
Les ultrasons sont utilisés pour le contrôle non destructif (CND) industriel depuis environ un siècle. Les premières inspections par ultrasons (UT) se faisaient au moyen de sondes monoéléments, une technologie relativement simple qui est encore utilisée aujourd’hui et suffisante pour de nombreuses applications.
Au fil du temps, la technologie a progressé. Des avancées ont été réalisées et ont amélioré à la fois le rendement et l’efficacité des inspections : on a commencé à utiliser des sondes multiéléments ainsi que des pièces électroniques et des logiciels plus puissants. De là est arrivée l’inspection par ultrasons multiéléments (PAUT), une technique largement acceptée et appliquée aujourd’hui, bien qu’elle nécessite plus de formation que la technique par ultrasons conventionnels pour la réalisation d’une inspection adéquate.
La méthode de focalisation en tout point (TFM) constitue un autre bond en avant en termes de complexité. Elle exploite la technologie des sondes multiéléments, mais les données nécessaires à la TFM sont acquises à l’aide de la méthode d’acquisition de la matrice intégrale (FMC). La FMC est une stratégie d’émission et de réception de faisceaux plus complète qui génère des volumes de données considérables.
Regardez cette courte vidéo pour en savoir plus sur les principes de base des méthodes FMC et TFM.
L’imagerie TFM repose sur le traitement de cette grande quantité de données FMC. Elle a donc acquis au fil du temps la réputation d’être une technique plus lente, uniquement pratique pour réaliser une vérification secondaire plus ciblée. Puisque j’utilise et expérimente la TFM depuis un certain temps, j’ai quelques recommandations à faire pour dissiper, espérons-le, certaines idées reçues sur cette méthode de contrôle non destructif relativement nouvelle.
1. Évitez de penser qu’un seul mode convient à toutes les applications.
Si vous vous intéressez à la TFM et que vous avez une formation sur les ultrasons multiéléments comme moi, vous connaissez probablement très bien le mode par écho d’impulsion (PE). Le parcours des faisceaux est assez facile à comprendre avec ce mode. Dans une inspection PE où on utilise le premier segment de parcours (leg), le faisceau acoustique émis par la sonde se dirige vers le défaut, est réfléchi par le défaut et revient vers la sonde. Dans une inspection où on utilise un deuxième segment de parcours, il y a un rebond supplémentaire sur la paroi du fond de la pièce à inspecter.
Avec la méthode TFM, le concept de parcours des faisceaux n’est pas aussi simple. Pour produire une image TFM, le parcours des faisceaux est régénéré synthétiquement par l’unité d’acquisition à l’aide des données FMC. En combinant différents types d’ondes (longitudinales ou transversales) et différents segments de parcours des ondes, l’unité d’acquisition vous offre jusqu’à 10 options pour les modes TFM (également appelés modes d’acquisition), par exemple TTT, TLT ou TTTT.
Pour déchiffrer ces modes d’acquisition TFM, sachez que chaque lettre représente un segment de parcours et le mode de propagation pour ce segment, soit « T » pour une onde transversale ou « L » pour une onde longitudinale. Les modes d’acquisition TFM peuvent comprendre des rebonds supplémentaires que nous n’avons pas l’habitude de voir avec le mode par écho d’impulsion multiélément. Certaines unités, comme l’appareil de recherche de défauts OmniScan X3, offrent même un mode d’acquisition 5T (TT-TTT).
Avec toutes ces options, comment choisit-on le bon mode d’acquisition (ou les bons modes d’acquisition) pour l’inspection à effectuer ? Voici quelques facteurs importants à prendre en compte :
- le type de défaut ;
- l’emplacement du défaut ;
- la courbure ou la géométrie de la pièce.
Ces caractéristiques, à la fois du défaut ciblé et de la pièce inspectée, influencent la capacité de détection de chaque mode d’acquisition.
Pour le démontrer, je vous fournis ici des exemples de différentes images TFM d’une fissure de soudure débouchant sur la surface interne de la pièce.
