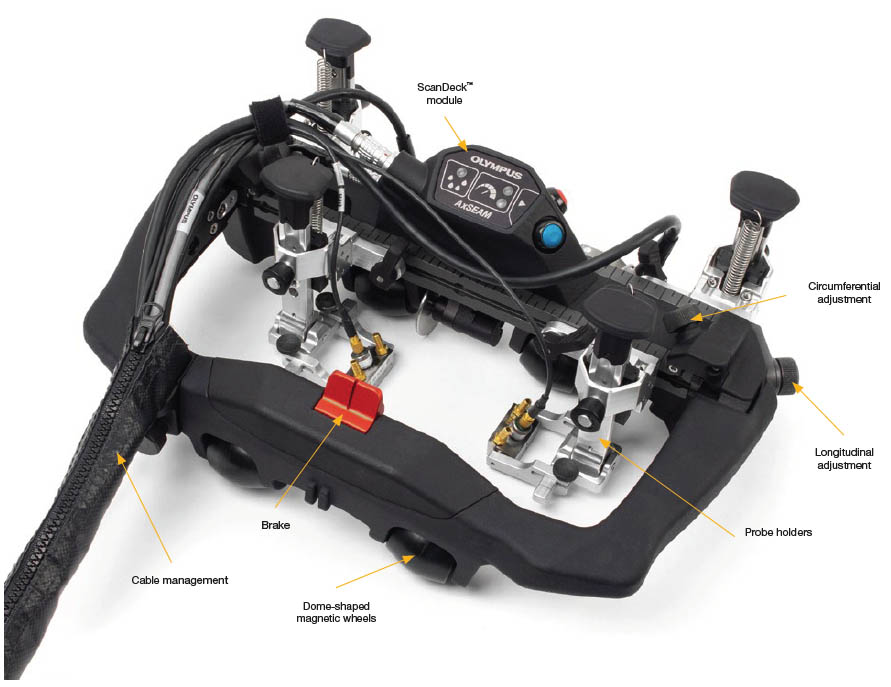
Figura 3: Principales componentes del escáner AxSEAM
El módulo ScanDeck™ del escáner AxSEAM™ (Figura 4) proporciona al operador información importante sobre el estado del escaneo directamente en su campo de visión mientras lo lleva a cabo, y permite además la operación remota del equipo de adquisición. El módulo incluye un botón de fácil acceso para compensar a cero el codificador e iniciar la adquisición en el equipo OmniScan™. El segundo botón activa la guía láser. Cuando el escáner AxSEAM es usado junto con el detector de defectos OmniScan™ X3, los indicadores LED del módulo ScanDeck también facilitan el proceso de escaneo del operador. A la izquierda del módulo, el indicador de estado alerta al operador sobre la pérdida de acoplamiento. A la derecha del módulo, el conjunto de dos indicadores ofrecen la siguiente información: cuando la velocidad del escáner está por debajo de la frecuencia de adquisición permitida por el equipo o la supera. |  Figura 4: Módulo ScanDeck™ |
Resultados empíricos con el escáner AxSEAM en una muestra de tubería de acero al carbono
La Figura 5 muestra una representación C-scan de ultrasonido multielemento (Phased Array) obtenida a partir de un cordón de soldadura longitudinal con defectos mecanizados. Se usó el detector de defectos OmniScan X3 y el escáner AxSEAM para ejecutar la adquisición. En la representación C-scan se indica dos defectos distintos. El escáner AxSEAM permite llevar a cabo escaneos estables, incluso cuando se requiere una velocidad de escaneo baja para la configuración multigrupo (cuatro conjuntos de ondas) del método de focalización total (TFM).

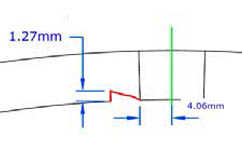
Figura 5: C-scan (datos controlados) por ultrasonido multielemento (PA) mostrando dos defectos distintos: una falta de fusión vertical agrupada (izquierda) y un defecto sobrecortado (derecha)
La Figura 6 y la Figura 7 muestran los resultados obtenidos con las técnicas PA y TFM en ambos defectos. El gráfico del defecto también se muestra como referencia. Las imágenes curvadas de las Figuras 6c y 7c dejan entrever una de las ventajas del procesamiento de imágenes del TFM sobre el ultrasonido multielemento (Phased Array, PA) convencional: los defectos se plasman en una representación casi fiel a la geometría.
 (a) Falta de fusión agrupada | 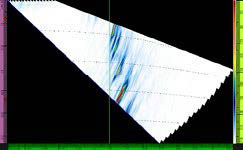 (b) PA | 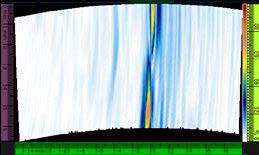 (c) TFM: Modo T-T |
Figura 6: Resultados en una falta de fusión agrupada (vertical)
 (a) D. I. de sobrecorte |  (b) PA | 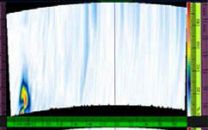 (c) Modo TFM: T-T | 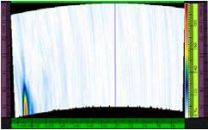 (c) Modo TFM: TT-T |
Figura 7: Resultados de un defecto sobrecortado
Recapitulación de beneficios
El operador puede usar el escáner AxSEAM para inspeccionar de forma rápida y fácil tanto las soldaduras longitudinales como las circunferenciales en un amplio rango de diámetros de tuberías. Gracias a su capacidad de soporte de hasta cuatro sondas, el escáner permite utilizar al mismo tiempo las tecnologías PA y TOFD para ofrecer una combinación efectiva de detección y análisis. Las mismas sondas PA pueden utilizarse también para un segundo escaneo más específico de la región de interés mediante el uso de hasta cuatro modos del TFM con el fin de facilitar la interpretación de las representaciones, mejorar la caracterización de los defectos verticales y compensar la desfocalización del haz ultrasónico. El escáner cuenta con el innovador módulo ScanDeck™, que incorpora un botón para iniciar la adquisición, una guía láser, un indicador LED para controlar el acoplamiento y un indicador LED para monitorizar la velocidad del escaneo. A pesar de que el botón para iniciar la adquisición y la guía láser pueden ser usados con cualquier modelo del detector de defectos OmniScan, los monitores dedicados al control del acoplamiento y estado de la velocidad del escaneo son solamente compatibles con el detector de defectos OmniScan™ X3.