
Aplicación
Evaluación de la integridad de uniones de soldaduras por puntos en metales.
Contexto
La soldadura por puntos es una técnica común que une dos piezas metálicas, generalmente, hojas o placas finas, mediante una serie de adherencias instantáneas de forma circular. Este proceso es usado ampliamente en la industria automotriz para el montaje de la carrocería y algunas uniones del chasis y, también, por otros fabricantes de láminas o chapas metálicas. Las soldaduras por puntos son realizadas mediante la presión que se ejerce en los electrodos contra los lados de ambas piezas para unirlos y la emisión de corriente eléctrica a través de ellos; esto crea momentáneamente un charco de metal fundido que se solidifica en un empalme circular, conocido como núcleo de soldadura.
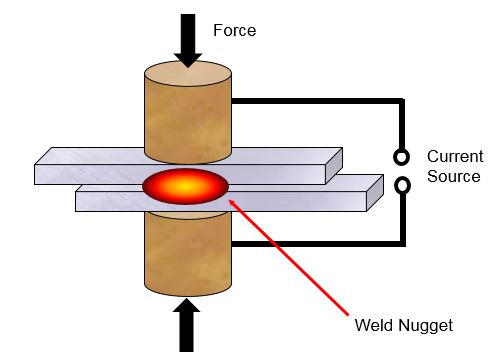
Si la soldadura es formada incorrectamente, puede que las dos piezas no se fusionen completamente, o que el área del núcleo sea más pequeña de lo que se requiere para asegurar una unión resistente. Estos problemas suelen ser visibles mediante inspecciones ópticas; las pruebas de estiramiento destructivas son ineficaces y se limitan a ciertas muestras. No obstante, con el equipo y la técnica adecuada, la inspección por ultrasonido en soldaduras por puntos proporciona información valiosa de manera rápida y no destructiva acerca de la calidad de la soldadura.
Equipamiento
El equipo recomendado para inspeccionar soldaduras por puntos puede ser el detector de defectos EPOCH 650 o EPOCH 1000. Las inspecciones de soldaduras por puntos requieren que exista un acoplamiento acústico en una soldadura de campana de 3 a 6 mm (de 0,125 a 0,250 pulg.), que permita generar múltiples ecos de fondo en altas frecuencias. Olympus ofrece una amplia variedad de sondas con líneas de retardo y sistemas de eyección de agua cautivos con frecuencias que van de 10 a 20 MHz para este propósito. Las sondas de línea de retardo usan una pequeña guía de onda plástica para acoplar la energía acústica del elemento de la sonda sobre la pieza bajo ensayo. Las sondas con sistemas de eyección de agua cautivos contienen una membrana de caucho plegable que encierra el sistema de eyección de agua adaptado a la topografía de la soldadura por puntos para permitir un óptimo acoplamiento. En el caso de sondas con líneas de retardo, el diámetro de la línea de retardo y el diámetro del elemento normalmente corresponden con el diámetro del núcleo nominal por unas pocas decimas de milímetro. En el caso de las sondas con sistemas de eyección de agua, el diámetro del elemento corresponde normalmente con el diámetro nominal del núcleo. Por favor, contáctenos para guiarlo en la selección de una sonda. | 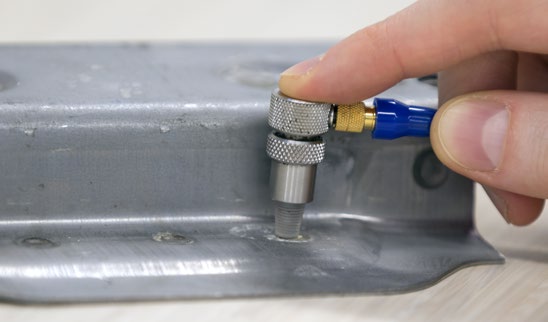 |