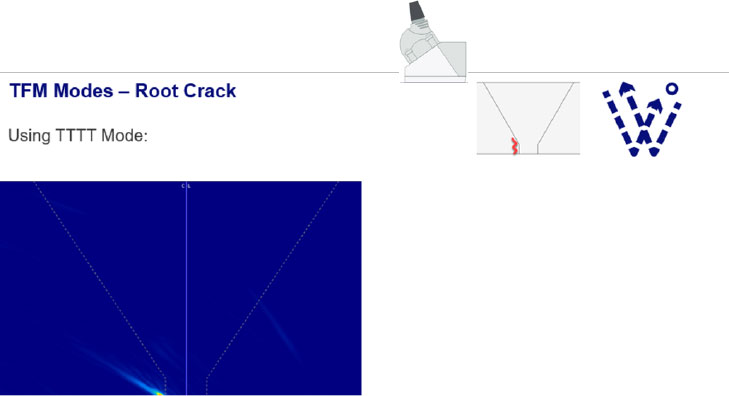
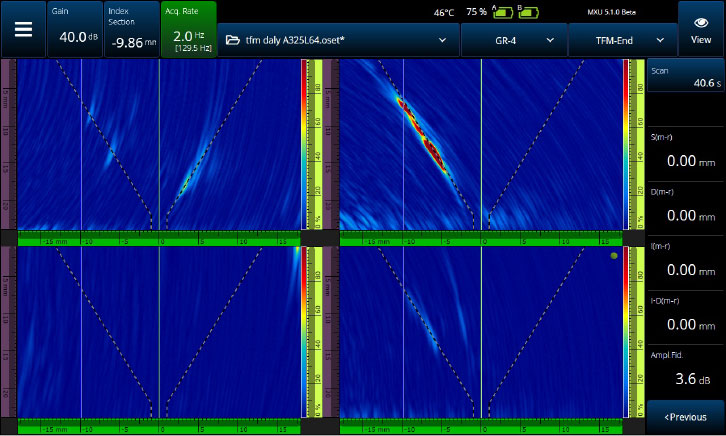
Mon premier exemple montre la réponse du signal qu’on peut voir sur l’écran de l’OmniScan X3 lors de l’utilisation d’un mode d’acquisition TTTT en mode par écho d’impulsion (similaire à une inspection PAUT avec utilisation d’un deuxième segment de parcours).
Bien que quelque chose soit détecté, le signal n’est pas optimal et cette indication risque de ne pas être prise en compte. Maintenant, si nous utilisons le mode d’acquisition TTT réglé en mode tandem à une seule sonde pour cette même fissure, l’indication « apparaît » soudainement à l’écran !

Dans ce cas, l’onde ultrasonore qui rebondit sur la paroi du fond avant de rencontrer la fissure présente une trajectoire bien plus perpendiculaire au défaut, de sorte que le mode d’acquisition TTT peut reproduire magnifiquement l’image du défaut ! (Tout comme avec la méthode UT classique, on souhaite un angle de réflexion le plus près possible de 90°.)
Pour cette fissure, les deux modes TFM utilisés dans l’exemple ont fourni des résultats de détection complètement différents. Il en est de même lorsqu’on a différents réflecteurs à différentes profondeurs et pour différentes orientations. Souvent, un seul mode ne suffit pas pour couvrir toutes les situations.
Astuce en prime :
Assurez-vous que vos paramètres de vitesse et d’épaisseur sont exacts.
Là encore, si vous avez de l’expérience en inspection PAUT, vous avez peut-être l’habitude d’estimer la vitesse de propagation des ondes sonores dans le matériau. Vous pourriez être tenté d’entrer le paramètre standard 0,2320 po/µsec ou 5890 m/sec et de passer à autre chose. Cependant, avec la TFM, en particulier lors de l’utilisation des modes tandem à une seule sonde avec tous ces rebonds supplémentaires, nous ne pouvons pas nous permettre de deviner.
Pour preuve, regardez ce qui se produit avec une variation de 2,5 % lorsqu’on essaie de détecter une fissure débouchant sur la surface interne de la pièce en utilisant le mode d’acquisition TTT.
