7.4 铸件
Au moment de la fonte, une riche gamme de discontinuités internes peut apparaître dans les métaux ferreux ou non ferreux. Parmi ces discontinuités, citons à titre d’exemple les vides, la porosité, les inclusions et les fissures. Toutes ces conditions génèrent des indications ultrasonores identifiables par un inspecteur formé à l’aide d’un appareil de recherche de défauts par ultrasons et les sondes appropriées.
La nature granuleuse des fontes ferreuse et non ferreuse constitue une difficulté pour l’inspection par ultrasons à cause des réflexions créées par les frontières des grains, où le bruit de diffusion augmente avec la taille des grains. De plus, la surface rugueuse des pièces coulées au sable détériore le couplage acoustique et diminue l’amplitude des échos. Ces facteurs déterminent la taille minimale des défauts qu’il est possible de trouver pendant l’inspection. C’est pourquoi il est important de bien sélectionner la sonde et de configurer l’appareil soigneusement, notamment le filtrage passe-bande. Les sondes à émission-réception séparées avec des fréquences entre 1 MHz et 5 MHz permettent souvent d’optimiser la résolution des vides et le bruit de diffusion acoustique. La procédure recommandée consiste à utiliser des blocs étalon de référence représentant les pièces à inspecter pour optimiser la sélection de la sonde et la configuration. Ces blocs doivent contenir des défauts connus identifiés par l’inspection destructive, la radiographie ou d’autres techniques ultrasons. Il est alors possible de stocker les indications provenant de ces défauts connus et de les comparer aux indications provenant de la pièce inspectée.
L’exemple présenté ci-dessous montre une indication de porosité typique à mi-épaisseur d’une pièce de fonte d’une épaisseur de 30 mm, trouvée à l’aide d’une sonde à émission-réception séparées d’une fréquence de 2,25 MHz. Un écho apparaît dans la zone de la porte et l’amplitude de l’écho de fond est diminuée.
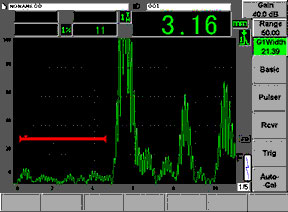 | 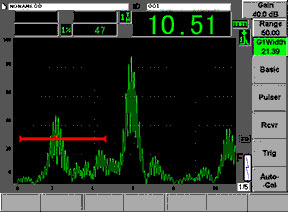 |
| Zone saine, seulement échos de fond | Indication de porosité dans la porte |
Il faut toujours développer les procédures d’inspection de fissures en tenant compte de la forme de la fonte et de l’emplacement, de la taille et de l’orientation des fissures potentielles, à l’aide de blocs étalon avec des défauts connus ou des défauts artificiels. Les sondes droites sont utilisées lorsque la fissure est parallèle à la surface de la sonde, et les sondes d’angle sont utilisées lorsque la fissure est perpendiculaire ou inclinée par rapport à la surface de couplage.
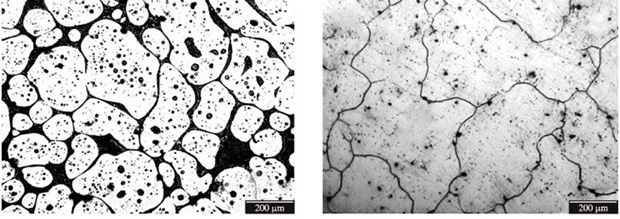
Une autre application courante dans l’industrie de la fonte est la mesure de la nodularité (distribution de graphite) dans la fonte pour vérifier le processus de fonte. La microstructure du graphite dans la fonte a des répercussions majeures sur les propriétés mécaniques de la fonte. Il existe une relation prévisible entre la nodularité et la vitesse de propagation, et il est possible de mesurer la vitesse avec des appareils de recherche de défauts et des mesureurs d’épaisseur.
Vous trouverez des plus amples renseignements sur l’inspection par ultrasons des fontes dans cette notes d’application.