Teoría de funcionamiento
En un soldadura correcta, la distancia entre los ecos será proporcional al espesor de la soldadura y la velocidad de caída (es decir, la velocidad por la cual los ecos disminuyen en amplitud) estará relacionada con la atenuación en el núcleo. El eco corresponderá a un diagrama característico asociado a la condición de cada soldadura: soldadura correcta, soldadura ausente, soldadura de tamaño reducido y defecto de adherencia en soldadura. Se recomienda utilizar la opción software de almacenamiento de plantilla que guarda y recupera la descripción de diversos diagramas de eco para cada condición de soldadura. Cada diagrama de eco puede ser superpuesto fácilmente en un A-scan en tiempo real, con tan solo pulsar un botón, para facilitar y mejorar la inspección. Es posible almacenar múltiples plantillas; el indicador -A- muestra la selección de la plantilla activa. | 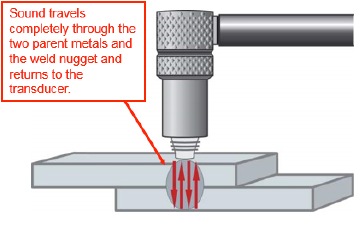 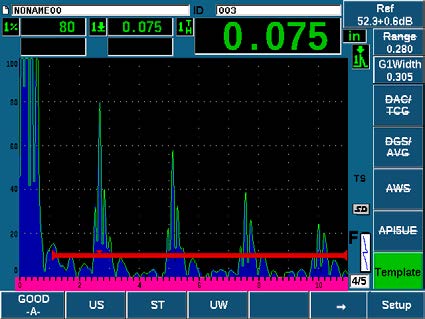 |
De no existir fusión entre las dos piezas metálicas, ya que una presenta la condición de «soldadura ausente» o «soldadura insuficiente», los ecos sucesivos presentaran una separación reducida y mayor amplitud. | 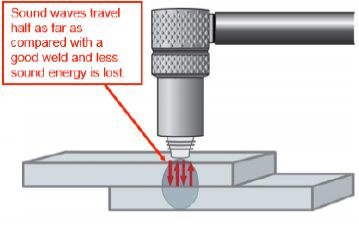 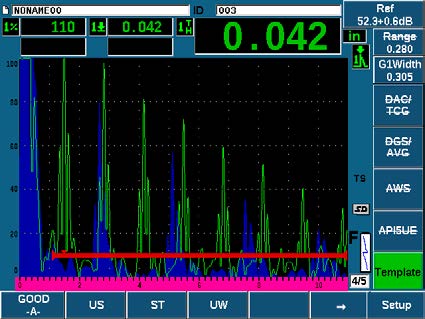 |
En el caso de una soldadura de tamaño reducido, solo una porción del haz acústico será reflejada a partir del espesor total de las dos láminas de metal, mientras otra porción será reflejada a partir de un solo espesor. Esto crea un diagrama en el que pequeños picos, que representan el espesor de una sola lámina, aparecen entre los picos más grandes y de mayor separación, lo cual representa el espesor total de la soldadura. | 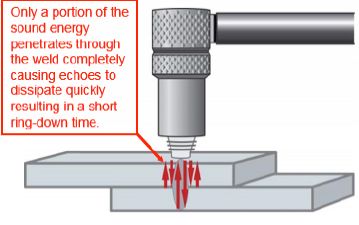 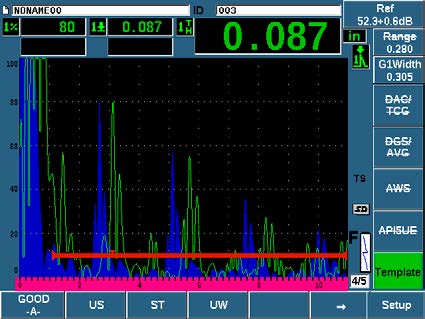 |
Finalmente, en una condición de falta de adherencia —donde las láminas metálicas son fusionadas; pero, debido al calor insuficiente la formación del núcleo de la soldadura no se completa—, la velocidad de caída del eco cambiará. Los ecos generados serán más grandes con un tiempo de reverberación «ring-down» más amplio. Esto se debe a la falta del efecto de dispersión del grano de un núcleo completamente formado y al estado más transmisivo de la zona de la soldadura en el caso de una soldadura completamente formada. | 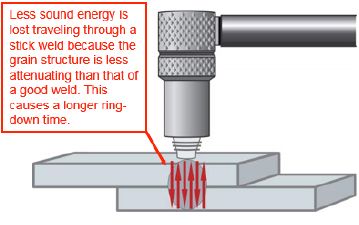  |