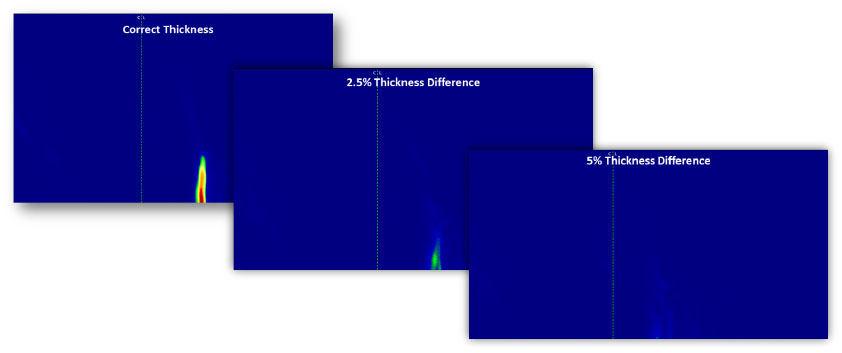
Une différence de 5 % dans la valeur de vitesse entrée pour le demi-rebond (half-skip) (TTT) a entraîné la perte complète du signal sur l’encoche verticale. Cette nécessité de précision s’applique également à l’épaisseur et à la géométrie de la pièce. Si les valeurs d’épaisseur et de géométrie entrées sont inexactes, le signal ne rebondira plus à l’endroit prévu, ce qui entraînera des inexactitudes de calcul.
2. Assurez-vous d’avoir la bonne sonde pour la focalisation de votre zone TFM.
L’imagerie par méthode de focalisation en tout point (TFM) a également la réputation de fournir une focalisation uniforme sur l’ensemble de la zone TFM. Mais ce n’est pas tout à fait vrai. La méthode TFM est assujettie aux mêmes lois de la physique que les méthodes d’inspection par ultrasons multiéléments et conventionnels. Par exemple, la performance d’imagerie TFM de votre appareil dépend des caractéristiques de la sonde multiélément.
Tout comme avec les méthodes PA et UT, les caractéristiques physiques d’une sonde comme la taille et la fréquence de ses éléments ont un rôle à jouer dans les caractéristiques des faisceaux qu’elle produit (c’est-à-dire la longueur du champ proche, le diamètre des faisceaux, l’angle de divergence des faisceaux, etc.), et influencent donc également la focalisation dans la zone TFM. Regardez ci-dessous les images TFM de trous percés latéraux (SDH) alignés, acquises à l’aide de trois sondes différentes :
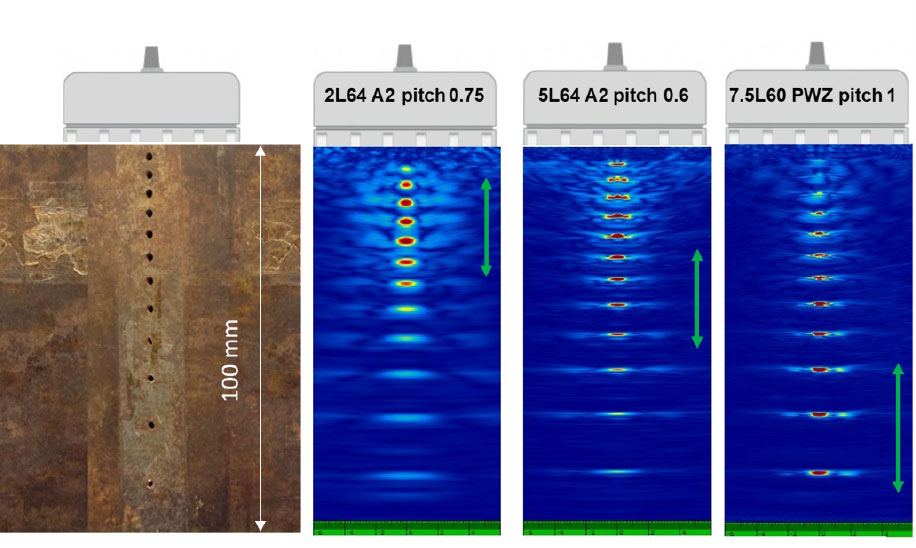
Apprenez-en plus sur l’effet qu’a le choix des sondes avec la méthode TFM dans l’article de blogue suivant : Quelle sonde multiélément convient le mieux à une inspection effectuée selon la méthode de focalisation en tout point (TFM)?
3. Ne sous-estimez pas l’importance de la fidélité en amplitude.
Qu’est-ce que la « fidélité en amplitude » et pourquoi est-ce un terme souvent utilisé dans le domaine de la TFM ?
