La présente note d’application indique comment mesurer avec précision, au travers d’une couche de peinture ou d’un revêtement similaire, l’épaisseur résiduelle de la paroi de diverses structures métalliques : tuyaux, réservoirs, poutres, coques de navires, etc.
Difficultés associées à la mesure de l’épaisseur de parois métalliques au travers d’une couche de peinture
Dans de nombreux secteurs industriels et pétrochimiques, les exigences de maintenance requièrent de mesurer l’épaisseur résiduelle des parois métalliques sujettes à la corrosion. Souvent, cette procédure doit être effectuée malgré la présence d’une ou de plusieurs couches de peinture ou de revêtements non métalliques semblables sur la pièce à inspecter. Lorsque cette inspection est effectuée à l’aide de mesureurs d’épaisseur par ultrasons classiques, la présence de peinture entraîne des erreurs de mesure. En effet, on obtient souvent une mesure d’épaisseur du métal augmentée par rapport à la réalité, souvent du double de l’épaisseur de la couche de peinture, en raison de la lenteur de propagation des ondes dans la peinture. Deux solutions à ce problème sont possibles : la mesure entre échos et la mesure THRU-COAT™. |
|

Équipement utilisé pour les mesures entre échos et THRU-COAT
Les fonctions de mesure entre échos et THRU-COAT sont disponibles sur deux de nos mesureurs de corrosion, soit le 39DL PLUS™ et le 45MG. Généralement, la mesure entre échos est réalisée avec l’une des sondes à émission-réception séparées suivantes : D790, D791, D797 ou D798. La mesure THRU-COAT, quant à elle, nécessite l’utilisation de l’une des deux sondes à émission-réception séparées spécialisées, soit la D7906-SM ou la D7908.
Depuis longtemps, les sondes à émission-réception séparées constituent la norme de l’industrie pour les applications de contrôle de la corrosion en raison de leur réactivité supérieure dans des conditions de surfaces rugueuses ou de corrosion par piqûres. Elles sont donc généralement recommandées pour toutes les applications courantes de contrôle de la corrosion. Les sondes monoéléments à lignes à retard peuvent être recommandées pour l’inspection de pièces faites de métal lisse et peint requérant des mesures de grande précision.
Principes de fonctionnement pour la mesure de l’épaisseur de parois métalliques au travers d’une couche de peinture
Généralement, la vitesse de propagation des ondes longitudinales dans l’acier se situe autour de 5900 m/s (0,2320 po/µs), alors qu’elle est habituellement inférieure à 2500 m/s (0,1000 po/µs) dans la peinture et les revêtements semblables. Un mesureur par ultrasons classique mesurera l’épaisseur totale de la paroi métallique peinte en appliquant erronément à la couche de peinture la vitesse de propagation dans l’acier. Par conséquent, la couche de peinture sera calculée comme 2,35 fois plus épaisse (rapport entre les vitesses de propagation différentes dans les deux matériaux) qu’elle ne l’est réellement. Dans le cadre d’applications faisant intervenir des revêtements épais et des tolérances serrées, l’erreur induite par la couche de peinture peut constituer une part importante de la mesure totale. La solution consiste donc à mesurer l’épaisseur de manière à exclure le revêtement du calcul.
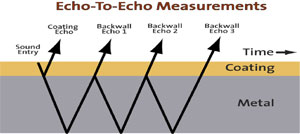
La mesure d’épaisseur entre échos tire profit d’une technique utilisée depuis longtemps qui consiste à calculer l’intervalle de temps entre deux échos de fond consécutifs qui représentent les parcours sonores aller-retour successifs de l’onde ultrasonore au travers du matériau inspecté. Dans le cas du métal peint, ces échos de fond surviennent à l’intérieur du métal seulement, et non pas dans le revêtement. Par conséquent, l’intervalle entre n’importe quelle paire d’échos (entre les échos de fond 1 et 2, les échos de fond 2 et 3, etc.) représente l’épaisseur du métal seulement ; l’épaisseur du revêtement, elle, est annulée.
La mesure THRU-COAT utilise une approche logicielle brevetée pour déterminer l’intervalle de temps que représente un aller-retour à l’intérieur du revêtement. Cet intervalle de temps est utilisé pour calculer et afficher l’épaisseur du revêtement. En soustrayant cet intervalle de la mesure totale, le mesureur peut également calculer et afficher l’épaisseur du substrat métallique.
