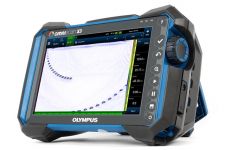
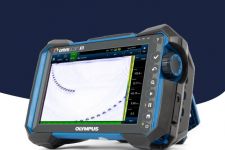
OmniScan™ X4 : appareil de recherche de défauts
par ultrasons multiéléments doté des méthodes TFM et PCI
Détectez et caractérisez les petites fissures HTHA
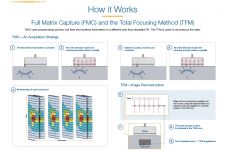
La détection précoce et fiable des défauts causés par la HTHA est si complexe que plusieurs méthodes d’inspection sont souvent combinées pour maximiser la probabilité de détection. Les méthodes de diffraction en temps de vol (TOFD), de focalisation d’ultrasons multiéléments (PA) et de focalisation en tout point (TFM), surtout avec les sondes Dual Linear Array™ (DLA), se sont
révélées particulièrement efficaces pour cette application.
L’appareil de recherche de défauts OmniScan™ X4 prend pleinement en charge ces méthodes, de même que l’imagerie par cohérence de phase (PCI), qui met en évidence les petits défauts et les pointes des fissures. L’OmniScan X4 offre également une variété d’outils logiciels embarqués qui simplifient la configuration et le processus d’analyse.
Configurations intégrées de sondes DLA et de scanners
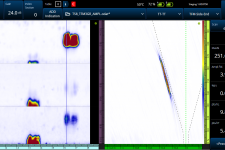
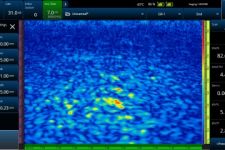
Imagerie TFM à haute résolution (jusqu’à 1024 × 1024 points)
Outils logiciels permettant d’optimiser le processus d’inspection TFM, de la configuration à l’analyse (plan d’inspection avec modèle AIM, gain corrigé en fonction du temps [TCG] automatique, mode d’excitation dispersée, gain logiciel et curseur de palette, traitement en temps réel de l’enveloppe TFM et filtres d’image, portes et alarmes)
Ouverture TFM de 64 éléments et ouverture TFM étendue de 128 éléments (modèle 64:128PR de l’OmniScan X4)
Imagerie par cohérence de phase permettant d’améliorer les petits défauts et les pointes des fissures (tous les appareils OmniScan X4)
Possibilité d’acquérir simultanément jusqu’à 8 groupes TOFD et multiéléments, pour un survol préliminaire efficace
Possibilité d’acquérir et d’afficher simultanément jusqu’à 4 groupes TFM et PCI
Imagerie par émission d’ondes planes (PWI) disponible avec la TFM et la PCI (en utilisant l’appareil OmniScan X4 et des sondes linéaires)
探头
Sondes à haute sensibilité pour la détection des défauts causés par la HTHA
Détection plus précoce et plus fiable des attaques par l’hydrogène à haute température
Maximisez la couverture par faisceau angulaire des zones de soudure et des zones thermiquement affectées
Sondes à faisceau angulaire Dual Linear Array™
A38 et A28
Sondes à haute sensibilité de 10 MHz avec deux réseaux en configuration à émission-réception séparées
Petit pas d’éléments permettant une imagerie TFM claire et une couverture grand angle de la soudure et de la zone thermiquement affectée (HAZ)
Boîtier pivotant breveté permettant de rapprocher les réseaux et d’étendre ainsi la couverture de l’épaisseur du matériau
Série de sabots dédiés couvrant des diamètres extérieurs de tuyaux allant de 4 à 48 po et des épaisseurs allant jusqu’à 95 mm (3,74 po)
Sonde DLA A38 : réseaux de 64 éléments permettant une focalisation plus nette et plus profonde, exploitant ainsi tout le potentiel de l’appareil de recherche de défauts OmniScan™ X4
Sonde DLA A28 : réseaux de 32 éléments permettant l’utilisation de sabots à surface de contact restreinte, pour un accès et un couplage facilités près la soudure
Inspection rapide des matériaux de base pour une détection fiable des défauts causés par la HTHA