La fidélité en amplitude est la mesure (en dB) de la variation de l’amplitude maximale d’une indication en fonction de la résolution de la grille TFM. En termes clairs, cette valeur détermine la limite supérieure du pas de la grille à ne pas dépasser avant qu’une dégradation trop importante de la qualité de votre image (pixellisation) ne vous permette d’observer clairement les défauts. En ajustant la fidélité en amplitude, vous vous assurez que la taille du pixel est adaptée à la longueur d’onde. Le rapport entre la taille d’un pixel et la longueur d’onde du faisceau ultrasonore est important. Tout comme lorsque votre fréquence de numérisation est trop basse dans une inspection PAUT, vous risquez de manquer la crête du signal en TFM, car un pixel trop grand peut faire en sorte que l’amplitude de crête d’une indication ne puisse être vue.
Plusieurs facteurs influencent la fidélité en amplitude, comme la fréquence et la largeur de bande de la sonde, la vitesse de propagation des ondes dans le matériau, la résolution de la grille, l’application ou non de la fonction d’enveloppe, etc. Les codes d’inspection régissant la méthode TFM (ASME, par exemple) recommandent généralement une fidélité en amplitude qui ne dépasse pas 2 décibels (dB).
Comment peut-on savoir si la fidélité en amplitude a dépassé le niveau optimal ? C’est facile : il suffit de lire la fidélité en amplitude fournie par les unités d’acquisition comme l’appareil de recherche de défauts OmniScan X3, car elles la calculent pour vous. De plus, la fonction d’enveloppe TFM de l’OmniScan X3 permet d’augmenter le taux de rafraîchissement par rapport à la fonction d’imagerie TFM normale avec oscillations, et ce, tout en maintenant la même valeur de fidélité en amplitude. Ainsi, nous vous recommandons fortement d’essayer la fonction d’enveloppe la prochaine fois que vous avez du mal à obtenir la bonne fidélité en amplitude !
Apprenez-en plus sur notre traitement d’enveloppe TFM novateur en lisant l’article technique suivant : Utilisation de la méthode d’inspection TFM et de la fonction de traitement d’enveloppe.
4. Tirez pleinement parti du simulateur de parcours d’ondes et des outils de modélisation.
Utilisez tous les outils logiciels à votre disposition pour prédire le résultat de votre inspection TFM.
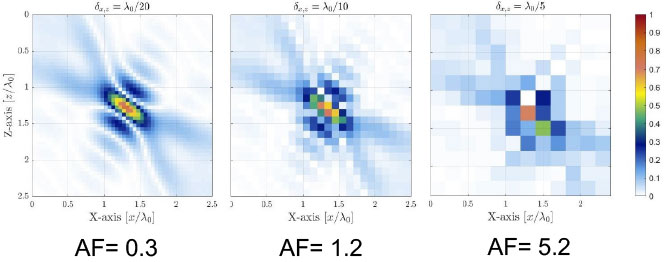
Avant de commencer votre inspection TFM, vérifiez la couverture et la sensibilité atteignables pour une combinaison donnée de sonde, de sabot et de mode d’acquisition à l’aide d’un simulateur comme l’outil de cartographie de l’influence acoustique AIM. L’outil AIM prend également en compte le type de défaut ciblé et le décalage angulaire de la sonde. Utilisez-le pour vérifier tous les modes d’acquisition et tester chacun d’eux sur différents réflecteurs jusqu’à ce que vous trouviez le meilleur.

Les couleurs de la cartographie des amplitudes AIM vous indiquent clairement la couverture que les modes d’acquisition TFM fourniront dans la région d’intérêt.
Les zones rouges indiquent que la réponse ultrasonore est très bonne et qu’elle présente un écart entre 0 dB et −3 dB par rapport à l’amplitude maximale. Les zones orange présentent un écart entre −3 dB et −6 dB par rapport à l’amplitude maximale. Pour les zones jaunes, c’est un écart entre −6 dB et −9 dB, et ainsi de suite.
Apprenez-en plus sur l’utilisation d’AIM en regardant ce webinaire : Acoustic Influence Map (AIM)—The Modeling Tool for Your TFM Inspection.
5. Utilisez plusieurs modes pour optimiser votre couverture.
Dernier point, mais non le moindre : certains appareils vous permettent d’utiliser plusieurs modes en même temps ! Par exemple, vous pouvez exécuter jusqu’à quatre modes TFM simultanément et voir leurs résultats sur l’écran OmniScan X3. Utilisez cette possibilité à votre avantage pour vous assurer de ne manquer aucun défaut insoupçonné !
Si vous souhaitez en savoir plus, consultez cette foire aux questions sur la méthode TFM.
Contenu connexe
Contactez-nous