Comparaison des techniques de mesure entre échos et THRU-COAT
Chacune de ces techniques a des avantages et des limites qui doivent être pris en compte pour choisir celle qui s’applique le mieux à une application donnée :
Avantages de la mesure entre échos :
- Possibilité d’utiliser une variété de sondes courantes
- Fonctionnement souvent efficace à travers des revêtements de surface rugueux
- Fonctionnement possible à des températures élevées (jusqu’à environ 500 °C/930 °F), à l’aide de sondes adéquates
Limites de la mesure entre échos :
- Plusieurs échos de fond requis, lesquels peuvent être inexistants dans les métaux très corrodés
- Étendue d’épaisseurs parfois plus restreinte qu’avec la mesure THRU-COAT
Avantages de la mesure THRU-COAT :
- Fonctionnement efficace avec un vaste éventail d’épaisseurs allant généralement de 1 mm (0,040 po) à plus de 50 mm (2 po) dans l’acier
- Un seul écho de fond requis
- Mesure potentiellement plus précise de l’épaisseur résiduelle dans le cas de corrosion par piqûres dans le métal
Limites de la mesure THRU-COAT :
- Revêtement devant être non métallique et d’une épaisseur minimale de 0,125 mm (0,005 po)
- Surface de revêtement relativement lisse requise
- Utilisation d’une des deux sondes spécialisées requise
- Température de surface maximale approximative de 50 °C (125 °F)
Procédures à suivre pour les mesures entre échos et THRU-COAT
Les procédures à suivre pour activer et utiliser les fonctions de mesure entre échos et THRU-COAT avec les appareils 39DL PLUS et 45MG ainsi que les sondes appropriées sont décrites dans les manuels de l’utilisateur respectifs de ces appareils. Veuillez consulter le manuel des mesureurs d’épaisseur pour voir l’information requise et obtenir d’autres renseignements sur la façon recommandée d’étalonner la vitesse de propagation et d’optimiser le gain et la suppression des échos, au besoin.
Étendue des mesures pour le mode THRU-COAT
La fonction THRU-COAT utilisée avec les sondes D7906-SM ou D7908 permet seulement de mesurer des revêtements non métalliques (peinture ou époxy) d’une épaisseur minimale de 0,12 mm (0,005 po). Si aucune mesure de revêtement ne s’affiche lorsque vous effectuez une mesure sur de l’acier revêtu, soit l’épaisseur du revêtement est inférieure au minimum mesurable par la fonction THRU-COAT, soit la mesure ne peut tout simplement pas être effectuée avec cette fonction. Mais dans de nombreux cas, l’épaisseur du revêtement sera soustraite de la mesure et l’épaisseur de l’acier s’affichera. Si elle ne s’affiche pas, vous pouvez aussi essayer de prendre la mesure à l’aide de la fonction entre échos, ou alors il faudra peut-être retirer le revêtement.
De manière générale, l’épaisseur de métal mesurable en mode THRU-COAT s’étend d’environ 1 mm (0,040 po) à plus de 50 mm (2 po), selon les propriétés acoustiques du métal et l’état de la surface intérieure.
Étendue des mesures pour le mode entre échos
En mode entre échos, l’étendue des épaisseurs mesurables dépend du choix de sonde et du type de mesureur utilisé, ainsi que des propriétés acoustiques du métal mesuré et de l’état de la surface. Par définition, la mesure entre échos requiert au moins deux échos de fond. Par conséquent, elle peut ne pas fonctionner lorsque les matériaux sont extrêmement corrodés, très rugueux, à très forte diffusion ou à très forte atténuation. En effet, dans ces conditions, le matériau ne permet pas d’obtenir un deuxième écho de fond. En pareils cas, dans la mesure du possible, il faut utiliser la mesure THRU-COAT.
Pour les mesureurs d’épaisseur 39DL PLUS et 45MG, les étendues d’épaisseurs typiques en mode entre échos sont les suivantes :
| Type de sonde | Étendue d’épaisseurs* |
| D798 | De 1,5 à 7,5 mm (de 0,06 à 0,3 po) |
| D790/D791 | De 2 à 50 mm (de 0,1 à 2 po) |
| D797 | De 12,5 à 125 mm (de 0,5 à 5 po) |
| M201 | De 1,25 à 12,5 mm (de 0,05 à 0,5 po) |
* L’étendue d’épaisseurs dépend du matériau, des conditions de la surface et de la température.