Sonde Dual Linear Array à zéro degré REX1
Deux réseaux de 64 éléments, 10 MHz
Couverture du faisceau allant jusqu’à 30 mm (1,18 po)
Système réglable de stabilisation avec protection anti-usure en carbure, s’adaptant aux surfaces de tuyaux d’un diamètre extérieur aussi petit que 4 po (101,6 mm)
Sabots intégrés couvrant une étendue d’épaisseurs allant de 4 à 95 mm (de 0,16 à 3,74 po)
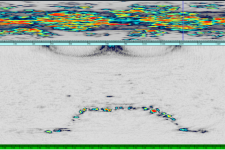
Vues C-scan claires lorsque la sonde est combinée à un codeur ou à un scanner
Utilisez de multiples méthodes d’inspection pour bénéficier d’une détection fiable des défauts causés par la HTHA
Sondes à écho d’impulsion A31 et A32 optimisées pour la recherche de défauts causés par la HTHA
Sondes linéaires de 10 MHz à 64 éléments offrant une haute définition et optimisées pour la réalisation d’inspections TFM et PWI efficaces
Sonde A31 : petit pas d’éléments permettant une couverture grand angle de la soudure et de la zone thermiquement affectée (HAZ)
Sonde A32 : ouverture totale large permettant une résolution plus fine et une focalisation plus profonde
Caractéristiques techniques
Numéro d’article/description
Numéro de référence
Fréquence
(MHz)
Configuration des éléments
Nombre d’éléments
Pas
(mm)
Ouverture active
(mm)
Élévation
(mm)
Angle de toit
(degré)
Étendue d’épaisseurs
(mm)
10DL32-9.6X5-A28
(sabot FD25)
Q3301742
10
Deux réseaux de 32 éléments
64
0,3
9,6
5
Selon le sabot
4–45
10DL32-9.6X5-A28
(sabot FD60)
Q3301742
10
Deux réseaux de 32 éléments
64
0,3
9,6
5
Selon le sabot
45–95
10DL32-19.2X5-A38
(sabot FD25)
Q3302412
10
Deux réseaux de 64 éléments
128
0,3
19,2
5
Selon le sabot
4–45
10DL32-19.2X5-A38
(sabot FD60)
Q3302412
10
Deux réseaux de 64 éléments
128
0,3
19,2
5
Selon le sabot
45–95
10DL64-32X5-1DEG-REX1-PR
Q3301737
10
Deux réseaux de 64 éléments
128
0,5
32
5
1
30–95
10DL64-32X5-5DEG-REX1-PR
Q3301733
10
Deux réseaux de 64 éléments
128
0,5
32
5
5
4–30
10L64-19.84X10-A31
Q3301607
10
Linéaire
64
0,31
19,84
10
S.O.
3–90
10L64-32X10-A32
Q3300429
10
Linéaire
64
0,5
32
10
S.O.
8–110
Bien que toutes les sondes Dual Linear Array soient équipées d’éléments piézoélectriques composites de 10 MHz, la fréquence centrale testée des modèles REX1 descend à environ 9,0 MHz en raison de l’atténuation qui se produit dans le sabot intégré.
Ces sondes sont livrées par défaut avec un connecteur OmniScan™ et un câble de 2,5 m (8,2 pi) ; elles peuvent toutefois être livrées avec d’autres connecteurs et d’autres longueurs de câble sur demande.
Note importante : L’utilisation de sondes multiéléments en contact direct avec la surface pendant l’inspection peut entraîner des dommages permanents. Il est recommandé de toujours utiliser un sabot.
Sabots pour sondes A38 et A28
Les sabots d’angle pour sondes DLA A38 et A28 sont optimisés pour l’inspection du volume et de la zone thermiquement affectée des soudures. L’angle de ces sabots est réglé de manière à générer des ondes longitudinales selon un angle d’incidence nominal de 65 degrés dans l’acier. Ils ont un angle de toit calculé pour chaque diamètre axial extérieur se situant entre 101,6 et
1220 mm (entre 4 et 48 po).
Les sabots SA38 et SA28 sont disponibles en deux modèles offrant chacun une profondeur de focalisation différente pour couvrir une large gamme d’épaisseurs allant de 4 à 95 mm (0,16 à 3,74 po). Ces sabots vous permettent d’exploiter pleinement les capacités de focalisation étendues de la sonde A38.